



厂商 :东莞中慧塑胶原料有限公司
广东 东莞市- 主营产品:
- 塑胶原料
- 塑胶助剂
- 塑胶颜料
联系电话 :13538637892
商品详细描述
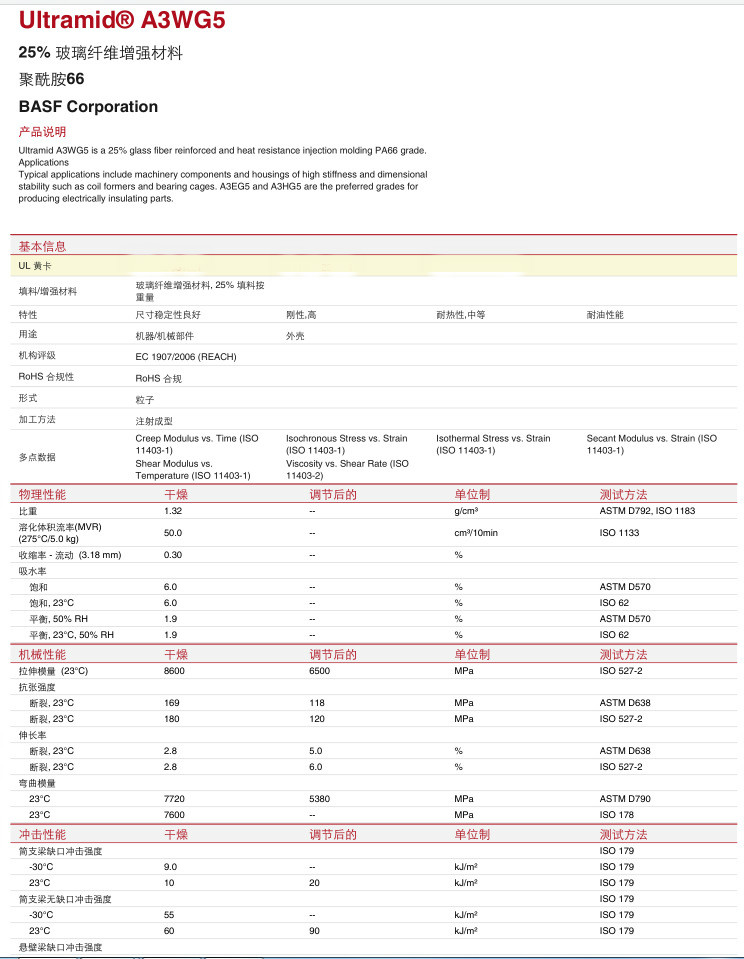 PA66 性状
PA66 性状
半透明或不透明乳白色结晶形聚合物,具有可塑性。密度1.15g/cm3。熔点252℃。脆化温度-30℃。热分解温度大于350℃。 连续耐热80-120℃,平衡吸水率2.5%。能耐酸、碱、大多数无机盐水溶液、卤代烷、烃类、酯类、酮类等腐蚀,但易溶于、等极性溶剂。具有优良的耐磨性、自润滑性,机械强度较高。但吸水性较大,因而尺寸稳定性较差。
PA66 应用
广泛用于制造机械、汽车、化学与电气装置的零件,如齿轮、滚子、滑轮、辊轴、泵体中叶轮、风扇叶片、高压密封围、阀座、垫片、衬套、各种把手、支撑架、电线包层等。亦可制成薄膜用作包装材料。此外,还可用于制作医疗器械、体育用品、日用品等。 性状 半透明或不透明乳白色结晶形聚合物,具有可塑性。密度1.15g/cm3。熔点252℃。脆化温度-30℃。热分解温度大于350℃。 连续耐热80-120℃,平衡吸水率2.5%。能耐酸、碱、大多数无机盐水溶液、卤代烷、烃类、酯类、酮类等腐蚀,但易溶于、等极性溶剂。具有优良的耐磨性、自润滑性,机械强度较高。但吸水性较大,因而尺寸稳定性较差。
 PA66 应用
PA66 应用
PA66注塑模工艺条件
干燥处理:如果加工前材料是密封的,那么就没有必要干燥。然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理。如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥。
熔化温度:260~290℃。对玻璃添加剂的产品为275~280℃。熔化温度应避免高于300℃。
模具温度:建议80℃。模具温度将影响结晶度,而结晶度将影响产品的物理特性。对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。
注塑压力:通常在750~1250bar,取决于材料和产品设计。
注塑速度:高速(对于增强型材料应稍低一些)。
流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的小直径应当是0.75mm。
公司承诺:随货可提供所经营塑胶原料之有关资料,如:SGS(RoHS)欧盟环保认证报告,FDA食品级认证报告, MSDS物质资料表, 原厂物料性能表。
相关产品推荐
-
 PA6 日本三菱工程 1010C 粉 高温挤出级 具自熄性 耐韧
PA6 日本三菱工程 1010C 粉 高温挤出级 具自熄性 耐韧
-
 PA6 美国杜邦 73G15 增强级 玻璃纤维增强15%
PA6 美国杜邦 73G15 增强级 玻璃纤维增强15%
-
 POM F20-03 韩国工程塑料 注塑级热稳定性 耐高温 耐磨 塑胶原料
POM F20-03 韩国工程塑料 注塑级热稳定性 耐高温 耐磨 塑胶原料
-
 TPU超导 导电级 注塑挤出级 硬度75-80度 导电塑胶原 TPU超导黑色
TPU超导 导电级 注塑挤出级 硬度75-80度 导电塑胶原 TPU超导黑色
-
 TPU宁波金穗 手机套 高透明 耐磨 成型
TPU宁波金穗 手机套 高透明 耐磨 成型
-
 TPU 66D 高透明原料 注塑高耐磨 耐寒性
TPU 66D 高透明原料 注塑高耐磨 耐寒性
-
 TPU热性弹体 高透明度 坚韧 耐油 耐磨 耐老化 耐气候
TPU热性弹体 高透明度 坚韧 耐油 耐磨 耐老化 耐气候
-
POM 90-44 日本宝理 韧性好 良好的滑动性 耐磨性非常优异 电性能优良
-
 PA66/70G33L NC01 美国杜邦 PA66玻纤增强33% 耐磨 加纤防火抗紫外线耐候
PA66/70G33L NC01 美国杜邦 PA66玻纤增强33% 耐磨 加纤防火抗紫外线耐候
-
 PA66日本旭化成14G33 加纤增强33%高强度耐疲劳热稳定尼龙塑胶原料
PA66日本旭化成14G33 加纤增强33%高强度耐疲劳热稳定尼龙塑胶原料