



厂商 :杭州萧山靖江孙国军型材拉弯加工厂
浙江 杭州市- 主营产品:
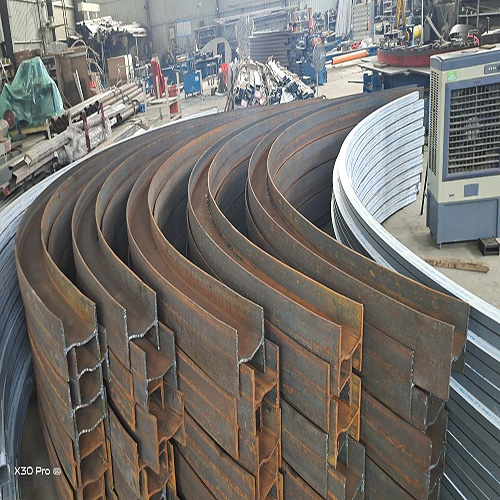
- 型材拉弯
- 弯圆加工
杭州拉弯哪家好 杭州拉弯厂家供应
滚弯 是将板材或型材,通过旋转的滚轴使之弯曲的一种工艺方法。凡属圆筒形的结构或圆弧形的构件,一般都采用滚弯的加工方法来成形加工。滚弯分为二维滚弯和三维滚弯。
特点
具有不同工艺方法相结合的综合成形特点
弯曲精度高,回弹小
因此型材拉弯在飞机、汽车型材弯曲件的生产中得到了非常广泛的应用。 在飞机生产中,飞机框肋上的缘条、机身前后段、发动机短仓的长桁等尺寸大的型材弯曲件是组成飞机骨架的关键零件,并直接影响到飞机的气动力外形,形状精度要求很高。在汽车生产中,拉弯主要用于加工车身结构和保险杠的中空铝型材弯曲件,在保持与钢铁制件同样的抗冲击强度条件下,能减轻车体重量,降低使用成本。拉弯工艺可实现铝型材的高精度弯曲,但由于拉弯成形中可能会出现壁厚减薄破裂、起皱、截面畸变等成形缺陷,而这些成形缺陷与型材的材料性能、截面形状及工艺参数这些因素密切相关,非常复杂。
杭州拉弯哪家好 杭州拉弯厂家供应
生产过程的控制
编辑混料是将各种原料按配比准确地计量后,再按先后顺序加入热混料机中进行混合。待达到规定的温度和时间后,转入冷混机冷却混合,到出料温度时排料。目的是制备松散、均匀的干混料,使各种助剂均匀分散,部分物料凝胶化(即预塑化)。此过程中,一方面要对混配料所用的计量器具(如计量称、测温仪表、热电耦等)进行周期性鉴定计量,以保证原料助剂准确按既定配比混合:另一方面要对混料的温度、混合时间做好记录监控,随时观察、留意混料温度与混合时间的波动。经常检查测温热电耦、温控仪表是否到位、失灵,以防混合温度失控。曾出现过这种情况:由于混料机的测温热电耦受长期震动发生脱落,造成混料的实际温度过高,使混出的物料发生色变。若能认真执行质量管理体系,这类问题就很容易避免。之后,混好的干物料须在室温下保存8~12小时进行熟化,静电,提高干混料的流动性,提高挤出制品的光洁度,使型材质量更稳定。此外,混出的干物料还应进行性能的检验,如热稳定性试验、挥发份含量检测等。以发现隐藏的问题,保证型材产品质量。

杭州拉弯哪家好 杭州拉弯厂家供应
在挤出生产过程中,型材质量主要取决于物料的塑化度。物料的塑化能量仰赖于外部的加热和螺杆的剪切作用。如挤出温度(特别是加料段和塑化区)过高,或螺杆转速太快,物料易产生过塑化而造成局部分解和熔体破裂,过多的气体因不能及时排出,在型材内部积存,造成型材内出现气泡。同样,牵引速度与螺杆转速配比不当,冷却水控制不当,挤出机本身性能等因素也都会影响物料的塑化质量。这里,着重强调挤出机方面的影响,一些企业设备运行了七、八年,螺杆已严重磨损,却从未对螺杆之间、螺杆与机筒之间的装配精度进行过调节,仍沿用原配方进行生产,这无疑会对物料的塑化效果产生影响,型材质量逐年下降。因此说,在设备管理方面,应对关键部位定期进行维护,对螺杆之间以及螺杆与机筒之间的间隙,要根据螺杆磨损情况及时予以调整,以保证螺杆足够的剪切力,保证摩擦生热,保证物料的塑化效果。
实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。










