



厂商 :佛山市烨嘉皓钢业有限公司销售部
广东 佛山市- 主营产品:
- 不锈钢圆管
- 不锈钢方管
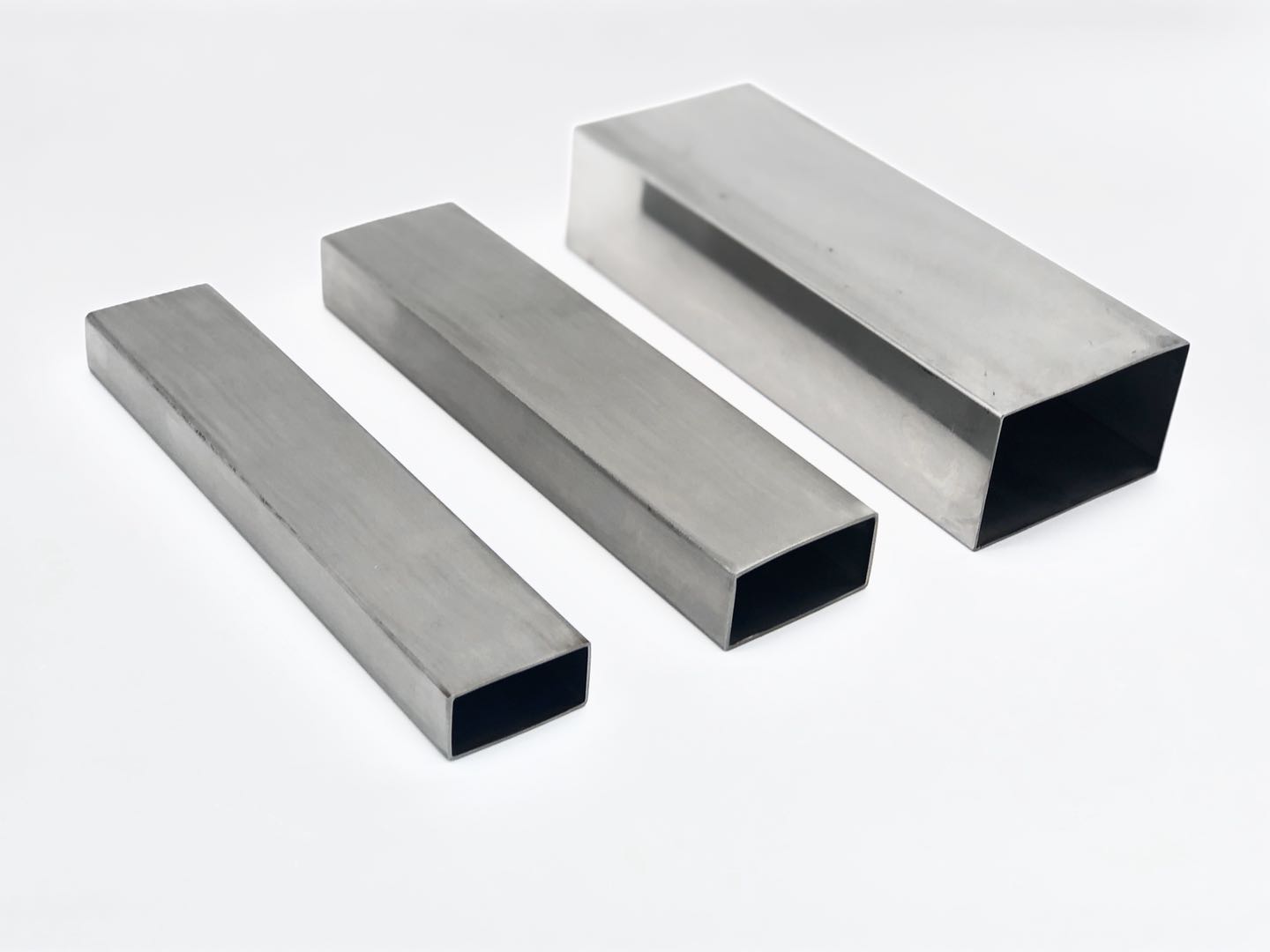
- 不锈钢矩形管
优质用料:采用优质钢带为原料,纯度高,镍、铬、铜主要元素达标稳定。
表面处理:表面光洁无黑点,无脱皮,无裂痕,无拉伤,无沙眼,焊缝平整,使用氮气保护。
加工性能:延伸性好,焊接牢固,在加工标准范围内可以扩口、缩口、拉弯、打锥不开裂。
产品精度高:外径可控制在±10个c,壁厚控制在±1-2个c,特别定做时精度更高,特别适用于需要攻牙、管内套件,抽心弯等要求的加工。
① 不锈钢卷板原料;
描述: 考虑到影响不锈钢管焊接管质量的因素,首先得把控原材料,那么影响原材料质量的要素有几个呢?主要有钢带力学性能不稳定、钢带的外表缺点及几何尺度误差大等三个方面 ,因而 ,应从这三个方面进行重点操控。
1、钢带的力学性能对钢管质量的影响焊接钢管常用的钢种为碳素结构钢 ,首要的牌号有 Q195、Q215、Q235 SPCC SS400 SPHC等多种 。钢带屈服点和抗拉强度过高 ,将形成钢带的成型艰难 ,特别是管壁较厚时 ,资料的回弹力大 ,钢管在焊接时存在较大的变形应力 ,焊缝简单发生裂缝。当钢带的抗拉强度超越 635 MPa、伸长率低于 10 %时 ,钢带在焊接过程中焊缝易发生崩裂。当抗拉强度低于 30 0MPa时 ,钢带在成型过程中因为原料偏软 ,外表简单起皱纹。可见 ,资料的力学性能对钢管的质量影响很大 ,应从资料强度方面对钢管质量进行有效地操控。
2、钢带外表缺点对钢管质量的影响钢带外表缺点多见的有镰刀弯、波浪形、纵剪啃边等几种 ,镰刀弯和波浪形通常呈现在冷轧钢带轧制过程中 ,是由压下量操控不妥形成的。在钢管成型过程中 ,镰刀弯和波浪形会引起带钢的跑偏或翻转 ,简单使钢管焊缝发生搭焊 ,影响钢管的质量。钢带的啃边 (即钢带边缘呈现锯齿状高低不平的景象 ) ,通常呈现在纵剪带上 ,发生原因是纵剪机圆盘刀刃磨钝或不尖利形成的。因为钢带的啃边 ,不时呈现局部缺肉 ,使钢带在焊接时易发生裂纹、裂缝而影响焊缝质量的稳定性。
3、钢带几何尺度对钢管质量的影响当钢带的宽度小于答应误差时 ,焊接钢管时的挤压力减小 ,使得钢管焊缝处焊接不牢固 ,呈现裂缝或是开口管 ;当钢带的宽度大于答应误差时 ,焊接钢管时的挤压力添加 ,在钢管焊缝处呈现尖嘴、搭焊或毛刺等焊接缺点。所以 ,钢带宽度的动摇 ,不光影响了钢管外径的精度 ,并且严重影响了钢管的外表质量。对请求同一断面壁厚差不超越规定值的钢管 ,即请求壁厚均匀程度高的钢管 ,钢带厚度的动摇 ,会将同一卷钢带厚度差超出的答应值转移到制品钢管的壁厚差 ,使大批钢管厚度超出答应误差而判废。厚度的动摇不只影响制品钢管的厚度精度 ,一起 ,因为钢带的厚薄纷歧 ,使钢管在焊接时 ,挤压力和焊接温度不稳定 ,形成了不锈钢焊接管焊缝质量不稳定。此外 ,因为钢材内部存在着夹层、杂质、沙眼等资料缺点 ,也是影响钢管质量的一个重要要素。因而 ,在钢带焊接前 ,要查看每卷钢带的外表质量和几何尺度 ,对钢带质量不符合规范请求的 ,不要进行出产 ,避免形成不必要的损失。

1.咬边
∨
焊缝两侧与基本金属交界处形成蹬槽。咬边将减少基本金属的有效截面积;在咬边地区极可能引起应力集中。特别是低合金高强度不锈钢焊管的焊接,咬边的边缘组织基本上已经被淬硬,特会引起裂纹。
产生不锈钢焊管咬边的原因很多,大多数产生的主要原因就是工厂电焊工人操作时的工艺不当,不是按照焊接规范来操作的,如焊接电流过大,电弧过长,焊条角度不当等。
2.满溢(覆盖)
∨
满溢即熔焊金属流敷在未熔化的基本金属上,覆盖在焊道两旁。满滥处应力集中,易引起不锈钢不锈钢焊管表面裂纹的产生。
造成满溢的原因,主要是坡日边缘污物未清理干净;电流过大,焊条金属熔化,而母材没有得到充分熔化。这种缺陷在气焊时更易产生。
3.焊瘤
∨
立焊和仰焊时。常出现这种缺陷。焊瘤会破坏焊缝外表的美观,造成应力集中。对不锈钢焊管接头来说,焊瘸会减少不锈钢焊管内径尺寸,造成堵塞现象。
产生焊瘸的原因,主要是不锈钢焊管装配间隙太大,电流过大,以及焊接速度太慢。
4.内凹(塌腰)
∨
内凹和焊瘤一样,常在立焊和仰焊时产生,特别是管子的焊接,易出现这类缺陷。内凹削弱了焊缝的有效截面,造成应力集中。
产生的原因,对于管子的吊焊,气焊时由于焊丝顶托熔池的力不够,造成熔化金属向下坠;电焊时由于焊条伸进坡口不够而造成。
5.过烧
∨
过烧是指焊缝金属在焊接时受热时间过长,造成晶粒粗大,晶粒边界被激烈氧化,焊缝“发渣”。这种缺陷特别在气焊时容易产生。
产生过烧的原因是焊接速度太慢,焊炬在某处的停留时间太长,气焊时不恰当的选用氧化焰等。
已产生过烧的不锈钢焊管,无法纠正,应铲除重焊。
-
 201 304 316不锈钢管 不锈钢异型管定标不定尺 规格齐全
201 304 316不锈钢管 不锈钢异型管定标不定尺 规格齐全
-
 佛山烨嘉皓304不锈钢异型管 定制批发 厂家供应
佛山烨嘉皓304不锈钢异型管 定制批发 厂家供应
-
 佛山烨嘉皓201 304 316 不锈钢大口径厚管 规格齐全 批发 佛山烨嘉皓201 304316
佛山烨嘉皓201 304 316 不锈钢大口径厚管 规格齐全 批发 佛山烨嘉皓201 304316
-
国标 非标 工业管 厂家直销 304不锈钢焊管 大口径管批发
-
 304不锈钢矩管定制 佛山烨嘉皓不锈钢制品管 工业焊管 现货供应
304不锈钢矩管定制 佛山烨嘉皓不锈钢制品管 工业焊管 现货供应
-
 佛山不锈钢厂家现货供应 304不锈钢矩形管规格齐全 价格优惠
佛山不锈钢厂家现货供应 304不锈钢矩形管规格齐全 价格优惠
-
 佛山不锈钢厂家 304不锈钢管十大品牌厂家直销
佛山不锈钢厂家 304不锈钢管十大品牌厂家直销
-
 304不锈钢圆管现货供应 304不锈钢管厂家批发
304不锈钢圆管现货供应 304不锈钢管厂家批发
-
 201不锈钢薄管圆管 现货供应厂家直销
201不锈钢薄管圆管 现货供应厂家直销
-
 304不锈钢大口径工业焊管 316不锈钢工业管厂家现货批发
304不锈钢大口径工业焊管 316不锈钢工业管厂家现货批发