



厂商 :东莞迅发模具特钢有限公司销售部
广东 东莞市- 主营产品:
- 模具钢材
- 粉末高速钢
- 钨钢
1.关于标价
由于原材料【板料/圆棒】规格众多,价格为大概每公斤的单价,图片为参考,具体价格以客户购买的尺寸来报价,可按公斤,可按吨,可按件,可按条,可按片,可按批量等购买......,详情请咨询业务员!
2.关于材料
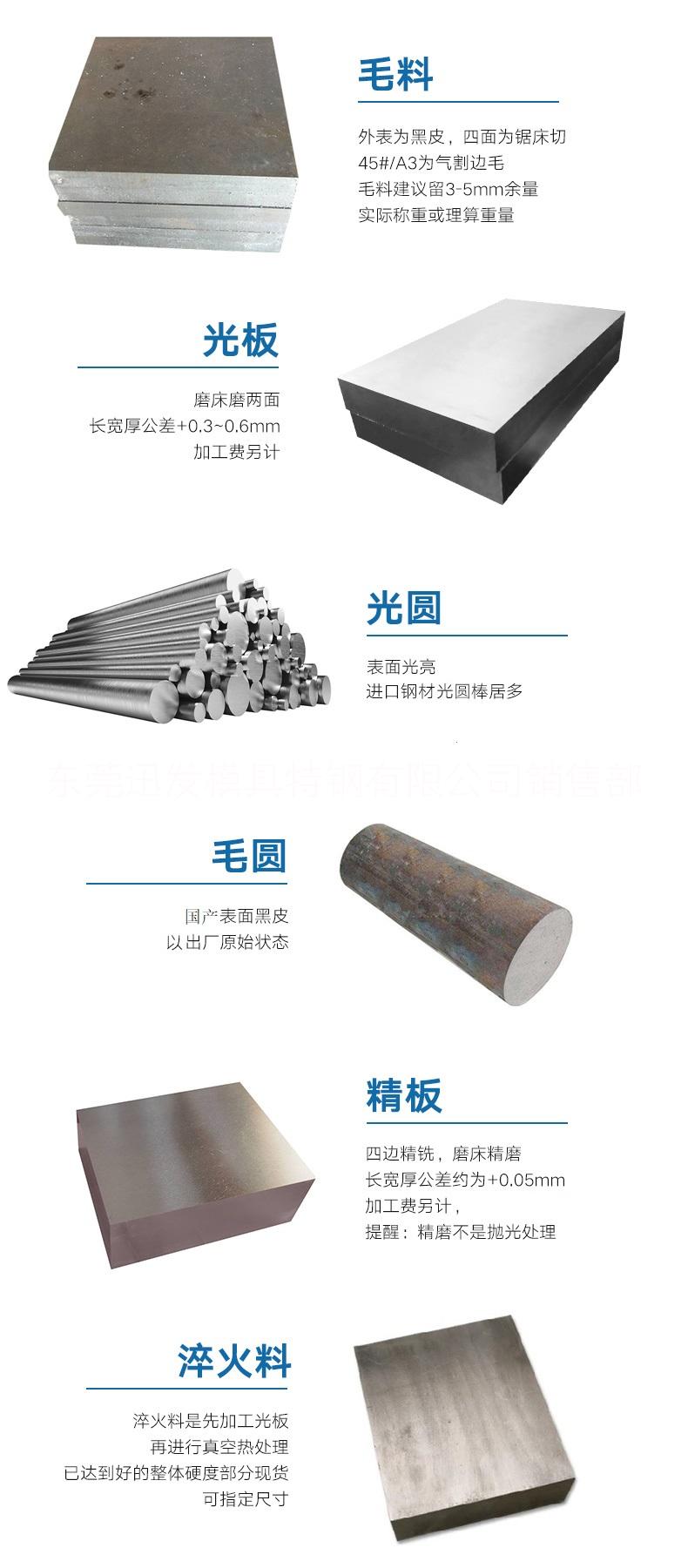
本公司部分材料可零切,可加工毛料,粗料,精料,光板,真空热处理,超深冷处理,氮化处理,开票,提供材质证明书,珠三角区域可送货上门!外省区域可根据材料数量决定快递或物流等服务!
3.关于尺寸
全店材料尺寸锯切都可以按照客户要求的公差加工,光板可加工到宽2.2米*长6米,精板公差要求可严格到±0.02mm,珠三角地区量大可月结,外省区域可随时来我公司看厂考察。
口罩机滚轴,主轴,刀齿模专用模具钢光圆棒:
型号:DC53,SKD11,D2,CR12MOV,
φ60,φ65,φ80,φ85,φ90,φ95,φ100........
TC4钛合金棒φ20,φ22,φ24,φ25,φ26,φ28..........
超声波模具钢封边焊接模头材料专用模具钢:
15K是M16*1牙,20K是M12,3/8-24牙,两种
材质有:SKD11,D2,DC53,高速钢,TC4钛合金,7075铝合金
尺寸现货有:
270*25,270*20,200*25,200*20,160*25,160*55,110*20,110*25,120*25......
熔喷布喷丝模具专用模具钢材不锈钢板料精板加工:
S136H,4CR13H,420H,P20H,718H,P20,718,1.2738,1.2316H,1.2083H,S136SUPEER,
SUS630,SUS431,SUS430,17-4HP,SUS440C,14CR17NI2,.......
口罩模具相关材料:
APH25、1.2344、1.2343、DIAVER、3Cr2W8V、D2、Cr12、7CrSiMnMoV、CrWMn、Cr12MoV、SKD11、MC5、MC3A、9Cr3Mo、P20、718HH、NAK80、10Ni3MnCuAl、NAK55、5CrNiMo、4cr13H、5CrMnMo、4Cr13Mo、4Cr16Mo、S136、420ESR、55NCDV7,SKD11,D2/T30402, 160CrMoV12, 1.2379 ,X155CrMoV12-1、X160CrMoV12 ,BD2 DC11, CDS11 , K110 , XW41,
日本日立SKH-51特种优质高速钢
锻造:1100~900℃
退火:加热至800-850℃,在此温度中停留二~四小时,在炉中任其渐冷。
淬火:先预加热至550-600℃,次加热至950℃,再加热至a:1,220~1250℃;b:1,200℃~1230℃。在油中淬硬,但油温必须先保湿40-60℃(a.一般工具;b.形式复杂式需要韧性之工具)
回火:加热至550-570℃,在此温度中停留,然后在静止空气中冷却,回火必须重复二次
硬度:HRC63℃
SKH-51是国际通用的钨钼系韧性高速钢,该钢的碳化物颗粒细小均匀,具有韧性高,切削性能优良,热塑性好等特点具有良好的耐磨性能,尤其是可抵抗600℃高温不易软化,红硬性良好,热处理淬火后硬度可达到64HRC,耐磨性比高铬高碳钢高2倍,纫性强1.5倍,缺点是热处理工艺难度较大,使用成本高昂。高红热硬度、高耐磨耗性与切削能力、高冲击韧性、晶粒细致均匀,韧性高。
SKH-51宜于制造强力切割用耐磨,耐冲击各种工具,高级冲模,螺丝模,较需韧性及形状繁杂工具,铣刀,钻头等。
用 途
最佳SKH-51刀具业、刮刀、滚齿刀、铣刀、钻头等
锻造业:锻造模具
螺丝业:六角等打头成型模、牙攻、
冲压模具:冲头、刀口,冲子料。
●通用高速钢 ●抗压强度良好 ●耐磨性佳 ●韧性好 ●用于制造各种切削工具 ●连续冲模模具 ●电子零件端子产品 ●如车刀、钻头、滚刀、机用锯条及要求高的模具等。
简介:
|
元素 |
% |
钢材特性 |
用途说明 |
|
C Cr V Mo W |
0.85 4.00 1.80 5.00 6.30 |
●通用高速钢 ●抗压强度良好 ●耐磨性佳 ●韧性好 |
●用于制造各种切削工具 ●连续冲模模具 ●电子零件端子产品 ●如车刀、钻头、滚刀、机用锯条及要求高的模具等。 |
SKH-51锻制工艺及特性:
锻造:1.100~900℃
退火:
加热至800-850℃,在此温度中停留二~四小时,在炉中任其渐冷。
淬火:
先预加热至550-600℃,次加热至950℃,再加热至a:1,220~1250℃b:1,200℃~1230℃。在油中淬硬,但油温必须先保湿40-60℃(a.一般工具;b.形式复杂式需要韧性之工具)
回火:
加热至550-570℃,在此温度中停留,然后在静止空气中冷却,回火必须重复二次
氮化:比回火温度低40℃进行,具体宜模具设计确认。
消除应力:经超深冷处理后,再进行一次高温回火580℃,要3小时。
















-
 模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
-
 压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
-
 热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
-
 不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
-
 铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
-
 五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
-
 冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
-
 钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】
钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】