



厂商 :东莞迅发模具特钢有限公司销售部
广东 东莞市- 主营产品:
- 模具钢材
- 粉末高速钢
- 钨钢
1.关于标价
由于原材料【板料/圆棒】规格众多,价格为大概每公斤的单价,具体价格以客户购买的尺寸来报价,可按公斤,可按吨,可按件,可按条,可按片,可按批量等购买......,详情请咨询业务员!
2.关于材料
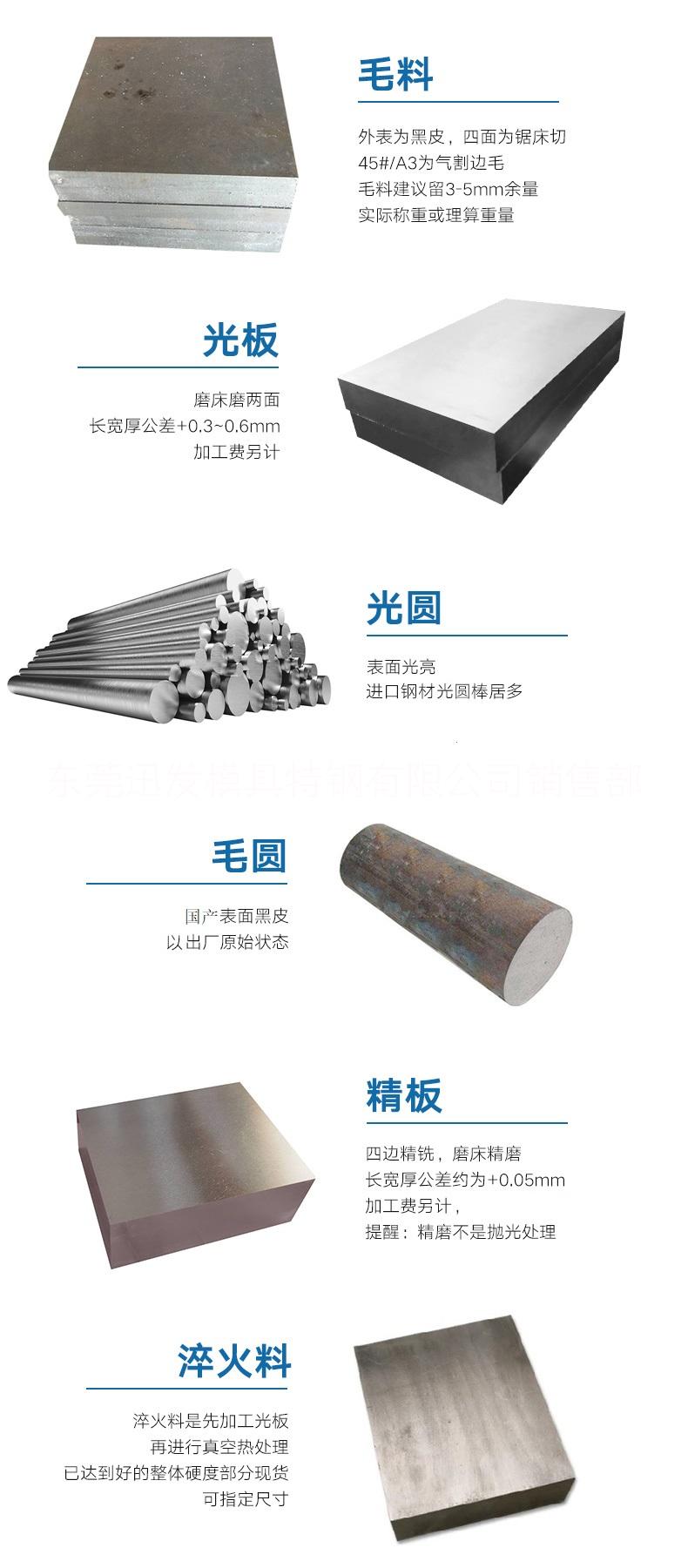
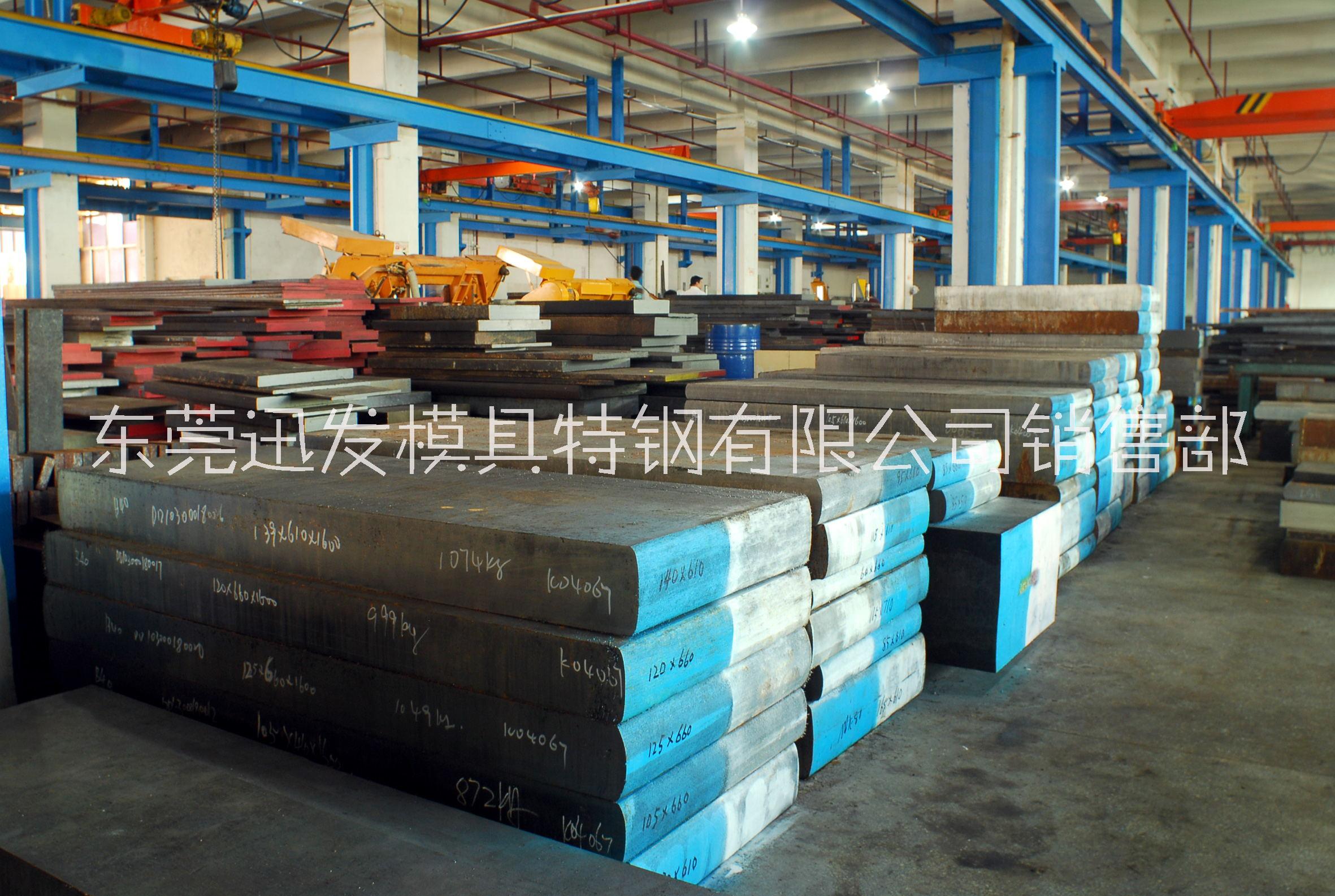
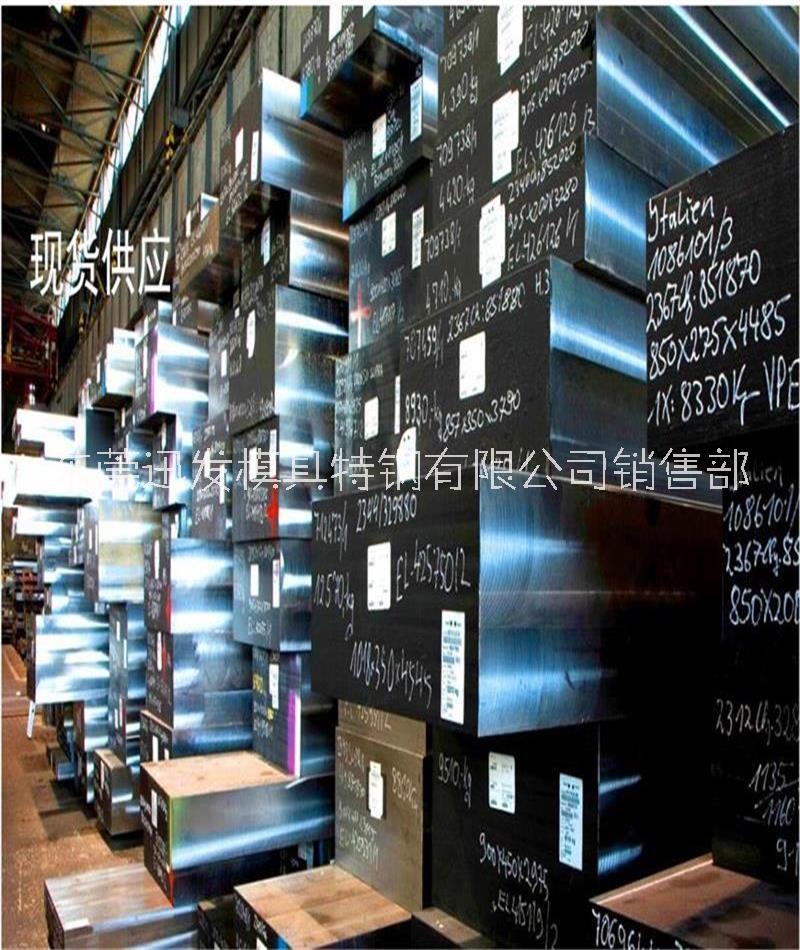
本公司部分材料可零切,可加工毛料,粗料,精料,光板,真空热处理,超深冷处理,氮化处理,开票,提供材质证明书,珠三角区域可送货上门!外省区域可根据材料数量决定快递或物流等服务!
3.关于尺寸
全店材料尺寸锯切都可以按照客户要求的公差加工,光板可加工到宽2.2米*长6米,精板公差要求可严格到±0.02mm,珠三角地区量大可月结,外省区域可随时来我公司看厂考察。
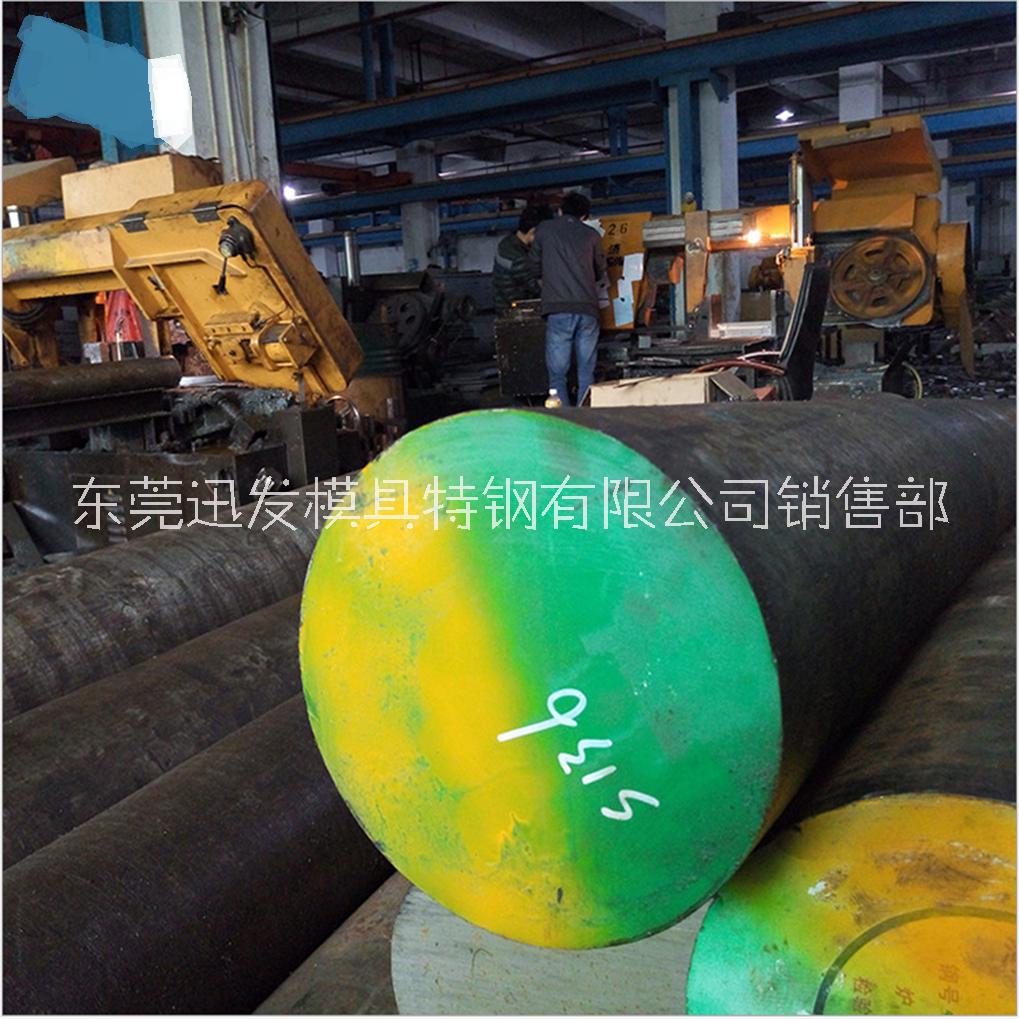
口罩机滚轴,主轴,刀齿模专用模具钢光圆棒:
型号:DC53,SKD11,D2,CR12MOV,
φ60,φ65,φ80,φ85,φ90,φ95,φ100........
TC4钛合金棒φ20,φ22,φ24,φ25,φ26,φ28..........
超声波模具钢封边焊接模头材料专用模具钢:
15K是M16*1牙,20K是M12,3/8-24牙,两种
材质有:SKD11,D2,DC53,高速钢,TC4钛合金,7075铝合金
尺寸现货有:
270*25,270*20,200*25,200*20,160*25,160*55,110*20,110*25,120*25......
熔喷布喷丝模具专用模具钢材不锈钢板料精板加工:
S136H,4CR13H,420H,P20H,718H,P20,718,1.2738,1.2316H,1.2083H,S136SUPEER,
SUS630,SUS431,SUS430,17-4HP,SUS440C,14CR17NI2,.......
口罩模具相关材料:
APH25、1.2344、1.2343、DIAVER、3Cr2W8V、D2、Cr12、7CrSiMnMoV、CrWMn、Cr12MoV、SKD11、MC5、MC3A、9Cr3Mo、P20、718HH、NAK80、10Ni3MnCuAl、NAK55、5CrNiMo、4cr13H、5CrMnMo、4Cr13Mo、4Cr16Mo、S136、420ESR、55NCDV7,SKD11,D2/T30402, 160CrMoV12, 1.2379 ,X155CrMoV12-1、X160CrMoV12 ,BD2 DC11, CDS11 , K110 , XW41,
VIKING模具钢介绍
VIKING(ASSAB TOOLING瑞典一胜百高耐磨性高韧性冷作模具钢)是一种油冷、气冷硬化模具钢,它具有优良的热处理尺寸稳定性、良好的机加工和磨耐加工性能以及极佳的韧性和耐磨性等优特性。
一般用于高载荷冲切和成型加工的耐冲击钢种都不能提供最佳的综合性能,S1的淬透性和耐磨性不好,1.2767模具钢耐磨性差,H13耐磨性和抗压强度不足,S7长寿命生产运转中耐磨性不足等等,而瑞典一胜百模具钢进口的VIKING冷作模具钢是一种适用于高载荷冲切和成型加工的新型钢料,它是同时具有高耐磨性和高韧性的多用途高合金模具钢,被加工材料厚度可达25mm。
VIKING模具钢化学成分
AISI
DIN
主要化学成分(%)
C
Si
Mn
Cr
Mo
V
VIKING
---
---
0.5
1
0.5
8
1.5
0.5
VIKING模具钢特性
1、良好的热处理尺寸稳定性;
2、良好的机加工和磨耐加工性能;
3、综合了极佳的韧性和耐磨性;
4、常用硬度范围为52-54HRC。
VIKING模具钢用途
VIKING是一种适用于高载荷冲切和成型加工,具有高耐磨性和高韧性的多用途高合金模具钢。
被加工材料厚度可达25mm之冲切和冲孔模;
其它用途:精冲模;切边模;深拉模;冷锻模;摆碾模;轧辊;形状复杂的冷挤模;制管拉伸模等。
VIKING模具钢处理加工
软性退火:在保护气氛中加热至880℃,再以每小时约10℃的冷却速度炉冷到650℃,然后空冷。
应力消除:粗加工后,模具加热至650℃,保温2小时,缓冷至500℃,然后空冷。
热锻:锻造温度1090℃~900℃。模具缓慢加热并均匀至约700℃,然后快速加热至热锻温度。锻打后,模具应置于炉中、木炭中、沙子中或蛭石中缓慢冷却。
淬火:A.热温度 :600-700℃;B.奥氏体化温度:980-1050℃,通常采用1010℃;C.保温时间=模具达到淬火温度透热后,所在需要的保持时间;D.防脱碳的保护措施。
回火:缓慢均匀加热至回火温度,回火二次,最低回火温度180℃,保温至少2小时。
火焰硬化和感应硬化:VIKING可用火焰硬化和高频感应硬化。为使火焰或感应硬化后获得均匀的硬度,模具应首先预硬至35±2HRC,火焰硬化或感应硬化后应至少在180℃回火。
氮化:氮化处理使得模具具有一层坚硬的表面氮化层以提高其耐磨损和耐腐蚀性能。在525℃氨气氮化后,模具表面硬度可高达约1000HV。570℃软氮化二小时,模具可得到一层很薄的表面硬化层,硬度为900~1000HV。
瑞典
进口
















-
 模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
-
 压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
-
 热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
-
 不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
-
 铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
-
 五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
-
 冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
-
 钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】
钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】