



厂商 :上海蓝焱锅炉有限公司
上海市 上海市- 主营产品:
- 锅炉
- 锅炉配套附件
- 压力容器
蒸汽锅炉 常压燃气锅炉 1吨13公斤全自动卧式燃油气 辅助循环锅



卧式蒸汽锅炉特性描述
一、卧式燃油(气)蒸汽锅炉本体结构概述
三回程结构
W N S××-××-Q(Y)系列全自动燃油燃气蒸汽锅炉,均采用为锅壳式三回程、全湿背结构。燃料在炉胆内微正压燃烧,高温烟气沿炉胆向后经回燃室进入 烟道管束,经压迫式前烟箱转折180°进入第二管束,经过对流换热后排入大气。
我们利用中心对称的三回程结构的设计思想,设计容量较大的三回程蒸汽锅炉。这种锅炉 大的特点:所有的受压元件与锅筒中心对称,锅炉采用全湿背式结构,以极大的内筒和偏心火箱的结构,其有利于提供足够的辐射受热面。而对流受热面有第二回程和三回程的管束构成。回燃室前管板采用与炉胆连接,回燃室后管板采用椭球形封头和管板。第二回程和第三回程转烟室构成了前烟箱,此出烟烟温已低于500℃。因此,前烟箱的结构采用轻形结构的耐火保温材料。后烟箱烟气出口布置在沿筒体纵轴的方向,不仅可以缩短炉体长度;又可以避免烟囱放在垂直于筒体纵轴线的方向上,在锅炉启动停止时冷凝水腐蚀锅炉本体。这种锅炉的设计主要考虑了锅炉检修和稳定的原则。锅炉回水进口内设置的混水装置,回水先冲刷烟管管束,再接触炉胆,提高了回水接触炉胆的水温。避免了局部产生过冷沸腾的现象。炉水在燃烧烟气高温部分的下层,低温在上部流动.就热对流而言,已达到 佳的结构设计。蒸汽锅炉也达到 大的汽化空间,加之后部加上隔板导致循环水流经回燃室的高温表面,使之合理均匀传热.确保回燃室的管板安全运行。
波形炉胆(根据用户的选择)
本系列锅炉采用波形炉胆,既强化了烟气的扰动,又增大了辐射传热面积;既增加了炉胆的刚度,又有效的减弱了炉胆的膨胀应力;既增强传热效果,又促进为燃料在炉膛内的燃烧。
烟管与管板的焊接工艺
采用先预胀再全焊,然后再胀接的先进工艺,既防止了管间隙腐蚀,又增强了焊接强度。
对称活动铰接前、后烟门
开启方便,便于检修,清理。
本系列锅炉结构紧凑,安装运输方便。出厂前经过热态调试,不管在开机率还是在运行中都能稳定运行。本系列锅炉配有进口补水泵和燃烧器,全自动程序控制,自动化程度高。可使锅炉达到 佳的燃烧效果。
二、保护系统
●水位保护
蒸汽锅炉配有二台水泵,运行和备用。
锅炉配套一至二只板式水位计,应经常相互比较,发现指示不一致的,须立即校正。水位计应每班进行冲洗,以确定其真实水位。同时还配有电极点水位平衡筒,可以准确的采集水位信号以发出报警或进行给水泵控制。
●压力保护
a.蒸汽压力保护
锅炉压力超过额定值时,需进行连锁保护:方法是停炉,燃烧系统停止工作;也可改变火嘴,单段或双段燃烧,亦可调节油量,从而降压,确保锅炉安全运行。
燃油(气)蒸汽锅炉压力保护与水位一样,采用多重保护:
① 压力控制器
一般用二个压力控制器,将压力信号转化为电气信号的机电转换装置,它的功能将压力高、低不同的信号输给电气开关,对外线路进行自动控制或连锁保护。
常用压力控制器及电接点压力表,能使蒸汽压力超压报警,达到承受压力时切断燃烧器;压力控制器根据实际运行压力调节单火或双火燃烧;对于大型燃烧器,可根据压力大小调节燃油量的大小,始终保持压力稳定运行。
② 安全阀
安全阀是锅炉保护中的 后一道防线,在锅炉压力超过承受压力时,根据安全阀设计所配的整定压力,排汽泄压,确保锅炉正常运行。
●温度保护
温度保护是锅炉安全运行过程中的重要程序,对于蒸汽锅炉温度的调节及保护尤为重要;同时在热水锅炉超温时达到调节保护作用。锅炉常用的温度保护装置为双金属温度控制器
●熄火保护
防止炉膛爆炸事件的发生,燃油(气)锅炉必须设置熄火保护装置,功能是监测炉膛内燃烧情况(包括点火,当点火失败或燃烧中途熄灭时,一般在5秒内重新点火,1秒钟内运行,关闭进油(气)电磁阀,并接通和发出声光报警信号,这时鼓风机继续运转,吹扫炉膛内残余的可燃气体,经过20~30秒钟的吹扫后,自动切断鼓风机及各种辅机电源,锅炉停止运行。)由火焰监测器和控制装置组成。火焰监测器的作用是将控制装置发出火焰存在或中断的信号。
主要使用的是光电倍增管、光敏电阻和光电池,它们都有紫外型或红外型,一种光电转换元件,工作原理将光照辐射的强弱转变成相应的强弱电流。并呈线性状态输出,有时感应电流弱,要通过放大,才能对控制器产生作用。
●停电自锁保护
在突发电源中断情况下,锅炉运行立即停炉自锁,若电流恢复通电,随时启动,必须复位解开自锁,才能重新点火启动。
三、锅炉的自动控制系统
(一)给水自动控制
锅炉的水位正常运行是主要指标之一。给水自动系统的给水流量应适应锅炉的蒸发量,保持锅炉水位在允许范围达到平衡。根据锅炉容量的大小及用户要求。配置两位式给水自动系统或连续给水系统。
a.两位式给水系统
系统装置结构简单、运行可靠、维护方便.是小型燃油(气)锅炉常采用的自动给水方式:调节锅炉系统流量水位(H2O)。用开、停水泵改变给水量,使水位始终保持在额定范围内,两位式自动给水,锅炉水位变化成正弦曲线。通常开、停泵,水位线上下范围不超过 +30㎜,为了调节流量次数进水规律,避免因量大进水所至蒸汽锅炉压力较大波动。
b. 连续给水自动控制系统
锅炉蒸发量的提高,采用除氧器等设备后,确保蒸汽品质和除氧器的正常工作,要求连续给水自动控制系统采用电感式传感器。它由浮球式传感器、控制器、电动调节阀三部分组成的调节系统。工作原理是:浮球位移→电感信号→电量信号→控制器产生开、停、关三位开关信号,操作自动给水调节阀开启,以保持给满足水量负荷需求,使锅炉水位保持在10~15mm范围内,而水泵可连续不断工作。
(二)燃烧调节的自动控制
到二段燃烧。这样循环来完成燃烧调节负荷运行。
a、位式燃烧调节
调节方式是根据蒸汽压力实行分段调节,分为两段燃烧控制和三段燃烧控制。当锅炉点火运行初始或锅炉蒸汽压力达到运行压力值,立即停炉;恢复到下限工作值,先点燃一个喷嘴,一段燃烧,负荷设计为30%燃烧量。冷炉运行时,一段火燃烧,锅炉启动后则可切入到二段燃烧。当锅炉燃烧达到满负荷运行、而汽压不断上升,额定上限工作压力值为90~95%时,自动切换到一段燃烧。压力继续上升达到上限工作压力时自动停炉。燃烧负荷跟不上用汽负荷,压力下降,达到二段燃烧切换压力值时、切换锅炉运行达到上限工作压力值时停炉,经过一段时间压力下降,恢复压力值时。又自动进入一段燃烧,恢复自动性能调节。三段燃烧调节方式依次为:一段→二段→三段→停炉→压力下降→一段→二段→三段循环运行。
上述二段或三段燃烧运行原理的实现,主要靠压力控制器、风门调节器及燃油电磁阀等基本元件来完成。关键是风门调节器,作用是:
①自动分配分段燃烧的风量;
②开启分段燃烧打开电磁阀,供联锁保护,确保风门的开启度始终与燃油喷入量同步,而风门与喷油量配比,锅炉投入初始运行时,根据烟气成份进行调节,初定后,长期运行不作改变。二段燃烧适应在6t/h以下容量的锅炉,而10t/h以上锅炉通常采用三段燃烧。
四、主要加工设备清单
|
序号 |
设备名称 |
规格型号 |
数量(台、套) |
|
1 |
数控(等离子)切割机 |
GSII-4000 |
1 |
|
2 |
等离子切割机 |
LGK8-63 |
1 |
|
3 |
数控上辊卷板机 |
W11S-25X2500 |
3 |
|
4 |
液压摆式剪板机 |
QC12Y-6X2500 |
1 |
|
5 |
板料折弯机 |
WE67Y-63/2500 |
1 |
|
6 |
开式固定台压力机 |
J21S-80A |
3 |
|
7 |
数控铣边机 |
XBJ-9 |
1 |
|
8 |
螺纹烟管机 |
φ22~φ108 |
1 |
|
9 |
盘管机 |
φ133 |
1 |
|
10 |
平盘管机 |
φ108 |
1 |
|
11 |
摇臂钻床 |
ZQ3080X20 |
1 |
|
12 |
台式钻床 |
Z4112 |
2 |
|
13 |
埋弧自动焊机 |
CZ22-4X4 |
3 |
|
14 |
管板焊接机 |
PT80 |
1 |
|
15 |
电焊机 |
NBC-250 |
22 |
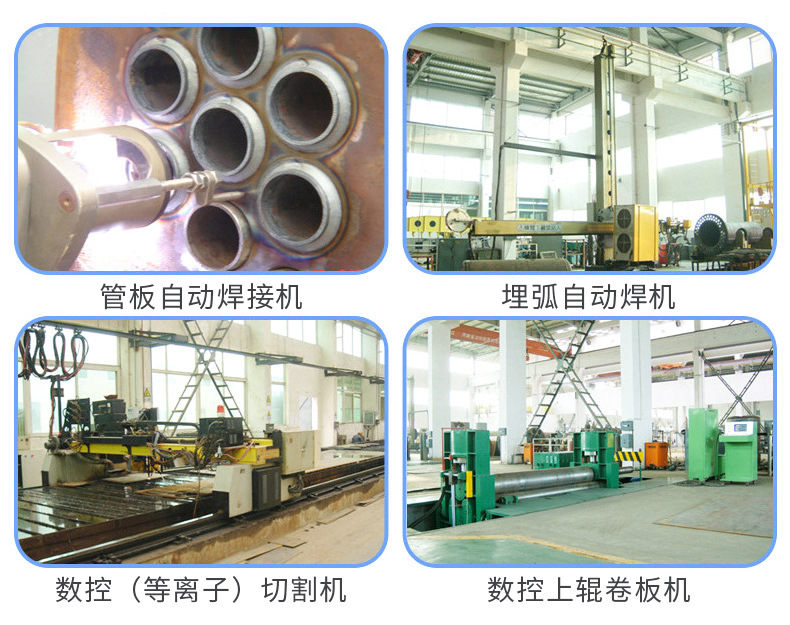
主要设备图片
(数控(等离子)切割机)

(数控上辊卷板机)

(埋弧自动焊机)

(焊缝质量)

(管板焊接机)

五、主要检测设备
1
定向X射线机
XXQ2005
1
2
周向X射线机
XXH2505
1
3
携带式变频充气X射线探伤机
XXH3005
1
4
超声波探伤机
DUJ2188C
1
5
压力表校验仪
271.01
1
6
高温管式电阻炉
SK2-2.5-13S
1
7
分光光度计
721
1
8
分光光度计
727B
1
9
分析天平
TG-308B
1
10
托盘天平
TP-12
1
11
碳硫联合测定仪
CS 71
1
12
高速红外碳硫分析仪
1
13
全自动除湿机
ODH-138
1
14
冷光源强光观片机
PS-Q1
1
15
液压试验机
WE-600KN
1
16
电动试压泵
4DS-140/6
3
17
检验平台
1500X2000
3
18
烟煤气分析仪
testo325
2
19
超声波测厚仪
TT100
1
20
数字式覆层测厚仪
TT220
1
21
耐压测试仪
CS2673
2
六、质量体系、方针、目标
质量体系:
公司根据ISO9001:2000标准的要求,建立了符合国际要求的质量管理模式,并根据标准的要求及公司的实际情况,编制了适宜的文件以使质量管理体系有效地运行。通过建立并实施ISO9000标准,使企业的产品质量、管理水平、市场竞争力都有了较大的提高。
质量方针:
铸造锅炉精品,创造方便快捷,实现品质服务零缺点。
其内涵:
a)铸造锅炉精品:产品制作精良,新技术含量高,安全可靠,热效率高,外观
精美,品质优良。
b)方便快捷:产品安装、使用方便,顺应市场快、产品开发快、技术创新快、
员工思考办事快。
c)品质服务零缺点:实现产品品质零缺点,珍惜每一次为顾客服务的机会,一
次做好,次次做好,追求尽善尽美,用户的不满意,就是我们的不对。
质量目标:
a)开箱合格率99%;
b)顾客满意率98%
承诺:珍惜每一次为顾客服务的机会,一次做好,次次做好,使用户满意,用
户的不满意,就是我们的不对。
七、设计制造的主要标准
|
序号 |
规程及专业标准 |
|
1 |
特种设备安全监察条例(国务院第373号令) |
|
2 |
锅炉压力容器制造监督管理办法(国家质监总局第22号令) |
|
3 |
《蒸汽锅炉安全技术监察规程》 |
|
4 |
《热水锅炉安全技术监察规程》 |
|
5 |
《小型和常压热水锅炉安全监察规定》(2000版) |
|
6 |
《小型锅炉和常压热水锅炉技术条件》JB/T7985-2002 |
|
7 |
《锅壳锅炉受压元件强度计算》GB/T16508-1996 |
|
8 |
《热水锅炉水动力计算方法》JB/T8659—1997 |
|
9 |
《锅壳锅炉本体制造技术条件》JB/T1619-2002 |
|
10 |
《锅炉受压元件制造技术条件》JB/T1618-1992 |
|
11 |
《热水锅炉参数系列》 |
|
12 |
《电加热锅炉技术条件》JB/T10393-2002 |
|
13 |
《锅炉受压元件焊接技术条件》JB/T1613-93 |
|
14 |
《锅炉受压元件焊接接头力学性能试验方式》GB13311-91 |
|
15 |
《锅炉锅筒技术条件》JB/T1609-93 |
|
16 |
《工业锅炉通用技术条件》JB/T10094-99 |
|
17 |
《工业锅炉热工性能试验规程》 GB/T10180-2003 |
|
18 |
《生活锅炉热效率及热工试验方法》GB/T10820-2002 |
|
19 |
《固定式锅炉建造规程》GB/T16057-1996 |
|
20 |
《锅炉用材料入厂验收规则》JB/T3375-2002 |
|
21 |
《碳素结构钢》 GB700-1988 |
|
22 |
《锅炉用钢板》GB713-1997 |
|
23 |
《低中压锅炉用无缝钢管》GB3087-1999 |
|
24 |
《高压锅炉用无缝钢管》GB5310—1995 |
|
25 |
《输送流体用无缝钢管》GB8163-1999 |
|
26 |
《碳钢焊条》GB/T5117-1995 |
|
27 |
《碳素钢埋弧焊用焊丝与焊剂》GB5293-1999 |
|
28 |
《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T8110-1995 |
|
29 |
《焊接材料质量管理规程》JB/T3223-1996 |
|
30 |
《工业锅炉水质》GB1576-2001 |
|
31 |
《锅炉房设计规范》GB50041-1992 |
|
32 |
《工业锅炉安装工程施工及验收规范》GB50273-1998 |
|
33 |
《工业金属管道工程施工及验收规范》GB50235-1997 |
|
34 |
《通用阀门标志》GB12220-1989 |
|
35 |
《电气装置安装工程接地装置施工及验收规范》GB50169-1992 |
|
36 |
《电气装置安装工程低压电器施工及验收规范》GB50254-1996 |
|
37 |
《工业安装工程质量检验评定统一标准》GB50252-1994 |
|
38 |
其他相关专业标准 |






联系人:孙经理
移动电话:138-1818-1037
电话:021-5699-9119
传真::021-5645-3387
地址:上海市宝山区工业区真陈路1085号
“一日做厂、终生做人”未来的我们仍将一如既往的执行“诚信经营”理念,树立“真诚服务”新风,将客户的需求和困难作为切身利益去考虑和解决。“以铜为鉴,可以正衣冠。以人为鉴,可以知得失。以史为鉴,可以知兴替”在企业发展的过程中我们深知诚信的力量可以成墙,真诚的力量可以动天地,做产品就是做人!“诚信经营、真诚服务”将永远是我们的服务宗旨。为此蓝焱人一直在静心前行!









