



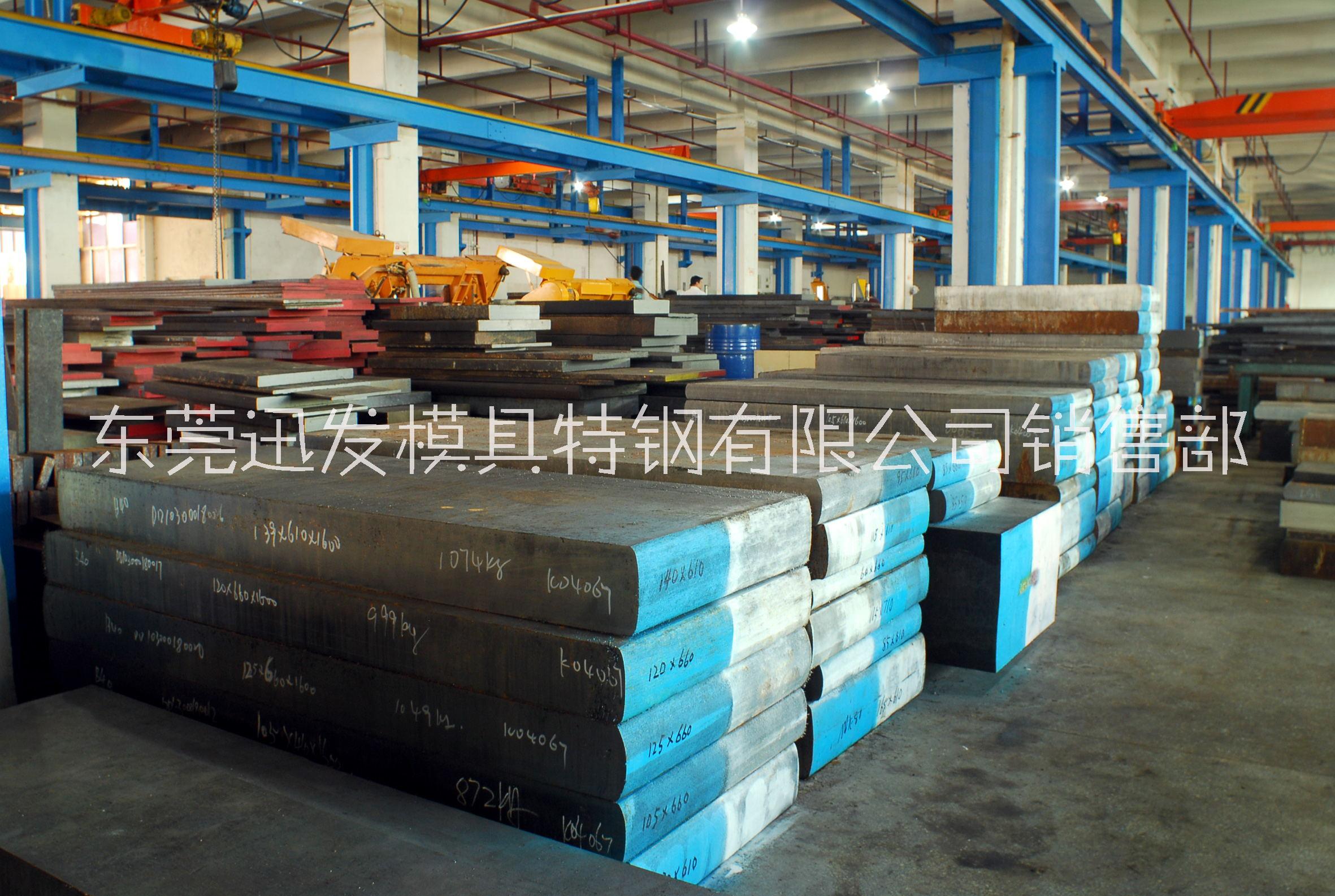
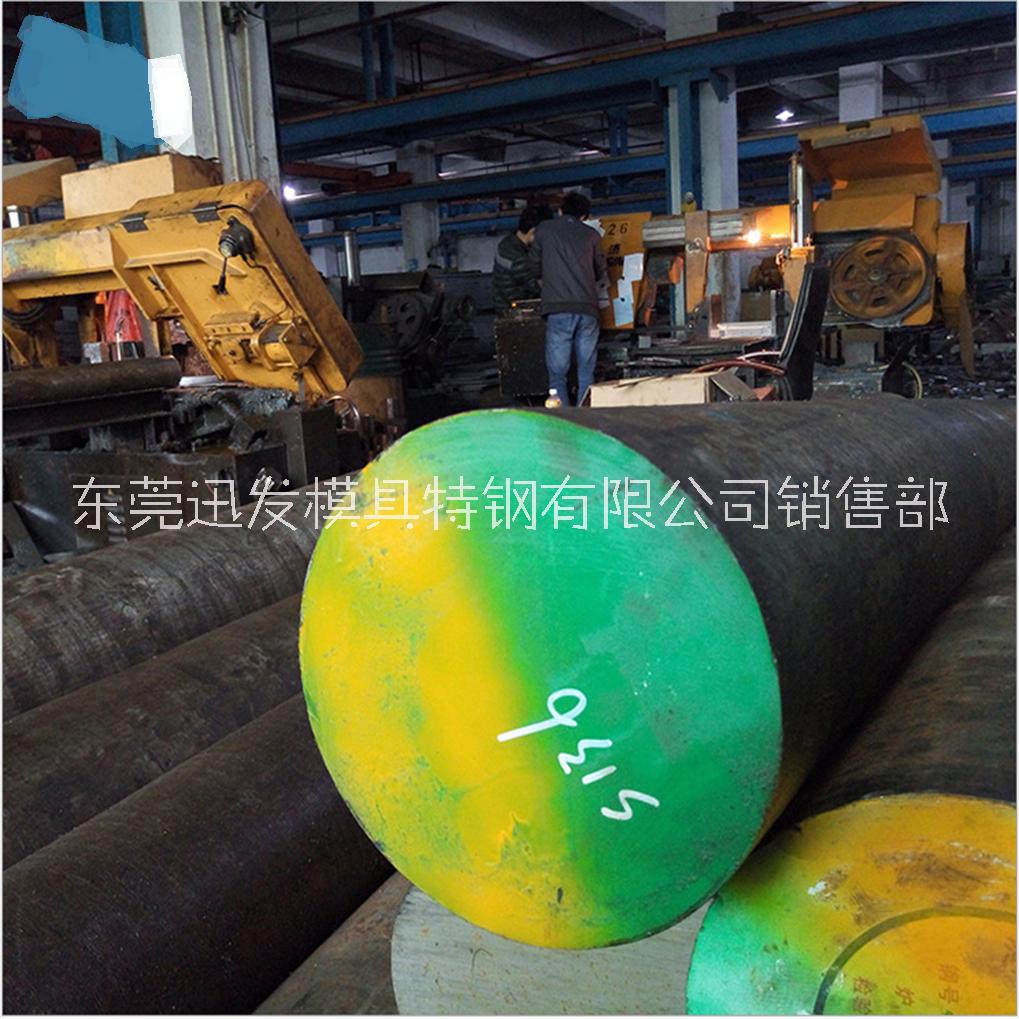
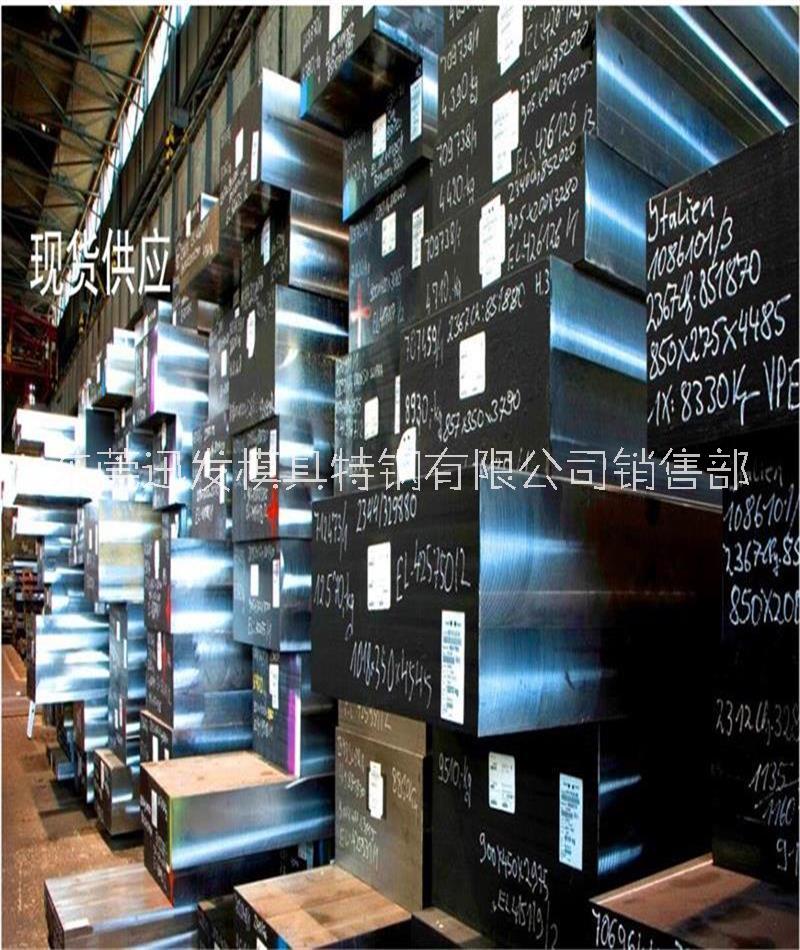
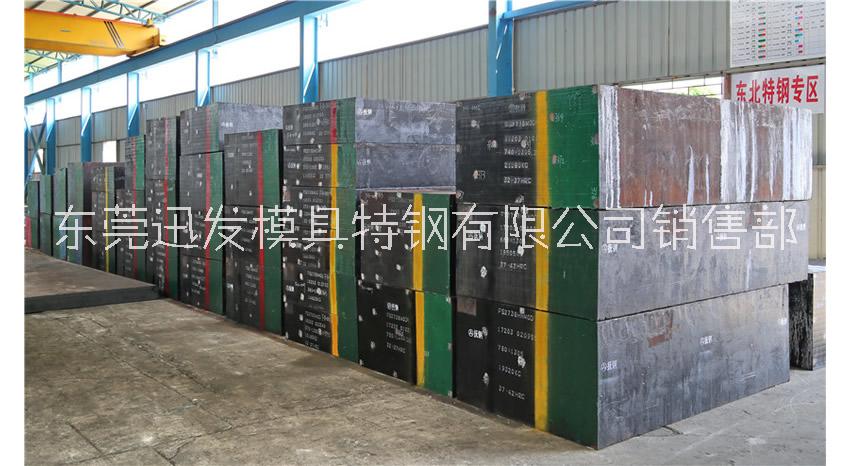
厂商 :东莞迅发模具特钢有限公司销售部
广东 东莞市- 主营产品:
- 模具钢材
- 粉末高速钢
- 钨钢
1.关于标价
由于原材料【板料/圆棒】规格众多,价格为大概每公斤的单价,具体价格以客户购买的尺寸来报价,可按公斤,可按吨,可按件,可按条,可按片,可按批量等购买......,详情请咨询业务员!
2.关于材料
本公司部分材料可零切,可加工毛料,粗料,精料,光板,真空热处理,超深冷处理,氮化处理,开票,提供材质证明书,珠三角区域可送货上门!外省区域可根据材料数量决定快递或物流等服务!
3.关于尺寸
全店材料尺寸锯切都可以按照客户要求的公差加工,光板可加工到宽2.2米*长6米,精板公差要求可严格到±0.02mm,珠三角地区量大可月结,外省区域可随时来我公司看厂考察。
口罩机滚轴,主轴,刀齿模专用模具钢光圆棒:
型号:DC53,SKD11,D2,CR12MOV,
φ60,φ65,φ80,φ85,φ90,φ95,φ100........
TC4钛合金棒φ20,φ22,φ24,φ25,φ26,φ28..........
超声波模具钢封边焊接模头材料专用模具钢:
15K是M16*1牙,20K是M12,3/8-24牙,两种
材质有:SKD11,D2,DC53,高速钢,TC4钛合金,7075铝合金
尺寸现货有:
270*25,270*20,200*25,200*20,160*25,160*55,110*20,110*25,120*25......
熔喷布喷丝模具专用模具钢材不锈钢:
S136H,4CR13H,420H,P20H,718H,P20,718,1.2738,1.2316H,1.2083H,S136SUPEER,
SUS630,SUS431,SUS430,17-4HP,SUS440C,14CR17NI2,.......
口罩模具相关材料:
APH25、1.2344、1.2343、DIAVER、3Cr2W8V、D2、Cr12、7CrSiMnMoV、CrWMn、Cr12MoV、SKD11、MC5、MC3A、9Cr3Mo、P20、718HH、NAK80、10Ni3MnCuAl、NAK55、5CrNiMo、4cr13H、5CrMnMo、4Cr13Mo、4Cr16Mo、S136、420ESR、55NCDV7,SKD11,D2/T30402, 160CrMoV12, 1.2379 ,X155CrMoV12-1、X160CrMoV12 ,BD2 DC11, CDS11 , K110 , XW41,
8418模具钢介绍
迅发模具钢从瑞典UDDEHOLM进口的8418模具钢是一种含铬、钼、钒的高性能热作模具钢材,具有很好的抗热疲劳龟裂、热冲击开裂、热磨损、塑性变形的性能。ASSAB 8418具有极佳的韧性合延展性而且各项同性、优良的抗回火软化性能、高温强度、淬透性和优良的热处理尺寸稳定性与良好的镀覆性能。
8418是瑞典一胜百发展的一种优质热作模具钢,其采用了新的生产及精炼技术,由此使得DIEVAR作为新发展的压铸模具钢而具备优良的康热疲劳龟裂、热冲击开裂、热磨损、塑性变形的性能。这些独特的性能使其成为压铸、热锻、热挤模具钢的好的选择。
另外:在冲切过程中,模具必须具备一定的韧性。当冲切厚的板材和钢带时,模具冲切刃口会承受很高的拉应力,所以要求模具必须具有很高的韧性才不至于开裂。被加工件厚度越厚对模具韧性要求就越高,此时就必须选用高韧性且耐冲击的模具材料,同时还必须具有良好的耐磨性以保证合理经济的生产运转。
8418模具钢化学成分
|
成分 |
|
硅Si |
铬Cr |
锰Mn |
钼Mo |
钒V |
|
含量 |
0.38 |
1 |
5.3 |
0.4 |
1.3 |
0.9 |
8418模具钢特性
1.极佳的韧性合延展性且各项同性
2.优良的抗回火软化性能
3.优良的高温强度
4.极佳的淬透性
5.优良的热处理尺寸稳定性和镀覆性能
8418模具钢用途
用途:锌、镁、铝、钛合金压铸模具、热挤压模具(如:模仁衬套、顶杆、承块等)、热锻模具等。
8418模具钢加工与处理
软性退火:将钢材于保护气氛中加热至850℃。均热后,于炉中以每小时10℃之速度冷却至600℃后空冷。
应力消除:钢材经粗加工后,若需要消除加工残余应力,则需将钢材加热至650℃,保温2小时,再于炉中缓冷至500℃后空冷。
硬化:预热温度600~900℃ 通常至少分二阶段预热,第一阶段在600-650℃,第二阶段在820-850℃。 奥氏体化温度1000-1030。保温时间=钢材中心部位达到奥氏体化温度后所需保持时间。钢材在淬火过程中必须加以保护以避免氧化及脱碳。
淬火:通常淬冷速度应该越快越好。加快淬火速度将有利于模具性能的提高,尤其在提高模具韧性及抗热冲击开裂性能方面。当然在提高淬火速度的同时也应防止模具因此造成的过度变形和开裂。淬火介质使用淬冷介质可以使钢材获得完全硬化的显微组织。淬火介质推荐高速循环气体或空气、真空冷却(高速及足够的正压气体)。若需控制淬火变和防止淬火开裂,建议模具在淬冷至320~450℃区间时恒温片刻然后继续淬冷。在450~550℃的盐浴炉或流动粒子炉中分级淬火/在180~220℃的盐浴炉或流动粒子炉中分级淬火。约80℃温油(当钢材整体温度冷至50~70℃时,应立即回火)。
回火:根据所需硬度,选择适当的回火温度。压铸模具至少回火3次,热锻、热挤模具至少回火二次,每次回火后必须冷却至室温,每次回火至少保温2小时。 应避免在500~550℃之间回火,以避免回火脆性。硬化及回火后的尺寸改变:模具在硬化及回火过程中受热应力及组织转变应力的影响会产生扭曲变形。模具若加工余量预留不足将使其在热处理过程中淬火速度较正常建议速度减缓。为预测正常淬火下模具最大的变形量,通常推荐在硬化处理之前,模具在粗加工和半精加工工序之间做应力消除处理。 应力消除后的8418模具建议至少预留0.3%的加工与量以满足模具在快速淬冷时有足够的变形余量。
































-
 模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
-
 压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
-
 热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
-
 不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
-
 铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
-
 五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
-
 冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
-
 钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】
钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】