



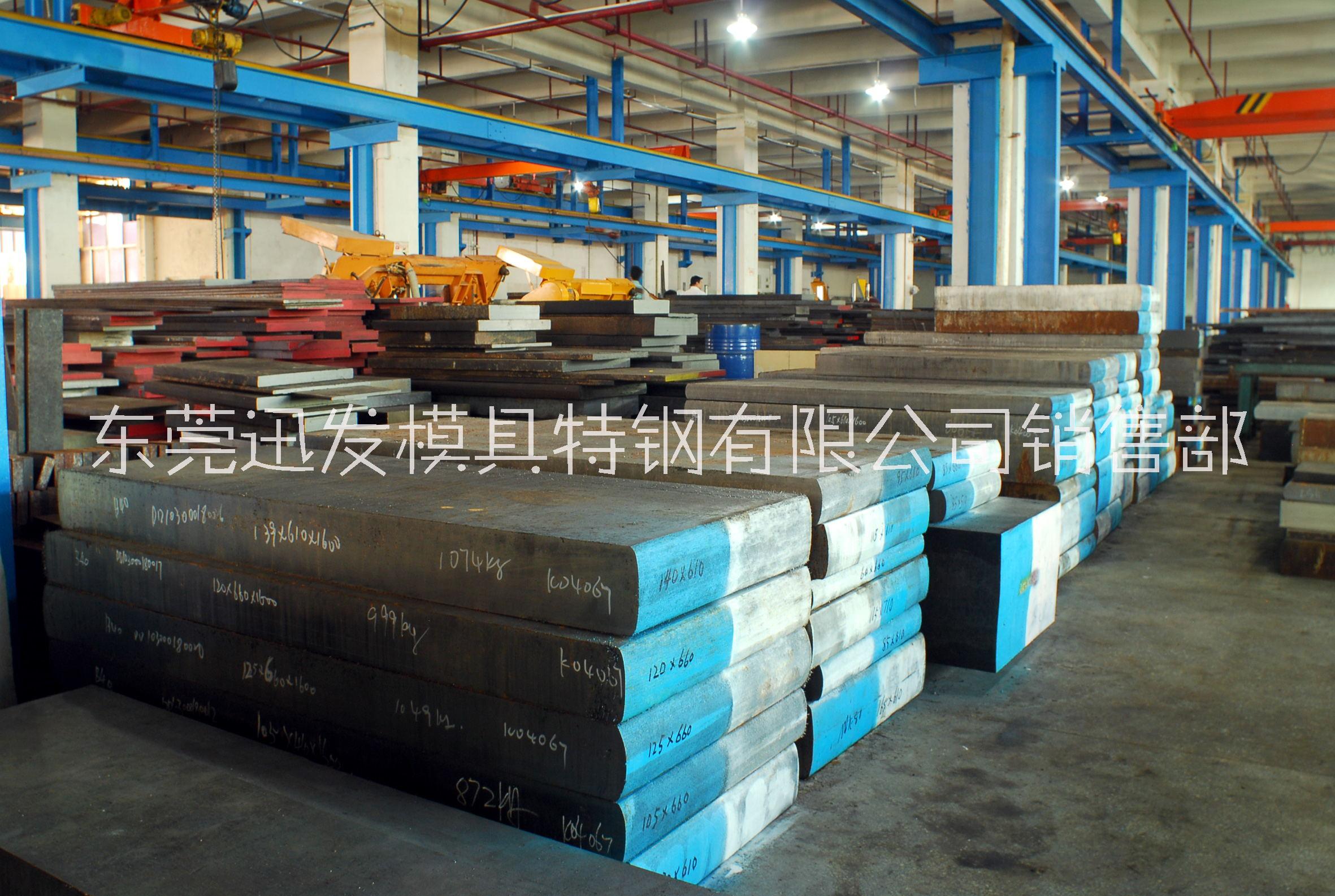
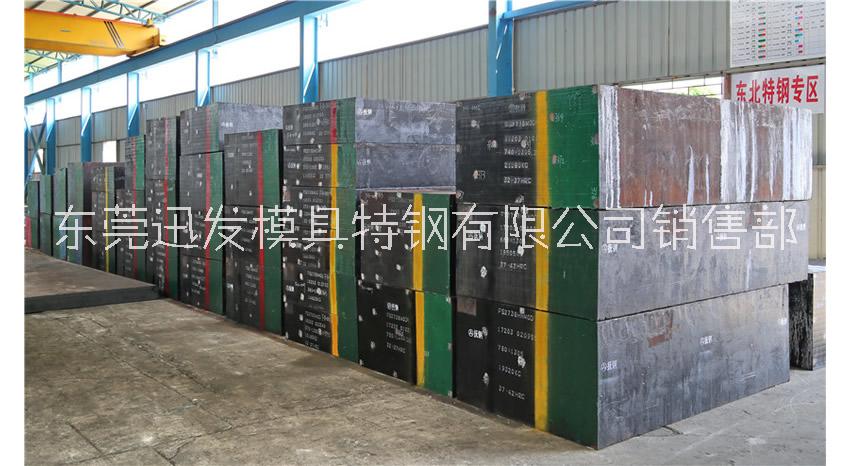
厂商 :东莞迅发模具特钢有限公司销售部
广东 东莞市- 主营产品:
- 模具钢材
- 粉末高速钢
- 钨钢
1.关于标价
由于原材料【板料/圆棒】规格众多,价格为大概每公斤的单价,具体价格以客户购买的尺寸来报价,可按公斤,可按吨,可按件,可按条,可按片,可按批量等购买......,详情请咨询业务员!
2.关于材料
本公司部分材料可零切,可加工毛料,粗料,精料,光板,真空热处理,超深冷处理,氮化处理,开票,提供材质证明书,珠三角区域可送货上门!外省区域可根据材料数量决定快递或物流等服务!
3.关于尺寸
全店材料尺寸锯切都可以按照客户要求的公差加工,光板可加工到宽2.2米*长6米,精板公差要求可严格到±0.02mm,珠三角地区量大可月结,外省区域可随时来我公司看厂考察。
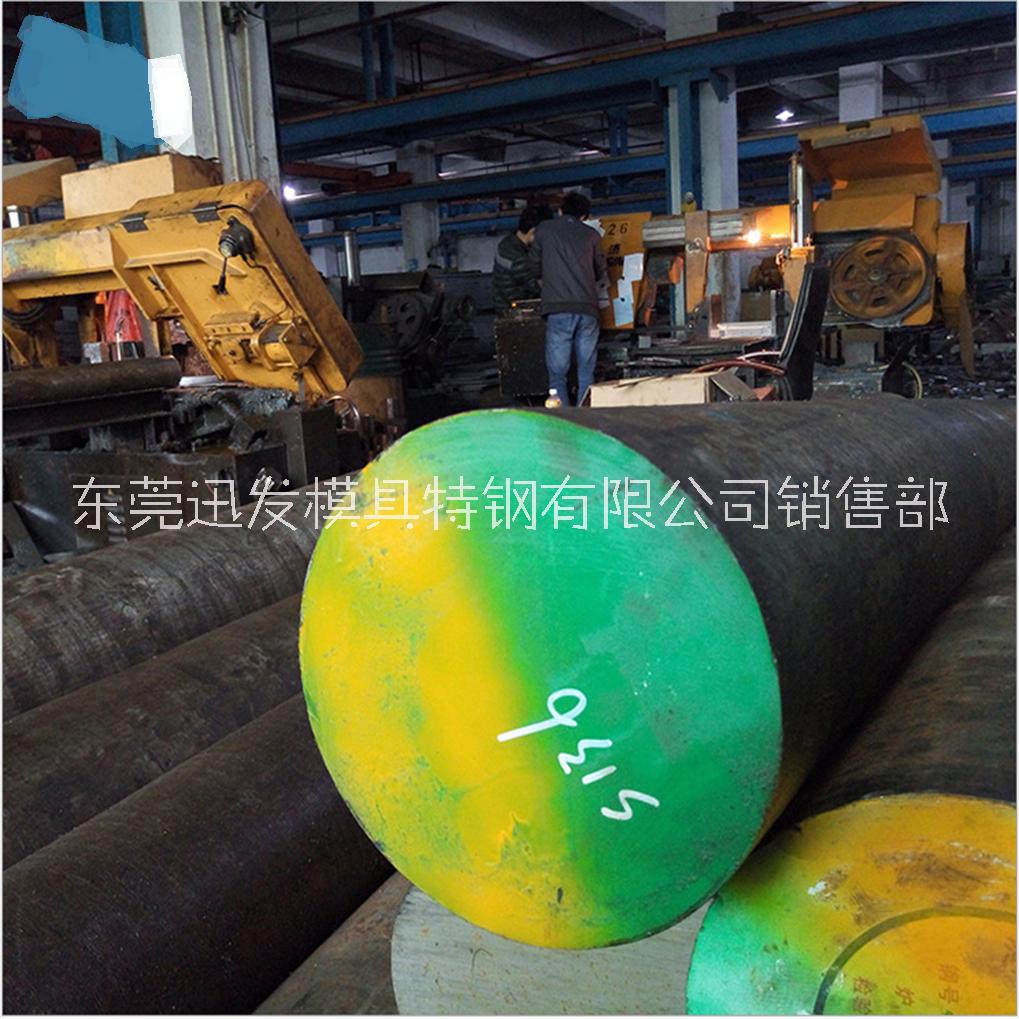
口罩机滚轴,主轴,刀齿模专用模具钢光圆棒:
型号:DC53,SKD11,D2,CR12MOV,
φ60,φ65,φ80,φ85,φ90,φ95,φ100........
TC4钛合金棒φ20,φ22,φ24,φ25,φ26,φ28..........
超声波模具钢封边焊接模头材料专用模具钢:
15K是M16*1牙,20K是M12,3/8-24牙,两种
材质有:SKD11,D2,DC53,高速钢,TC4钛合金,7075铝合金
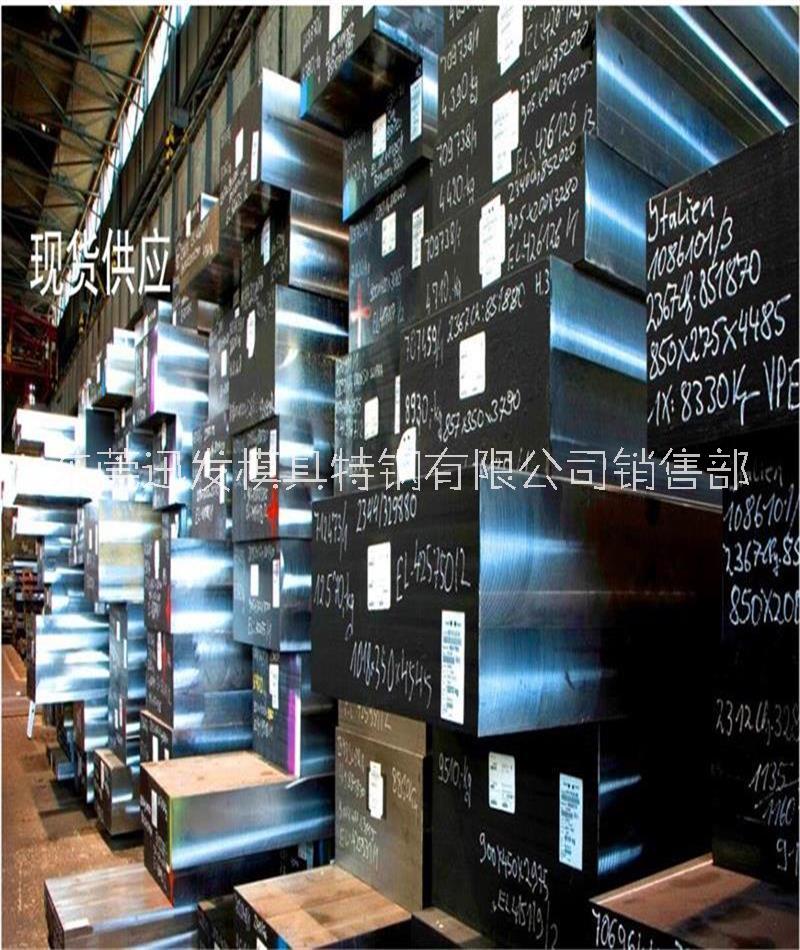
尺寸现货有:
270*25,270*20,200*25,200*20,160*25,160*55,110*20,110*25,120*25......
熔喷布喷丝模具专用模具钢材不锈钢:
S136H,4CR13H,420H,P20H,718H,P20,718,1.2738,1.2316H,1.2083H,S136SUPEER,
SUS630,SUS431,SUS430,17-4HP,SUS440C,14CR17NI2,.......
口罩模具相关材料:
APH25、1.2344、1.2343、DIAVER、3Cr2W8V、D2、Cr12、7CrSiMnMoV、CrWMn、Cr12MoV、SKD11、MC5、MC3A、9Cr3Mo、P20、718HH、NAK80、10Ni3MnCuAl、NAK55、5CrNiMo、4cr13H、5CrMnMo、4Cr13Mo、4Cr16Mo、S136、420ESR、55NCDV7,SKD11,D2/T30402, 160CrMoV12, 1.2379 ,X155CrMoV12-1、X160CrMoV12 ,BD2 DC11, CDS11 , K110 , XW41,
XW-10模具钢介绍
XW-10是一种可在空气或油中淬硬的铬、钼、钒合金工具钢。一胜百ASSAB XW10结合了优良的耐磨性和抗崩角性,其淬透性也非常适合现代的热处理。这些特性使其成为一种适合应用于结合抗磨粒磨损和崩角的中等寿命要求模具的工具钢。因此,XW-10常被称为万能冷作钢。在切削加工中,XW-10良好的韧性使切削刃具备良好的抗崩角性能。
同类材料有AISI:A2模具钢/WNr:1.2363/JIS:SKD12/Euro:X100CrMoV5;
1、机械加工性能好
2、淬硬后具备高的尺寸稳定性
3、高的抗压强度
4、良好淬透性
5、良好耐磨性
标准规范 AISIA2,BA2,W.-Nr.1.2363
交货状态 软性退火至硬度约215HB
碳C
铬Cr
锰Mn
硅Si
镍Ni
钒V
含量
1
5.3
0.6
0.3
0.2
XW-10模具钢用途
在ASSAB工具钢中,XW-10的性能处于DF-3和XW-42之间,因其结合了较好的耐磨性和韧性,故常被称为“万能”冷作钢。 在切削加工中,XW-10因具有良好的韧性而使切削刀具具备良好的抗崩角性能。 在实际应用中,以XW-10制造的模具比同类高铬钢的模具具有更高的经济效益。
1) 主要用于拉深模、卷边模、下料模和压花模等冲压模。
2) 用于磨损性塑料成型模等。
3) 用于形状复杂的工件及长期工作的冲压模。
XW-10模具钢加工处理
软性退火:在保护气氛中加热到850℃均热后,以每小时10℃炉冷至 650℃,然后空冷。
消除应力:模具经粗加工后,应加热至650℃,均热保温两个小时,缓慢冷却至500℃,然后空冷。
淬火:预热温度:650-750℃奥氏体化温度:925-970℃,通常选择940-960℃。
回火:参照回火曲线图根据所需硬度选择回火温度。回火两次且每次回火都须冷却到室温。低回火温度是180°C。每次回火至少保温两小时。
淬火介质:循环气体或空气真空炉中足够正压的高速气体。在盐浴炉或流态炉中180 - 220℃或450 -550℃分级淬火,随后空冷温油,约80℃。
焊接:模具钢在焊接后一般都有开裂的倾向。如果必须进行焊接,采取适当的保护措施,如坡口准备,焊条选择,焊前预热,焊接工艺以及焊后热处理,也可获得良好的焊接效果。如果焊后模具需进行抛光或光蚀刻花,则必须选择与其成分相匹配的焊条。
XW-10模具钢特性
XW-10模具钢化学成分
元素
































-
 模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
模具钢材厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
钛合金市场报价、现货供应、销售、价格【东莞迅发模具特钢有限公司销售部】
-
 压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
压铸模具钢批发价、供货商、哪里有卖、厂家电话【东莞迅发模具特钢有限公司销售部】
-
 热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
热作模具钢批发、厂家电话、销售、热线【东莞迅发模具特钢有限公司销售部】
-
 不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
不锈钢报价、经销商、批发电话、哪家好【东莞迅发模具特钢有限公司销售部】
-
 铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
铜合金厂家、批发、现货、价格【东莞迅发模具特钢有限公司销售部】
-
 不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
不锈钢批发、一手货源、市场报价、订购【东莞迅发模具特钢有限公司销售部】
-
 五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
五金模具钢批发、现货、价格、哪家好【东莞迅发模具特钢有限公司销售部】
-
 冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
冷作模具钢价格、批发商、订购、热线【东莞迅发模具特钢有限公司销售部】
-
 钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】
钨钢批发厂家、价钱、找哪家、联系方式【东莞迅发模具特钢有限公司销售部】