



厂商 :宝鸡市海兵钛镍有限责任公司
陕西 宝鸡市- 主营产品:
- 钛板 钛棒 钛管
- 钛丝 钛管件 钛法兰
- 钛加工件 钛盘管
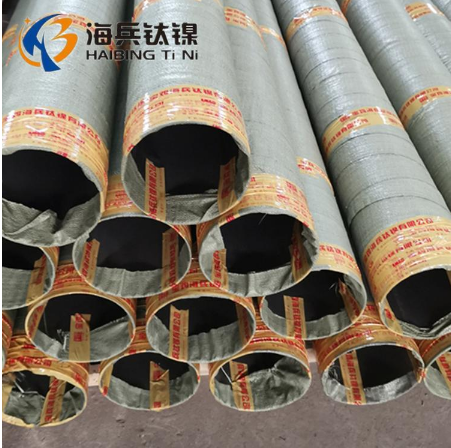
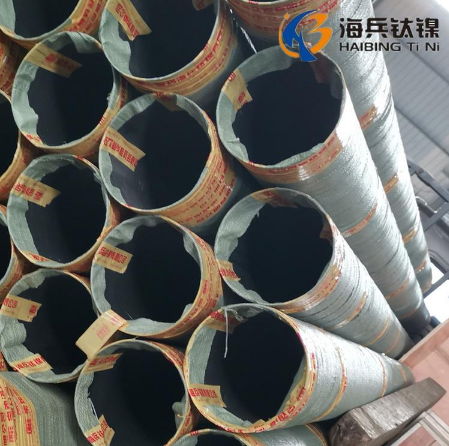
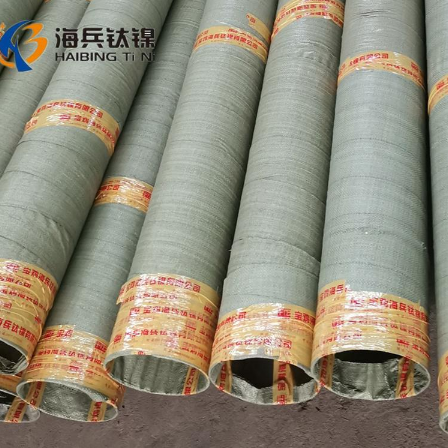
钛管道焊接的工艺要求 钛管道有较高的强度、优良的塑性韧性和耐腐蚀性,在航空航天、造船业、化工厂中的运用愈来愈广泛。要想更好的利用钛管道,必须熟练掌握其焊接性。 钛管道焊接材料 焊丝:TA2,ERTi—2;焊接方法:GTAW(手工钨极氩弧焊) 保护气:用纯度为99.995%,含水量不应大于50Mg%m3的氩气,对焊接熔池及焊接接头内外表面温度高于400℃的区域均采用氩气保护。 钛管道焊前准备 1、坡口加工 钛管道切割后,采用氧化铝砂轮机打磨出坡口,加工坡口不允许使母材产生过热变色。 2、坡口及焊丝清理 a.坡口及其两侧各50mm以内的内外表面进行清理,清理程序如下: 磨光机打磨→砂纸轮抛光→丙酮清洗。 清洗后不能直接进行焊接作业,待坡口端面晾干后方可以作业。如果放置时间超过2小时,须重新清理一遍或者采用自粘胶带及塑料布对坡口予以保护。 b.焊丝也用沾丙酮的海绵擦拭干净,并存放在专用的焊丝盒内。 c.操作人员在焊接过成中必须戴洁净的手套。 3、钛管道焊接工艺规范 1)焊接规范 2)焊接时应在合格的工艺参数范围内选用小线能量焊接,一般控制在6~35KJ/cm,宜采用小电流,慢速焊。 3)层间温度不得高于200℃,防止高温时间过长晶粒长大。 4)为保护断弧后收弧处的表面,应待焊接点温度在300℃以下,(时间在15~60s,可根据管径由小到大而逐渐延长)后再停止送气保护。 5)充氩保护:具体措施如下: a.对于DN大于等于450的管子焊接时,管内工作人员戴上防毒面具,手持保护罩对焊接熔池背面进行保护。 b.对于DN小于450的管子或固定口焊接时,整体充氩保护,在管子内表面距离坡口150—300mm处采用可溶纸密封,再塞入一团可溶纸防止管内气压过大将密封可溶纸破坏,然后充入氩气将管内空气排净。焊接前必须充分预充氩气,焊后应延时充氩,以使高温区充分冷却,防止表面氧化。 6)焊接过程中填充焊丝应持续保持在氩气的保护之下。熄弧后焊丝不可立即暴露在空气中,应在焊缝离开保护时取出。焊丝如被污染、氧化变色时,污染部分应予以切除。 7)不能在焊件表面引弧或试验电弧;收弧时应将弧坑填满,多层焊的层间接头相互错开。 8)除有特殊要求外,每条焊缝应一次连续焊完,如因故被迫中断,再焊时必须做好检查,确定无裂纹后方可继续施焊。 9)假如焊接作业时不慎出现夹钨时,应暂停焊接作业,用磨光机清理钨点,钨级端部重新打磨,达到要求后方可重新进行焊接作业。 以上所述工艺要点确保了钛管道焊接的正常进行,也达到了钛管道的焊接质量要求。
镍板 镍棒 镍坩埚 锆板 锆棒 钛盘管 钛设备 钛法兰价 钛板 钛管 钛反应釜 钛丝 钛管

 公司简介
公司简介

 宝鸡市海兵钛镍有限责任公司
宝鸡市海兵钛镍有限责任公司









