



厂商 :上海宥鑫机电科技有限公司
上海市 上海市- 主营产品:
- 在线分散机
- 在线分散泵
- 乳化泵
一、 用途和性能
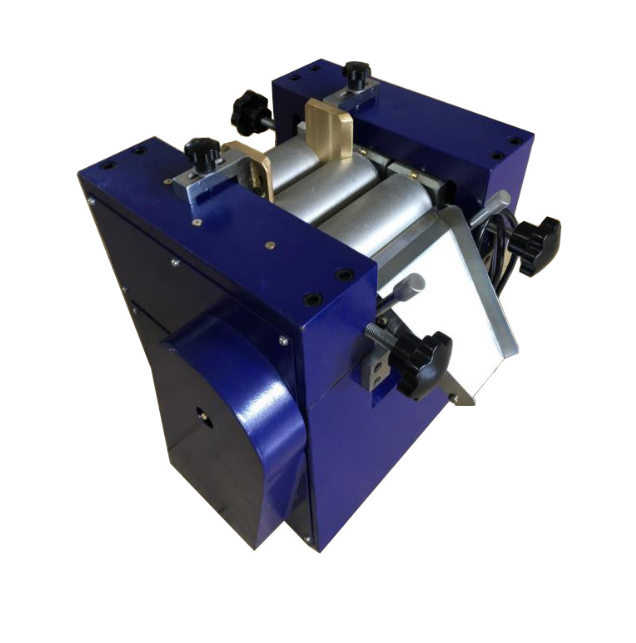
SG65三辊研磨机主要用于各种油漆、油墨、颜料、塑料、食品等液体浆料(不宜研磨带有酸碱成份或足以导致辊筒腐蚀的颜料)的前期实验需要,为大规模生产提供正确的数据。
该机通过机器水平方向排列的三根辊筒的表面相互挤轧及不同速度的摩擦而达到研磨作用,研磨物料一般只需研磨二次就可以达到要求,难研磨物料必须研磨多次,方能达到要求,最高加工细度一般可达到3-18um左右(用细度板测定)。
二、主要技术参数
|
辊筒直径mm |
65 |
|
辊筒工作长度mm |
128 |
|
辊筒转速r.p.mm |
慢辊26 |
|
中辊70 |
|
|
快辊145 |
|
|
电动机 |
YCYS7144 220V 0.75/KW 1400r.p.mm |
|
辊筒速比 |
1:2.3:5.5 |
|
外型尺寸L*W*H |
450*400*430 |
|
机器净重量kg |
78 |
三、工作原理
工作时将快、慢辊调节到适当位置,启动机器,然后将需研磨的浆料加入中辊与慢辊之间铜刀间,浆料经过中、慢辊表面挤轧后,由中辊带经快辊,再由紧贴表面的出料刮刀予以刮下,经过装有拦板的刀板,流入盛料桶,由此构成整个研磨过程。
四、机器结构
1、机器部分
机体采用铸件、由机座和上盖板组成,机体左右导轨面上按水平方向装有双列向心轴承的慢、中、快轴承座每边各一只,并与上盖板连接在一起,中辊轴承座由方销定位,快、慢辊轴承座在上盖板上的调整螺杆及弹簧作用,作为后移里,轴承座用于支撑快、中、慢三辊筒,辊筒轴右端装置有冷却水装置,左端装置传动齿轮,其机体下部里面装有电动机,慢辊与中辊之间两旁按辊筒中心的垂直方向装有加料用的铜刀,快辊前方紧靠辊筒表面装有出料用的刀片部件,由此组成三辊研磨机。
2、传动部件
机座下部装有电动机,通过三角皮带传动,传入快辊,由快辊通过齿轮传动至中辊,中辊再传至慢辊。
3、辊筒
辊筒分为快、中、慢各一,均由优质轴承钢经淬火制成,两端压入已经热处理的优质钢轴头,左轴头装有传动齿轮,右轴头中间通孔为水道孔,作为辊筒在工作时冷却之用。
4、进料装置
进料装置由铜片和铜刀支架组成,安装在慢辊与中辊之间的两端铜刀圆弧紧贴在慢、中辊两辊表面,保证不流物料,铜刀支架采用螺栓固定在机体上,便于调整,边距及拆装清洗,铜刀应经常进行调整,便于辊筒表面密贴。
5、冷却部件
为适当的清除辊筒工作面因摩擦后产生的热膨胀影响辊筒接触面的平整,左辊筒右轴头处装有冷却水管,在水管接头处套有橡胶套,通入水源经辊筒内壁热交换后,由原孔回入水箱,流入下水道。
6、出料装置
供出料用的出料板装于机体的出料板支架上,出料板上装有刀片,通过出料板调节螺钉,使刀片紧贴在快辊表面上,刀口的贴合位置应高于辊筒中心6mm,便于顺利刮下经磨细后附着在快辊表面上的物料。
五、机器的使用,润滑和维修保养
机器经过安装,并经空车运转,确认无故障后,应注意以下问题;
1、工作前
检查辊筒表面是否清洁,润滑部分是否有足够的润滑油,辊筒是否松开,出料刮刀是否正常等。
2、工作时
(1)启动机器以后,慢慢的将快辊调节至一定位置加入浆料,然后再作一次精密细致的调节,一般来说,调节满意的辊筒,其表面色彩的深度是一致的,如果中间浅些,两头浓些,还是正常的,可以在冷却水流加以控制,水流放得快些,时间一长,慢慢的就会一致,辊筒调节好以后,再将出料刀片顶上。
(2)浆料的主要研磨作用,是靠中辊和慢辊之间的研磨来达到的,快辊主要是起者带出经研磨细后的浆料的作用,因此中辊和慢辊可以调节紧些,但中辊和快辊之间不能太紧,因为太紧了,快辊的线速度要比慢辊快九倍,而三根辊筒的材料质量和成分与结构都是一致的,由于磨损和膨胀系数等因数差距太大,结果会造成快辊的变形和加速快辊的损坏。
(3)遇到辊筒中间出料细两头出料厚的情况,在工作时,可以加快水冷却,辊筒经表面摩擦产生热膨胀后,过了一个很短的时期,就会变得平直,尚使开车时基本平直,那可适当的减少水冷却,总之,视实际情况控制,必须注意,绝对不能长时间不放冷水,因为辊筒表面的热量逐渐提高到一定程度后,辊筒面会变形损坏,造成无法使用的后果。
(4)辊筒材料不耐酸碱,应避免研磨带有腐蚀性的浆料。
(5)应随时注意调节快慢辊,由于辊筒的热膨胀,一不小心,工作时容易胀死,甚至刹住电机,产生意外。
(6)作进料用的铜刀不能压得太紧,随时在圆弧中注入润滑油,视实际情况,可以调节工作面的长度。
(7)注意轴承在正常运转中,轴承温度不得大于35度。
3、工作后
松开辊筒,铜刀,出料用的刀板,并加以清洗。
4、机器的润滑
(1)辊筒在左端传动齿轮间的齿合面,应随时加润滑脂,一般3~5天左右加一次,以免损坏齿轮。
(2)轴承座内在出厂前已注满润滑脂,开始使用时用户不必再注,用上半年或更长一些时间后再注。
(3)各部位的调节螺栓及机器轴承导轨面应随时加润滑脂,以免磨损。
5、维修和保养
(1)机器连续使用半年以后,建议进行一次大检修,将各处的活动部分加以拆洗一遍,重新换上清洁的润滑油,并仔细检查下油路的畅通情况,在拆洗中发现问题时,应及时纠正。
(2)在使用时发现辊筒变形,如中间低两头高,或出现椭圆情况,与不规则的变形和辊筒表面剥落等情况,必须停止使用,重新磨修。
(3)辊筒磨修次数太多,辊筒直径小于原直径1.5mm以上时,会产生传动齿轮顶紧而辊筒相互之间留有缝隙的现象,那些齿轮必须修正或调换,以改小它的节径。
(4)出料刀片的锋口,在安装前须修正磨光,绝对不允许留有尖刺和裂口,刀片用短以后,可以拧松沉头螺丝,向外移动再用,刀片用完以后,在添置新刀时,应注意选料的硬度,一般要求在HR30~40最为理想,因为太软了不耐磨,太硬了会损坏辊筒表面,宁可换刀片,辊筒表面必须保护。
(5)机器长期封存不用时,应在辊筒表面和其它地方涂上防腐油脂,必须注意辊筒腐蚀,稍微疏忽就会产生针孔和锈斑,以后无法使用。启封使用前必须进行一次大检修,以免发生意外。
六、安装及试车
1、安装
将机器放在预定位置,接通电源即可。
2、试车
首先做好试车前的一切准备工作,彻底的清除机器附着的一切防锈油脂,仔细地根除一切可能导致影响试车的隐患,调速供料铜刀及出料板脱离辊筒表面,然后进行试运,试运转中轴承升温正常,传动齿轮鉓齿合良好,无撞击声,各转动移动部位正常等,应认为试运满意,即可正常生产。
当试转正常后,应进入性能试车,建议第一次的性能试车时,采用浆料色泽最好为深色,以便于观察辊筒的平直稳定,一般说来,当试车时辊筒色泽是一致的或中间稍浅些,这些证明是满意的,然后将研磨的浆料用细度板测量其细度,一切正常后,即能移交正常生产。
七、装箱单
|
1、整机 1台 2、料盘 1只 3、刀片 1张 4、说明书 1份 5、合格证 1张
|
保用须知
本公司生产的SG65三辊研磨机质量可靠,信誉第一,用户至上,从购机之日起一年内除磨损件(出料刀片)或人为损坏外,一律实行保修。用户需要维修时,请出示购机证明。本公司将提供优良的服务。
- 一般情况下:
-
划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在一呼百应中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,最终以订单结算页价格为准。 - 活动预热状态下:
-
划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,最终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,最终以活动是订单结算页价格为准。 - 伙拼折上折活动状态下:
- 该商品(部分规格除外)在伙拼折上折活动期间内,买家可享受伙拼折上折活动优惠价格(该价格较同时期伙拼日常活动价格更优惠)。
-
 在线分散机 在线分散泵 IDS吸粉泵 IDS分散机
在线分散机 在线分散泵 IDS吸粉泵 IDS分散机
-
 混合分散泵优质供应商,厂家直销价格优惠
混合分散泵优质供应商,厂家直销价格优惠
-
 厂家生产高剪切分散研磨泵 悬浮剂分散乳化泵 高剪切分散乳化泵 分散研磨泵报价 分散研磨泵批发 分散研磨泵供应商
厂家生产高剪切分散研磨泵 悬浮剂分散乳化泵 高剪切分散乳化泵 分散研磨泵报价 分散研磨泵批发 分散研磨泵供应商
-
 分散机_在线分散机_固液分散泵_自吸固体分散机_在线分散系统 固液分散泵 在线分散系统
分散机_在线分散机_固液分散泵_自吸固体分散机_在线分散系统 固液分散泵 在线分散系统
-
膨润土粉液混合泵/膨润土粉液在线混合分散泵 土粉液混合泵 混合分散泵供应商 混合分散泵生产厂家
-
 高剪切分散乳化机 高剪切防爆乳化机 乳化设备 分散乳化机哪家好 分散乳化机供应商 分散乳化机生产厂家
高剪切分散乳化机 高剪切防爆乳化机 乳化设备 分散乳化机哪家好 分散乳化机供应商 分散乳化机生产厂家
-
 厂家提供YDM三轴多功能搅拌机 高粘度搅拌机 组合式搅拌机 组合式搅拌机报价 组合式搅拌机批发 组合式搅拌机供应商
厂家提供YDM三轴多功能搅拌机 高粘度搅拌机 组合式搅拌机 组合式搅拌机报价 组合式搅拌机批发 组合式搅拌机供应商
-
 均质研磨泵_均质分散研磨泵_硅胶研磨泵_705硅胶均质研磨分散泵 均质研磨泵 均质研磨泵批发 均质研磨泵报价
均质研磨泵_均质分散研磨泵_硅胶研磨泵_705硅胶均质研磨分散泵 均质研磨泵 均质研磨泵批发 均质研磨泵报价
-
 上海厂家直销实验室高速篮式分散研磨机 添加剂 印染助剂研磨机 分散研磨机报价 分散研磨机批发
上海厂家直销实验室高速篮式分散研磨机 添加剂 印染助剂研磨机 分散研磨机报价 分散研磨机批发
-
 热销供应实验室卧式砂磨机 棒销式卧式砂磨机 圆盘式卧式砂磨机 卧式砂磨机报价 卧式砂磨机批发
热销供应实验室卧式砂磨机 棒销式卧式砂磨机 圆盘式卧式砂磨机 卧式砂磨机报价 卧式砂磨机批发