



厂商 :湖北鑫正来自动化有限公司
湖北 武汉市- 主营产品:
- 一次性餐具设备
- 一次性餐具机器
- 一次性打包盒设备
联系电话 :15387081108
商品详细描述
湖北鑫正来自动化有限公司 鑫正来一次性餐具全自动生产机械设备
1:一次性餐具简介
一次性餐具原材料为食品级的PP聚丙烯原料颗粒,通过高分子渗透和微生物分解技术,有效地将绿色环保理念融入产品之中,有效地去除了塑料中有害成分。一次性餐具已由泡沫饭盒转向环保饭盒,原来的泡沫饭盒由于不耐高温,且制作过程对环境造成破坏被淘汰,取而待之的有塑料饭盒,纸制饭盒,木制饭盒,降解饭盒等等。其中,塑料具有毒性较低、熔点较高、可塑性强、生产简便及相对成本较低等特点,因而成了制造一次性餐具的主流材料。PP聚丙烯,具有机械性能和热性能,适合饭菜的包装。
一次性餐具采用的是全自动化的生产工艺流程:自动出产品,无需人工取件,产品成型速度快,安全性能高,一人可看守多台设备。食品级的食品级的PP聚丙烯原料颗粒通过一次性餐具模具和精密一次性餐具设备经过260度高温一次注塑成型之后,经紫外线杀菌消毒后上自动流水无菌包装而成。这种仿一次性餐具款式新颖、健康环保、质地轻盈、抗击撞力、耐受压性等特点,优于同类塑料制品的2—5倍,其耐温性能高至120℃,低至-20℃。其设计样式简约统一,更便于餐饮行业规范餐具的使用与管理。
用塑料制成的一次性餐盒主要有PP聚丙烯和PS两种,均无毒牲,无味无嗅,PP较柔软,一般PP使用温度是 -6度至+120度,所以特别适合盛装热饭热菜,可在微波炉里加热,甚或可在蒸气柜里蒸煮,改性的PP其使用温度可控制在 -18度至+110度,这种PP所制成的饭盒除了可加热至100度使用外,更可放入冰箱冷藏使用。

2:公司政策及优势
A:全套设备:公司提供全套生产设备,模具,辅助设备,原材料厂家电话。
B:协助销售:打包盒现在市场需求量大,需要产品的人多,公司根据客户所在地附近周围需要购买一次性餐具的人员联系,直接将厂家电话提供给他们,让他们在附近厂家直接拿货销售,或代理,协助生产厂家销售。
C:质量保证:本公司提供的生产设备一年保修,终生维护,模具800万模保修,保障产品质量,让客户无后顾之忧,放心生产。
D:一站式服务:该项目所需要用到的东西,公司可全部提供,设备和模具自己车间生产,辅助设备公司找专业生产厂家定制生产,配套提供给客户。原材料,包装机,免费提供技术,送货上门,派专业技术人员上门指导,指导厂家技术人员学会操作为止,质量全国联保。
E:产品定制:一次性餐具产品种类繁多,样式千万,均可根据客户要求模具定制生产,目前市场上一次性餐具样式主要有:圆形,方形,正方形,美式,多格,三格,四格,五格,各种样式都可以定制。目前公司生产的一次性餐具壁厚在0.3CM左右,重量产不多在市场算很轻的,这样既能保障厂家利益,客户又能接受情况下,两全其美。
3:一次性餐具应用范围
一次性餐具在以前主要是采用纸质,泡沫等原材料,随着社会的不断进步,行业的发展,外卖的兴起,传统的打包方式已经跟不上潮流,被淘汰,纸质和泡沫的打包盒没有密封,保温,便于携带功能。在这种情况下,一次性餐具出现了,他采用食品环保级PP原料聚丙烯一次性注塑成型,主要有长方形和圆形,密封性好,装饭菜,装汤不泄漏,和外卖天合之配。目前主要应用于,饭店打包,外卖配送,火车动车上水果容器,已经菜市场装熟食,家里剩菜剩饭打包放进冰箱。一次性餐具款式新颖、健康环保、质地轻盈、抗击撞力、耐受压性好。包装:塑料作为一种新型包装材料,在包装领域中已获得广泛应用.例如各种中空容器、注塑容器(周转箱、集装箱、桶等).包装膜、编织袋、泡沫塑料、捆扎绳和打包带等。

4:一次性餐具机器设备
标准的一次性餐具机器设备可用于生产多种薄壁制品。目前新型注射机的性能大大超过了 10 年以前。材料、浇口技术以及设计的进步,进一步拓宽了标准注射机对薄壁制件充模的性能。但由于壁厚不断减少,需要一种更特殊的、具有高速和高压性能的注射机。例如,一个厚度小于 1mm 的电子制件,充模时间小于 0.5 秒且注塑压力超过 210MPa 是很正常的。
用于薄壁注塑的液压式注射机设计有储压器,可频繁地驱动注塑和合模。具有高速和高压性能的全电动注射机和电动/液压式注射机也面世了。为了能经受得住新型注射机的高压,锁模力的值必须是 5~7 吨/英寸(投影面积)。另外,当壁厚减少注塑压力增加时,大型模板有助于减少弯曲。薄壁制品用的注射机的拉杆对模板厚度的比为 2:1 或更低。生产薄壁制品时,注塑速度和压力以及其它加工参数的死循环控制有助于在高压和高速下控制充模和保压。
至于注射量,大直径机筒往往太大了,建议的注射量为机筒容量的 40%~70%,薄壁制品总成型周期大大缩短,有可能将注射量减少到机筒容量的20%~30%。用户在注塑时必须十分小心,因为对材料来说,小的注射量意味着材料在机筒内的滞留时间更长,从而会导致制品性能的下降。
一次性餐具模具
速度是薄壁注塑成功与否的关键因素之一。快速充模和高压能以高速将熔融的热塑性材料注入模腔中,从而防止浇口冷固。如果一个标准的制件在两秒钟内完成充模,那么模厚减少 25% ,有可能将充模时间减少 50% ,刚好1秒。
薄壁注塑的优点之一是当厚度减少时,需要冷却的材料更少。随着厚度减少,可以将成型周期缩短一半。熔体输送装置的合理设置使热流道和浇道不会妨碍成型周期的缩短。使用热流道和浇道衬套有助于将成型周期缩短至。此外,还应该考虑到模具用材。P20 钢被广泛应用于传统制品的模塑,但由于薄壁注塑的压力更高,模具必须制造得十分坚固。H-13 和其它硬钢为薄壁模具增加了额外的安全系数。然而,坚固模具的成本可能高于标准模具的 30%~40% 。但增加的成本通常会被提高的生产性能所抵消
一次性餐具机器设备“发热”,如何降温?造成一次性餐具机器设备“发烧”高温的原因
1、油箱容积太小,散热面积不够,冷却装置但其容量过小。
2、按快进速度选择油泵容量的定量泵供油系统,在工作时会有大部分多余的流量在高压下从溢流阀溢回而发热。
3、系统中卸荷回路出现故障或因未设置卸荷回路,停止工作时油泵不能卸荷,泵的全部流量在高压下溢流,产生溢流损失而发热,导致温升。
4、系统管路过细过长,弯曲过多,局部压力损失和沿程压力损失大。
5、元件精度不够及装配质量差,相对运动间的机械摩擦损失大。
6、配合件的配合间隙太小,或使用磨损后导致间隙过大,内、外泄漏量大,造成容积失大,如泵的容积效率降低,温升快。
7、液压系统工作压力调整得比实际需要高很多。有时是因密封过紧,或因密封件损坏、泄漏增大而不得不调高压力才能工作。
8、气侯及作业环境温度高,致使油温升高。
9、选择油液的粘度不当,粘度大粘性阻力大,粘度太小则泄漏增大,两种情况均能造成发热温升。
2一次性餐具机器设备降温处理方法:
1、根据不同的负载要求,经常检查、调整溢流阀的压力,使之恰到好处。
2、合理选择液压油,特别是油液粘度,在条件允许的情况下,尽量采用低一点的粘度以减少粘度摩擦损失。
3、改善运动件的润滑条件,以减少摩擦损失,有利于降低工作负荷、减少发热。
4、提高液压元件和液压系统的装配质量与自身精度,严格控制配合件的配合间隙和改善润滑条件。采用摩擦系数小的密封材料和改进密封结构,尽可能降低液压缸的启动力,以降低机械摩擦损失所产生的热量。
5:厂房要求和产量
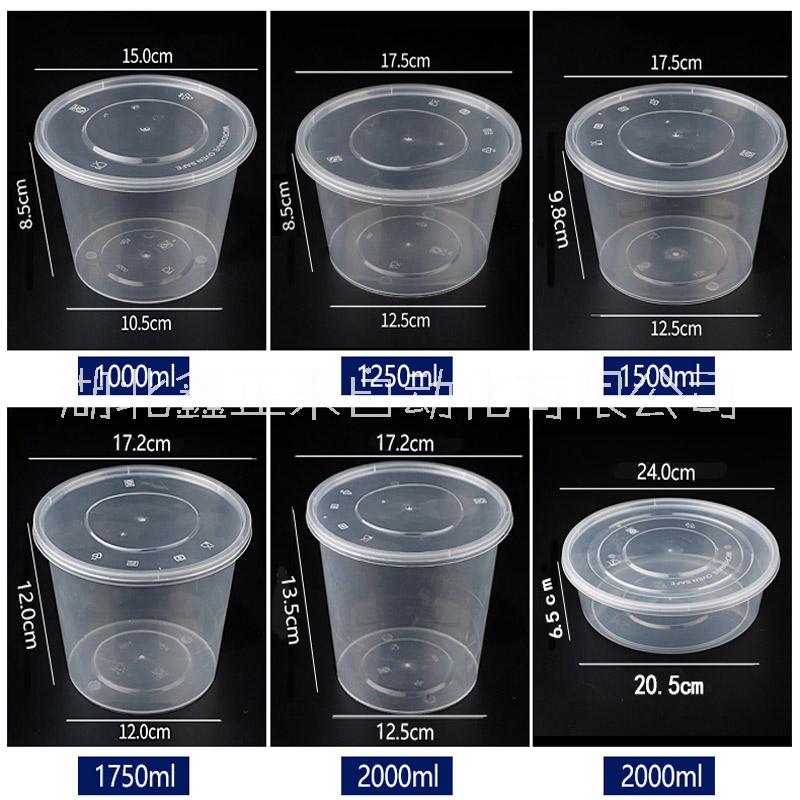
一次性餐具生产设备一般为长方形,长度7米左右,宽度2米左右,高度2米左右,设备占地七八平米左右,一次性餐具设备的型号主要有320吨、360吨、450吨这三种应用广泛的型号。生产车间设备200平米就差不多,加上堆放货物仓库,原材料,休息室等,厂房有1000平米够了,当然,随着后续发展,厂家扩大生产规模,厂家也要随着扩大。目前市场上一次性餐具销售的方形规格有:500ML、750ML、1000ML这三种用量多。圆形的规格有:500ML、750ML、1000ML、1250ML、1500ML、1750ML、2000ML、2500ML、3000ML、3500ML、4000ML、4500ML、4800ML等,圆形规格比方形要多。500毫升的用320吨设备生产可以做一出六,每天产量大概有12万个左右,750-1000毫升采用360吨设备生产一出四,每天产量大概有3-4万套左右。1250-1750毫升采用320吨设备生产一出二,每天产量大概有2万套左右,2000-3500毫升采用360吨设备一出二,每天产量大概1.5万左右,4000-4800毫升采用320吨设备生产一出一,每天产量1万个左右。上面所有型号也可以采用450吨设备生产,产量还要多,客户根据自己实际情况来,销量大小,购买哪种型号设备适合。
6:国家生产标准
一次性餐具国标GB18006,1-2009标准生产,符合国家食品质量安全。采用注塑成型机自动化设备,一次性成型,在模具型腔内经过200多度高温杀毒,产品生产出来后直接封箱;实现从生产到包装的无菌、无尘化操作,做到干净卫生,质量过关。
一次性餐具生产过程中采用循环用水,水跟模具接触,冷却模具温度,使产品快速冷却,降低生产时间,没有废水排放,全国各地都有不同的优惠政策,国家提倡鼓励消费者投资生产,按目前国家规定办理QS证简单,只需2个部门即可,一,到环保局出环评(因为该产品是绿色环保),二 到质量监督局送样等报告即可发放SC证。办理生产许可证费用,主要是对厂房要求无尘车间,车间按照国家要求进行装修。
7:公司愿景
随着社会的快速发展,人们生活水平不断提高,健康卫生情况是大家重视和关心的,现在人们出门饭店吃饭,朋友家做客,均希望用一次性使用的餐具,不用重复清洗,无交叉感染,公司愿景为大家提供干净卫生,健康环保,大方美观的产品使用。我们会一直不断的努力和创新,研发和改进,做出大家喜欢的一次性餐具产品。
1:一次性餐具简介
一次性餐具原材料为食品级的PP聚丙烯原料颗粒,通过高分子渗透和微生物分解技术,有效地将绿色环保理念融入产品之中,有效地去除了塑料中有害成分。一次性餐具已由泡沫饭盒转向环保饭盒,原来的泡沫饭盒由于不耐高温,且制作过程对环境造成破坏被淘汰,取而待之的有塑料饭盒,纸制饭盒,木制饭盒,降解饭盒等等。其中,塑料具有毒性较低、熔点较高、可塑性强、生产简便及相对成本较低等特点,因而成了制造一次性餐具的主流材料。PP聚丙烯,具有机械性能和热性能,适合饭菜的包装。
一次性餐具采用的是全自动化的生产工艺流程:自动出产品,无需人工取件,产品成型速度快,安全性能高,一人可看守多台设备。食品级的食品级的PP聚丙烯原料颗粒通过一次性餐具模具和精密一次性餐具设备经过260度高温一次注塑成型之后,经紫外线杀菌消毒后上自动流水无菌包装而成。这种仿一次性餐具款式新颖、健康环保、质地轻盈、抗击撞力、耐受压性等特点,优于同类塑料制品的2—5倍,其耐温性能高至120℃,低至-20℃。其设计样式简约统一,更便于餐饮行业规范餐具的使用与管理。
用塑料制成的一次性餐盒主要有PP聚丙烯和PS两种,均无毒牲,无味无嗅,PP较柔软,一般PP使用温度是 -6度至+120度,所以特别适合盛装热饭热菜,可在微波炉里加热,甚或可在蒸气柜里蒸煮,改性的PP其使用温度可控制在 -18度至+110度,这种PP所制成的饭盒除了可加热至100度使用外,更可放入冰箱冷藏使用。
2:公司政策及优势
A:全套设备:公司提供全套生产设备,模具,辅助设备,原材料厂家电话。
B:协助销售:打包盒现在市场需求量大,需要产品的人多,公司根据客户所在地附近周围需要购买一次性餐具的人员联系,直接将厂家电话提供给他们,让他们在附近厂家直接拿货销售,或代理,协助生产厂家销售。
C:质量保证:本公司提供的生产设备一年保修,终生维护,模具800万模保修,保障产品质量,让客户无后顾之忧,放心生产。
D:一站式服务:该项目所需要用到的东西,公司可全部提供,设备和模具自己车间生产,辅助设备公司找专业生产厂家定制生产,配套提供给客户。原材料,包装机,免费提供技术,送货上门,派专业技术人员上门指导,指导厂家技术人员学会操作为止,质量全国联保。
E:产品定制:一次性餐具产品种类繁多,样式千万,均可根据客户要求模具定制生产,目前市场上一次性餐具样式主要有:圆形,方形,正方形,美式,多格,三格,四格,五格,各种样式都可以定制。目前公司生产的一次性餐具壁厚在0.3CM左右,重量产不多在市场算很轻的,这样既能保障厂家利益,客户又能接受情况下,两全其美。
3:一次性餐具应用范围
一次性餐具在以前主要是采用纸质,泡沫等原材料,随着社会的不断进步,行业的发展,外卖的兴起,传统的打包方式已经跟不上潮流,被淘汰,纸质和泡沫的打包盒没有密封,保温,便于携带功能。在这种情况下,一次性餐具出现了,他采用食品环保级PP原料聚丙烯一次性注塑成型,主要有长方形和圆形,密封性好,装饭菜,装汤不泄漏,和外卖天合之配。目前主要应用于,饭店打包,外卖配送,火车动车上水果容器,已经菜市场装熟食,家里剩菜剩饭打包放进冰箱。一次性餐具款式新颖、健康环保、质地轻盈、抗击撞力、耐受压性好。包装:塑料作为一种新型包装材料,在包装领域中已获得广泛应用.例如各种中空容器、注塑容器(周转箱、集装箱、桶等).包装膜、编织袋、泡沫塑料、捆扎绳和打包带等。
4:一次性餐具机器设备
标准的一次性餐具机器设备可用于生产多种薄壁制品。目前新型注射机的性能大大超过了 10 年以前。材料、浇口技术以及设计的进步,进一步拓宽了标准注射机对薄壁制件充模的性能。但由于壁厚不断减少,需要一种更特殊的、具有高速和高压性能的注射机。例如,一个厚度小于 1mm 的电子制件,充模时间小于 0.5 秒且注塑压力超过 210MPa 是很正常的。
用于薄壁注塑的液压式注射机设计有储压器,可频繁地驱动注塑和合模。具有高速和高压性能的全电动注射机和电动/液压式注射机也面世了。为了能经受得住新型注射机的高压,锁模力的值必须是 5~7 吨/英寸(投影面积)。另外,当壁厚减少注塑压力增加时,大型模板有助于减少弯曲。薄壁制品用的注射机的拉杆对模板厚度的比为 2:1 或更低。生产薄壁制品时,注塑速度和压力以及其它加工参数的死循环控制有助于在高压和高速下控制充模和保压。
至于注射量,大直径机筒往往太大了,建议的注射量为机筒容量的 40%~70%,薄壁制品总成型周期大大缩短,有可能将注射量减少到机筒容量的20%~30%。用户在注塑时必须十分小心,因为对材料来说,小的注射量意味着材料在机筒内的滞留时间更长,从而会导致制品性能的下降。
一次性餐具模具
速度是薄壁注塑成功与否的关键因素之一。快速充模和高压能以高速将熔融的热塑性材料注入模腔中,从而防止浇口冷固。如果一个标准的制件在两秒钟内完成充模,那么模厚减少 25% ,有可能将充模时间减少 50% ,刚好1秒。
薄壁注塑的优点之一是当厚度减少时,需要冷却的材料更少。随着厚度减少,可以将成型周期缩短一半。熔体输送装置的合理设置使热流道和浇道不会妨碍成型周期的缩短。使用热流道和浇道衬套有助于将成型周期缩短至。此外,还应该考虑到模具用材。P20 钢被广泛应用于传统制品的模塑,但由于薄壁注塑的压力更高,模具必须制造得十分坚固。H-13 和其它硬钢为薄壁模具增加了额外的安全系数。然而,坚固模具的成本可能高于标准模具的 30%~40% 。但增加的成本通常会被提高的生产性能所抵消
一次性餐具机器设备“发热”,如何降温?造成一次性餐具机器设备“发烧”高温的原因
1、油箱容积太小,散热面积不够,冷却装置但其容量过小。
2、按快进速度选择油泵容量的定量泵供油系统,在工作时会有大部分多余的流量在高压下从溢流阀溢回而发热。
3、系统中卸荷回路出现故障或因未设置卸荷回路,停止工作时油泵不能卸荷,泵的全部流量在高压下溢流,产生溢流损失而发热,导致温升。
4、系统管路过细过长,弯曲过多,局部压力损失和沿程压力损失大。
5、元件精度不够及装配质量差,相对运动间的机械摩擦损失大。
6、配合件的配合间隙太小,或使用磨损后导致间隙过大,内、外泄漏量大,造成容积失大,如泵的容积效率降低,温升快。
7、液压系统工作压力调整得比实际需要高很多。有时是因密封过紧,或因密封件损坏、泄漏增大而不得不调高压力才能工作。
8、气侯及作业环境温度高,致使油温升高。
9、选择油液的粘度不当,粘度大粘性阻力大,粘度太小则泄漏增大,两种情况均能造成发热温升。
2一次性餐具机器设备降温处理方法:
1、根据不同的负载要求,经常检查、调整溢流阀的压力,使之恰到好处。
2、合理选择液压油,特别是油液粘度,在条件允许的情况下,尽量采用低一点的粘度以减少粘度摩擦损失。
3、改善运动件的润滑条件,以减少摩擦损失,有利于降低工作负荷、减少发热。
4、提高液压元件和液压系统的装配质量与自身精度,严格控制配合件的配合间隙和改善润滑条件。采用摩擦系数小的密封材料和改进密封结构,尽可能降低液压缸的启动力,以降低机械摩擦损失所产生的热量。
5:厂房要求和产量
一次性餐具生产设备一般为长方形,长度7米左右,宽度2米左右,高度2米左右,设备占地七八平米左右,一次性餐具设备的型号主要有320吨、360吨、450吨这三种应用广泛的型号。生产车间设备200平米就差不多,加上堆放货物仓库,原材料,休息室等,厂房有1000平米够了,当然,随着后续发展,厂家扩大生产规模,厂家也要随着扩大。目前市场上一次性餐具销售的方形规格有:500ML、750ML、1000ML这三种用量多。圆形的规格有:500ML、750ML、1000ML、1250ML、1500ML、1750ML、2000ML、2500ML、3000ML、3500ML、4000ML、4500ML、4800ML等,圆形规格比方形要多。500毫升的用320吨设备生产可以做一出六,每天产量大概有12万个左右,750-1000毫升采用360吨设备生产一出四,每天产量大概有3-4万套左右。1250-1750毫升采用320吨设备生产一出二,每天产量大概有2万套左右,2000-3500毫升采用360吨设备一出二,每天产量大概1.5万左右,4000-4800毫升采用320吨设备生产一出一,每天产量1万个左右。上面所有型号也可以采用450吨设备生产,产量还要多,客户根据自己实际情况来,销量大小,购买哪种型号设备适合。
6:国家生产标准
一次性餐具国标GB18006,1-2009标准生产,符合国家食品质量安全。采用注塑成型机自动化设备,一次性成型,在模具型腔内经过200多度高温杀毒,产品生产出来后直接封箱;实现从生产到包装的无菌、无尘化操作,做到干净卫生,质量过关。
一次性餐具生产过程中采用循环用水,水跟模具接触,冷却模具温度,使产品快速冷却,降低生产时间,没有废水排放,全国各地都有不同的优惠政策,国家提倡鼓励消费者投资生产,按目前国家规定办理QS证简单,只需2个部门即可,一,到环保局出环评(因为该产品是绿色环保),二 到质量监督局送样等报告即可发放SC证。办理生产许可证费用,主要是对厂房要求无尘车间,车间按照国家要求进行装修。
7:公司愿景
随着社会的快速发展,人们生活水平不断提高,健康卫生情况是大家重视和关心的,现在人们出门饭店吃饭,朋友家做客,均希望用一次性使用的餐具,不用重复清洗,无交叉感染,公司愿景为大家提供干净卫生,健康环保,大方美观的产品使用。我们会一直不断的努力和创新,研发和改进,做出大家喜欢的一次性餐具产品。
相关产品推荐








