



厂商 :泊头市福量工量具有限公司
河北 沧州市- 主营产品:
- 塞环规
- 螺纹塞环规
- 美制螺纹塞环规
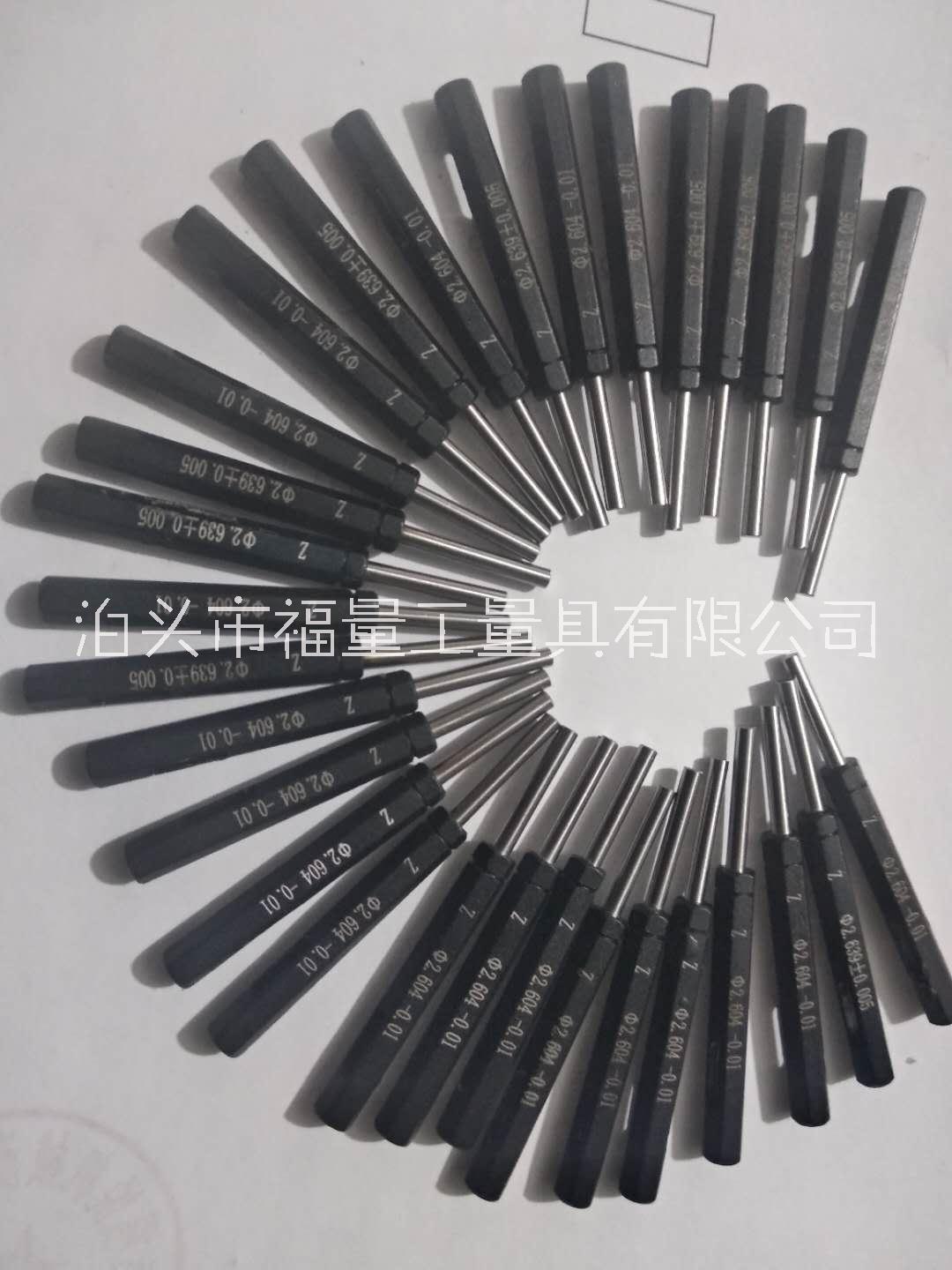
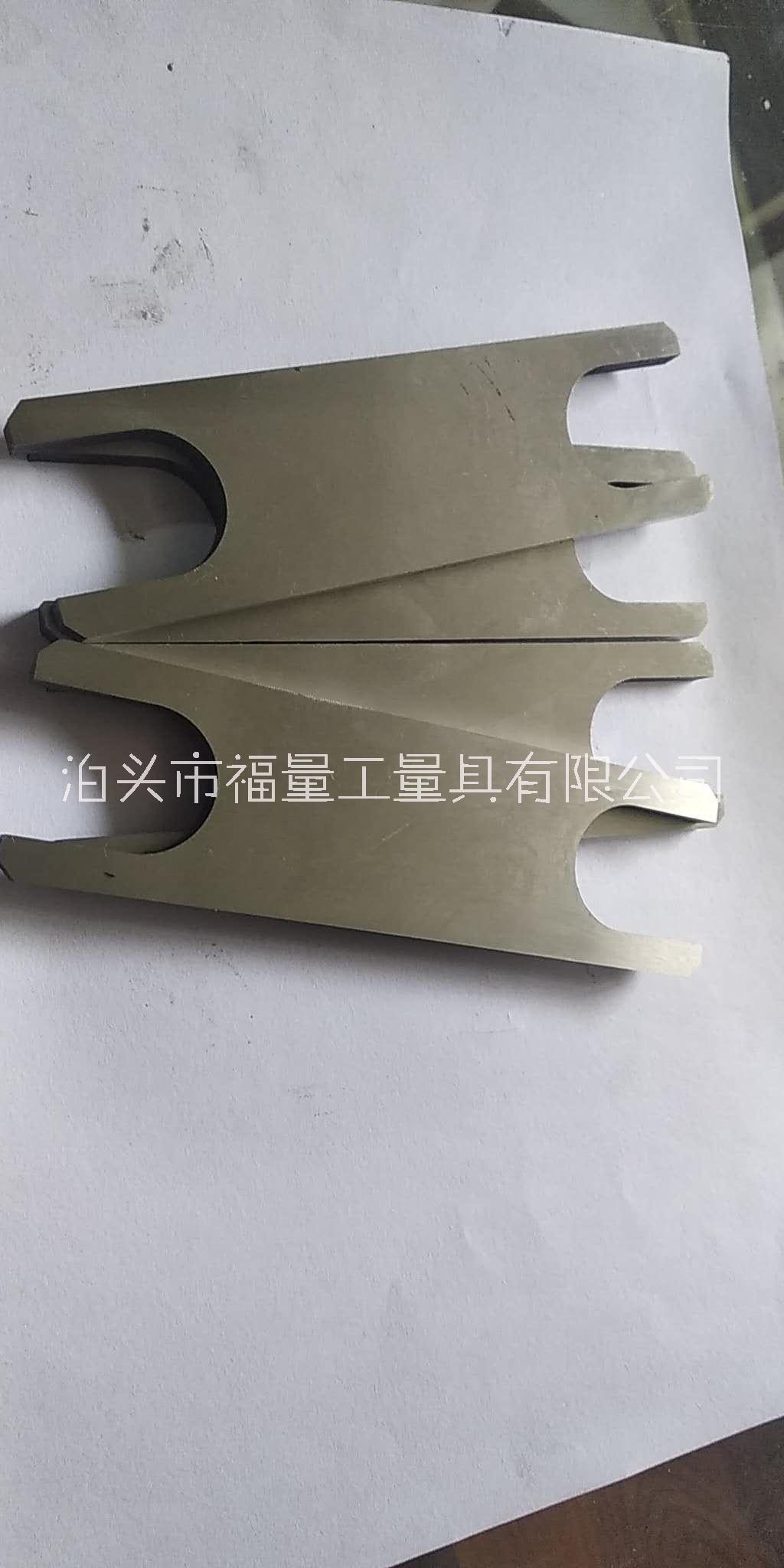
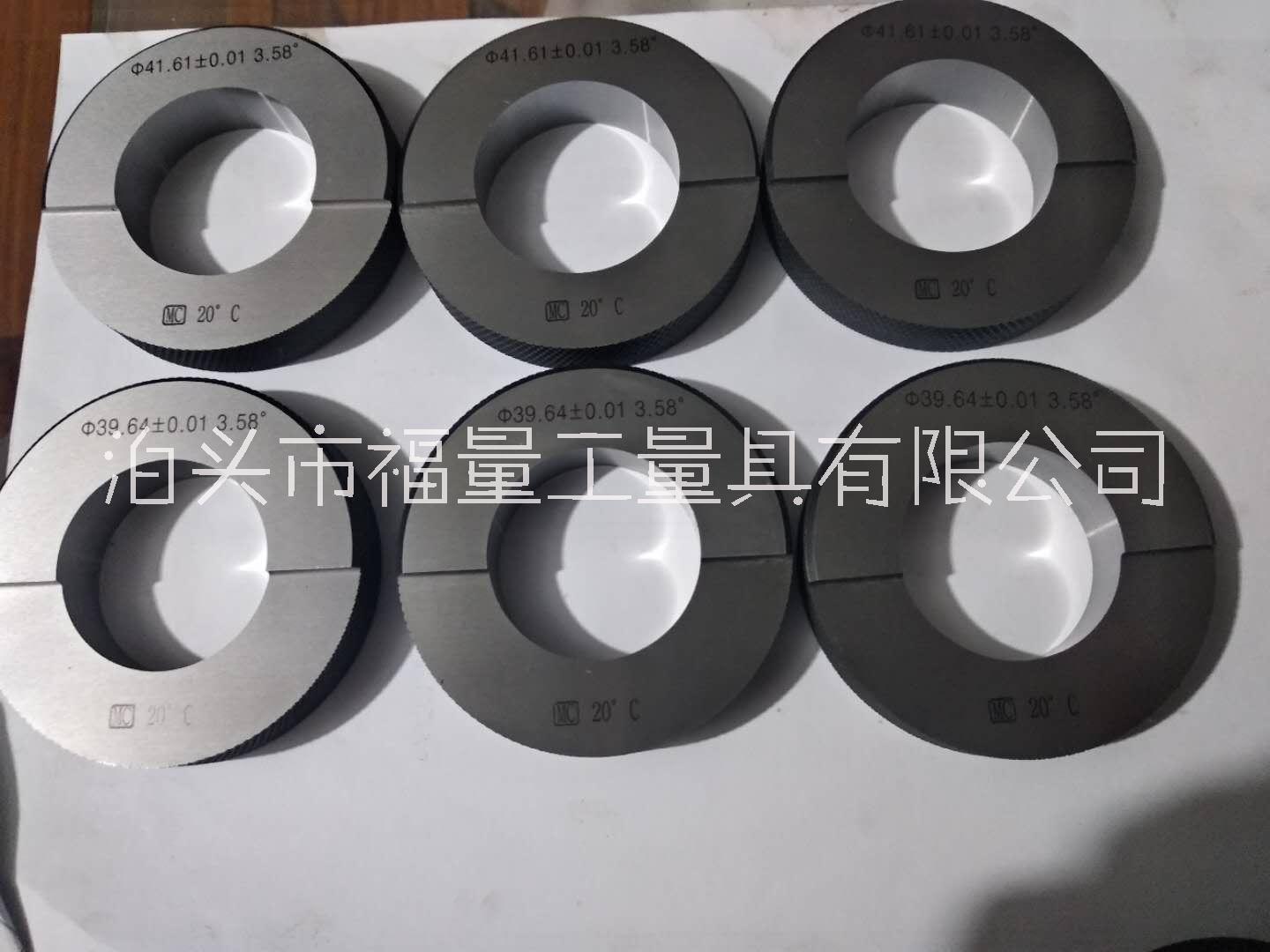
河北供应齿轮花键量规-价格咨询花键规生产厂家可定制齿轮花键通止规用于内外花键加工以后或热处理以后的测量。我厂设计制造的花键量规包括:渐开线花键环塞规、三角花键环塞规、矩形花键环塞规、螺旋花键环塞规、花键大径环塞规等。花键环塞规测量效率高,适用于生产现场内外花键合格、不合格的判断。
花键环规和花键塞规是检测花键最基本最简单的方法。 使用方法如下:
1、全齿通环规检查外花键工件最大有效齿厚。
2、全齿通塞规检查内花键工件最小有效齿槽宽。
3、单齿止环规检查外花键的最小实际齿厚。
4、单齿止塞规检查内花键的最大实际齿槽宽。
5、全齿止环规检查外花键的最小有效齿厚。
6、全齿止塞规检查内花键的最大有效齿槽宽。
花键环规和塞规也可以设计制造成同时检测工件大径和小径的综合检具。量规设计中其他零件用来协助校准,包括定位装置(如轴颈的直径)、底孔,与齿距相关的平面和孔等。
河北供应齿轮花键量规-价格咨询花键规生产厂家可定制
三角形花键量规的设计原则:花键量规的设计应保证工件花键孔与花键轴的配合性质和互换性。保证互换性,就是要保证可装入性。用综合花键量规控制实效边界来实现。实效边界就是最大实体尺寸与形位综合误差形成的边界。花键的误差有齿形误差、周节累积误差和齿向误差。由于这些误差的影响,致使内花键尺寸缩小,外花键尺寸增大。这些误差可以互相补偿。为保证花键的配合性质和互换性,花键公差中规定了综合偏差。
花键的检验方法:
为保证花键的配合性质和互换性,对花键孔与轴常用的检验方法如下:
用综合通端花键塞规控制工件内花键作用齿槽宽的最小值和工件内花键齿形终止圆直径的最小值,检验时应通过工件内花键,同时用非全齿止端花键塞规控制工件内花键实际齿槽宽的最大值,不应通过工件内花键。
用综合通端花键环规控制工件外花键作用齿厚的最大值和外花键齿形起始圆直径的最大值,同时测量跨棒距或公法线平均长度,以控制外花键实际齿厚的最小值。
河北供应齿轮花键量规-价格咨询花键规生产厂家可定制
公司主要生产经销各类:
环规、塞规、光滑塞规、光滑环规、光面塞规、光面环规、对表环规、校对环规 ;
螺纹环规、螺纹塞规、锥度塞规、锥度环规、莫氏圆锥塞规、莫氏圆锥环规;
异性塞环规、米制锯齿形螺纹环塞规、英制圆柱管螺纹环塞规、莫氏锥度环塞规:
美标统一螺纹量规、非螺纹密封的管螺纹环塞规、螺纹密封的管螺纹量规、米制小螺纹环塞规;
英制锯齿形螺纹环塞规、美制爱克母ACME螺纹量规、圆柱螺纹量规、美制航空航天螺纹量规;
对中美制梯形螺纹量规、螺纹规、光滑通止规、左牙螺纹环塞规、NH消防软管螺纹量规;
长度量规、同轴度量规、轮胎气门嘴螺纹量规、美制短牙梯形螺纹量规、非标螺纹量规;
美制60°圆柱管螺纹环塞规、米制短牙梯形螺纹环塞规、美标NPTF干密封锥管螺纹量规;
镀前螺纹环规、镀前环规、镀前螺纹塞规、镀前塞规、螺纹样圈、螺纹样柱、螺纹塞棒、螺纹量棒;
美制螺纹环规、美标环规 、气瓶螺纹环规、气瓶螺纹塞规、钢丝螺套螺纹塞规ST、螺纹深度规、美制塞规;
美制螺纹塞规、美标塞规 、美制螺纹环规、英制环规、英制螺纹环规 、英制塞规、英制螺纹塞规 ;
公制环规、公制螺纹环规 、非标环规、非标塞规、非标牙规、公制塞规、公制螺纹塞规 ;
螺纹规、螺纹牙规、牙规、栓规、栓牙规、环牙规、螺距规、通止规、止通规、螺纹通止规、螺纹止通规;
量针、三针、三线规、针规、光滑塞棒、光滑量棒、塞棒、量棒、销规、键槽规、键槽塞规、卡规、扣规、卡板、测针,机床附件等产品。
泊头市福量工量具有限公司的产品深受国内外客户的认可与好评,我们以真诚的态度赢得了众多客户对我们的信任,同时我们将继续用产品回馈新老客户的厚爱,希望您就是我们的下一位客户!
泊头市福量工量具有限公司的产品深受国内外客户的认可与好评,我们以真诚的态度赢得了众多客户对我们的信任,同时我们将继续用产品回馈新老客户的厚爱,希望您就是我们的下一位客户!







