



厂商 :山东信发磨料磨具有限公司
山东 临沂市- 主营产品:
- 曲轴磨砂轮
- 无芯磨砂轮
- 外圆磨砂轮

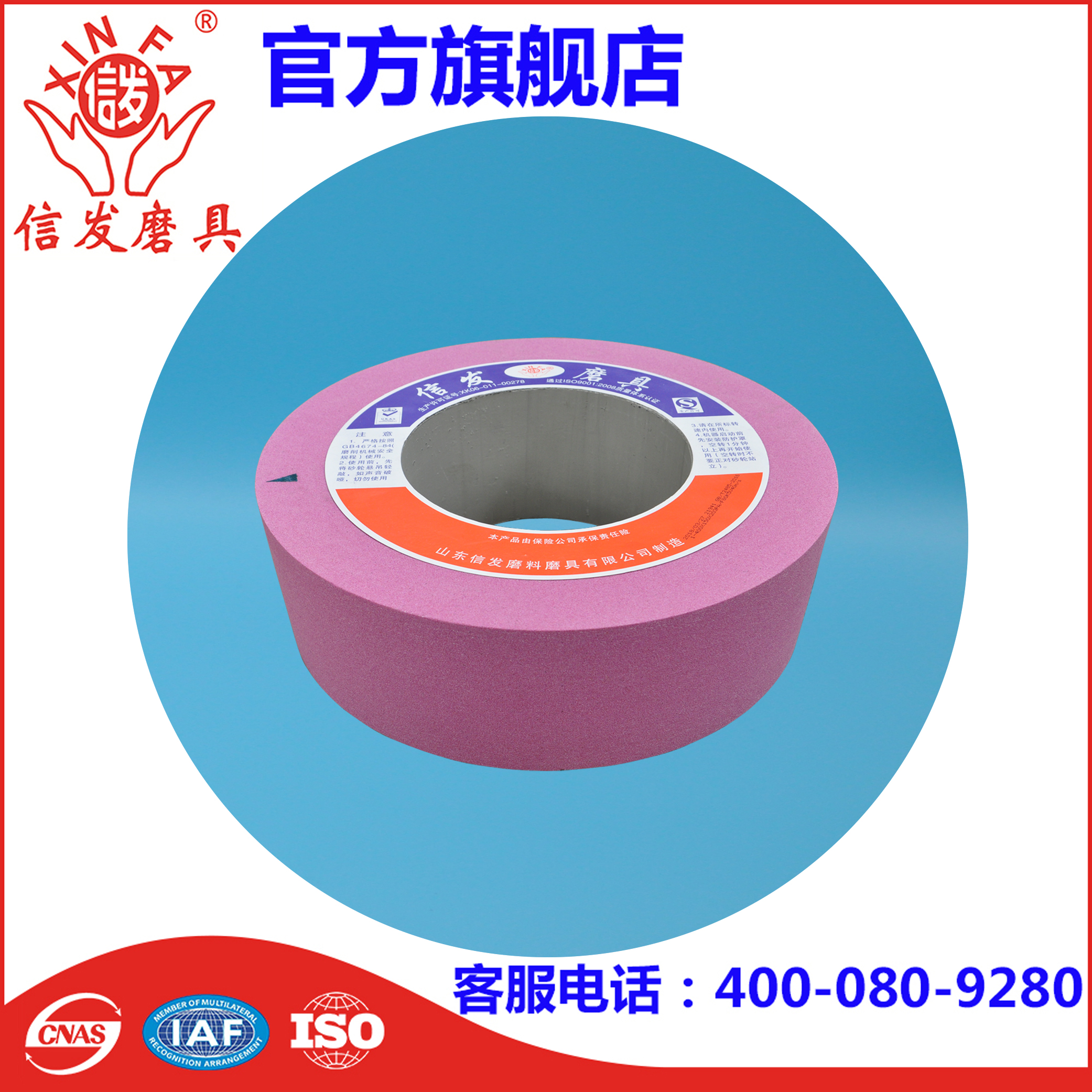
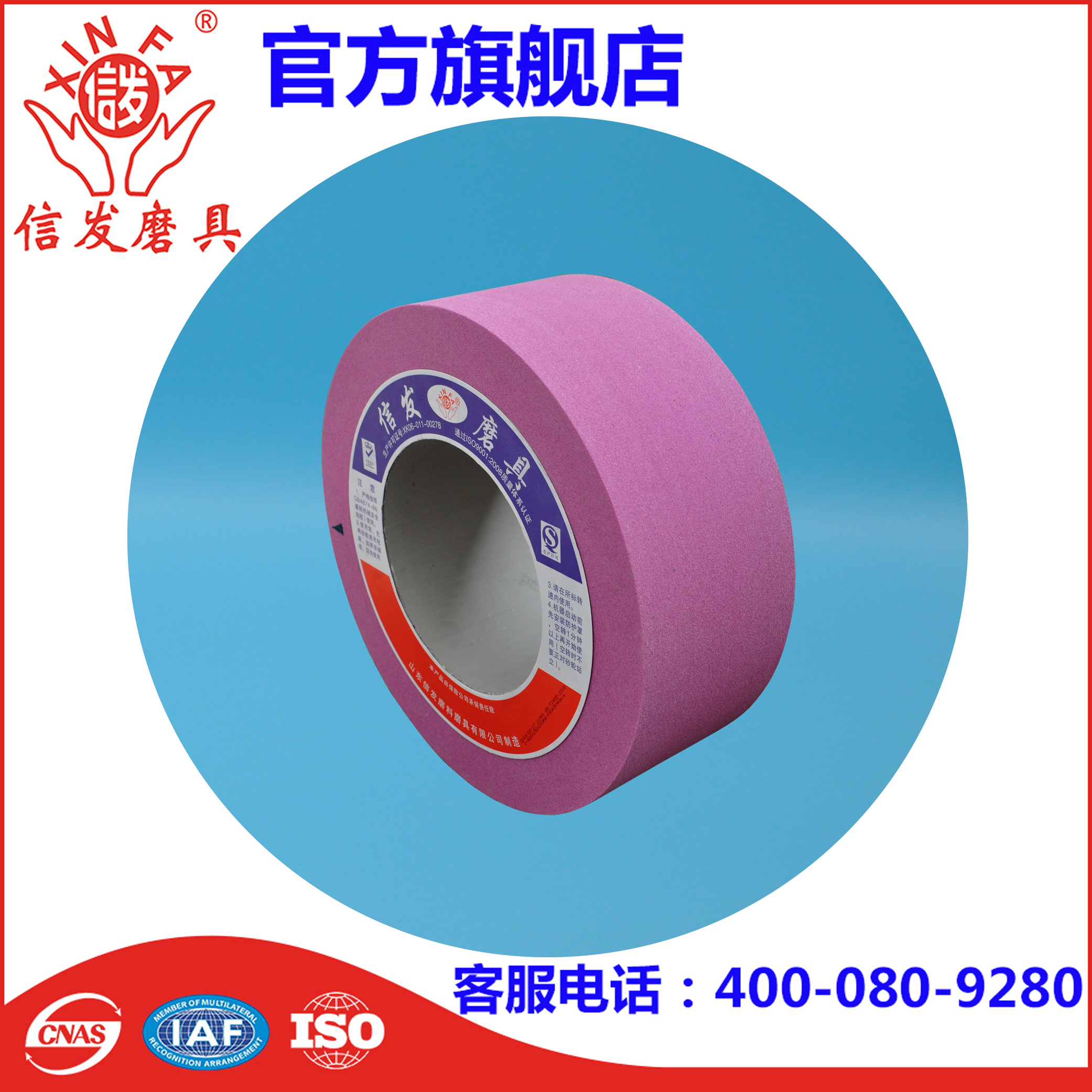
无心磨床砂轮订做 M1050磨床砂轮400*150*203A棕刚玉砂轮 产品:棕刚玉 绿碳化硅 白刚玉 铬刚玉 多款供应 请联系客户 规格:外径*厚度*内孔 400*150*203 材质:棕刚玉 绿碳化硅 白刚玉 铬刚玉 多款供应 请联系客户 粒度硬度:46# 60# 80# 重 量:33KG 匹配磨床:M1050磨床 适用:棕刚玉材质砂轮 硬度高,韧性大,应用广泛,磨削各类碳钢材质,轴承,轴套,轴圈,价格相对其它材质低廉。粒度硬度可根据客户订制。 无心磨磨床砂轮、导轮规格对照表 机床名称 机床型号 砂轮尺寸 导轮尺寸 无心磨床 M1008 P200*50*75 P125*50*50 M1010 M1025 M1020 P250*63*75 P200*63*75 P250*75*75 P200*75*75 P300*100*127 PSA200*100*75 M1040 PSA350*125*127 PSA250*125*75 M1050A P400*150*203 PSA300*150*127 M1080 P500*150*305 M1075K P500*550*305 PSA350*550*203 M1086 P750*500*305 PSA400*500*203 M1280 P350*560*162 P350*560*162 M1083 P600*200*305 PSA350*200*127 M10100 P500*200*305 高精度无心磨床 MG6425 PSA300*100*127 PSA200*100*127 高精度通磨无心磨床 MGT1050 P450*150*250 P350*225*203 宽砂轮无心磨床 M11100 P500*400*305 P350*400*203 常用台式平面磨床,外圆磨床,磨床型号与砂轮尺寸对照表 台式平面磨床 M7120 P250*25*75 M7130 P350*40*127 外圆磨床 M114W P250*20*75 M115W、120W P300*40*127 MBG1420 P300*50*127 MBG1432、M131W P400*50*203 MG1431 P500*50*203 M1432B P500*75*203 普通外圆磨床 M115、M115K(A) P500*100*305 M120、M125K、M131 P600*63*305 M1380 P750*75*305 H-057、061 P900*75*305 M135 P900*125*305 端面外圆磨床 MB1631 P600*75*305 MQ1650 P750*75*305 代号 种类材料 特点 用途 A 棕刚玉 硬度高,韧性大 适用于中该抗张强度金属材料的磨削,如一般碳素钢、合金钢、可锻铸铁、硬青铜 WA 白刚玉 硬度高于棕刚玉,磨粒易破裂,棱角锋利,切削性能好,磨削热量小等 适用于材料较硬、热敏感性较强刚才的磨削。如淬火钢、高碳钢、一半高速钢、合金钢等的磨削。主要用于工具、刃具、磨具、齿轮、螺纹、薄壁零件等的磨削及成型磨削。 PA 铬刚玉 硬度与白刚玉相近,韧性则比白刚玉高,磨粒切削刃锋利,棱角保持型好,耐用度高。 适用于淬火钢、合金钢刀 具及工件的磨削以及量具和仪表等的精密磨削,也适用于成型磨削 SA 单晶刚玉 与棕、白刚玉相比硬度高、韧性大,呈单颗粒球状晶体,具有良好的多棱切削刃,抗破碎性强。 适用于高矾高速钢等硬度高、韧性大及易变形、易工件的磨削加工。 MA 微晶刚玉 磨粒由微小晶体组成,韧性大强度高、强度高,磨粒自锐性好。 适用于轴承钢、不锈钢和特种球墨主铁等的磨削。用于成型磨、切入磨合其他的精度磨削 A/WA 棕白混合磨料 具有棕、白刚玉两者的优点。 适用于球墨铸铁曲轴、凸轮轴等工件的磨削及其他磨削 GC 绿碳化硅 硬度高、脆性大、磨粒锋利、导热性好。 适用于硬质合金工具、不锈钢,工件及有色金属、非金属等的磨削 C 黑碳化硅 硬度高、性脆、磨粒锋利,具有一定的导热性 适用于有色金属及非金属材料的磨削 粒度号 适用范围 4、5、6、8、10、12、14、16、20、22、24、30 用于粗磨及半精磨等 36、40、46、54 用于一般要求的半精磨等 60、70、80、90、100 用于一般要求的精磨等 120、150、180、220、240、W63,W50,W40,W28,W20 用于研磨、螺纹磨等 W14,W10,W7,W5,W3.5,W2.5,W1.5,W1.0,W0.5 用于镜面磨、精细抛光等 磨具硬度是指在磨削加工时,磨粒从磨具的表面脱落的难以程度 1 在一般情况下,硬度较软的砂轮用来磨削较硬的工作,硬度较硬的砂轮用来磨削较软的工件。 2 磨削时,工件于磨具的接触面大或进给量大时,应把磨具硬度选软些,成型磨削时,为保证工件几何形状的精度,可适当提高磨具的硬度。3 磨削导热性能差的工件与刃磨刀 具时,为避免,退火,磨具硬度应选软些。4 高速磨削时,磨具硬度应软些;干磨比湿磨的磨具硬度硬,应该选软些。

曲轴磨砂轮 无芯磨砂轮 外圆磨砂轮 内圆磨砂轮 平异型砂轮
 公司简介
公司简介

 山东信发磨料磨具有限公司
山东信发磨料磨具有限公司
-
 欢迎光临-外圆磨砂轮现货 外圆磨砂轮生产厂家-山东信发磨料磨具有限公司
欢迎光临-外圆磨砂轮现货 外圆磨砂轮生产厂家-山东信发磨料磨具有限公司
-
 【真不错】曲轴磨砂轮现货 曲轴磨砂轮厂家联系电话-山东信发磨料磨具有限公司
【真不错】曲轴磨砂轮现货 曲轴磨砂轮厂家联系电话-山东信发磨料磨具有限公司
-
 走进这个行业,内圆磨砂轮定做 内圆磨砂轮厂家联系方式-山东信发磨料磨具有限公司
走进这个行业,内圆磨砂轮定做 内圆磨砂轮厂家联系方式-山东信发磨料磨具有限公司
-
 性价比高平面磨砂轮现货 平面磨砂轮厂家供应【山东信发磨料磨具有限公司】
性价比高平面磨砂轮现货 平面磨砂轮厂家供应【山东信发磨料磨具有限公司】
-
 都说挺不错,陶瓷砂轮厂家直销 陶瓷砂轮销售定做-山东信发磨料磨具有限公司
都说挺不错,陶瓷砂轮厂家直销 陶瓷砂轮销售定做-山东信发磨料磨具有限公司
-
 备注!无芯磨砂轮厂家哪家好 销售无芯磨砂轮-山东信发磨料磨具有限公司
备注!无芯磨砂轮厂家哪家好 销售无芯磨砂轮-山东信发磨料磨具有限公司
-
揭秘:轴承沟道磨砂轮销售 轴承沟道磨砂轮厂价出售-山东信发磨料磨具有限公司
-
 追踪:工具磨砂轮工厂直销 工具磨砂轮订购-山东信发磨料磨具有限公司
追踪:工具磨砂轮工厂直销 工具磨砂轮订购-山东信发磨料磨具有限公司
-
认真选择平异型砂轮非标定制 平异型砂轮哪家好-山东信发磨料磨具有限公司
-
(厂家每日推荐)砂轮现货 砂轮厂家销售热线【山东信发磨料磨具有限公司】