


厂商 :江苏舜龙管业科技有限公司
江苏 宿迁市- 主营产品:
- 钢衬复合管
- 钢塑管
- 外涂塑复合管
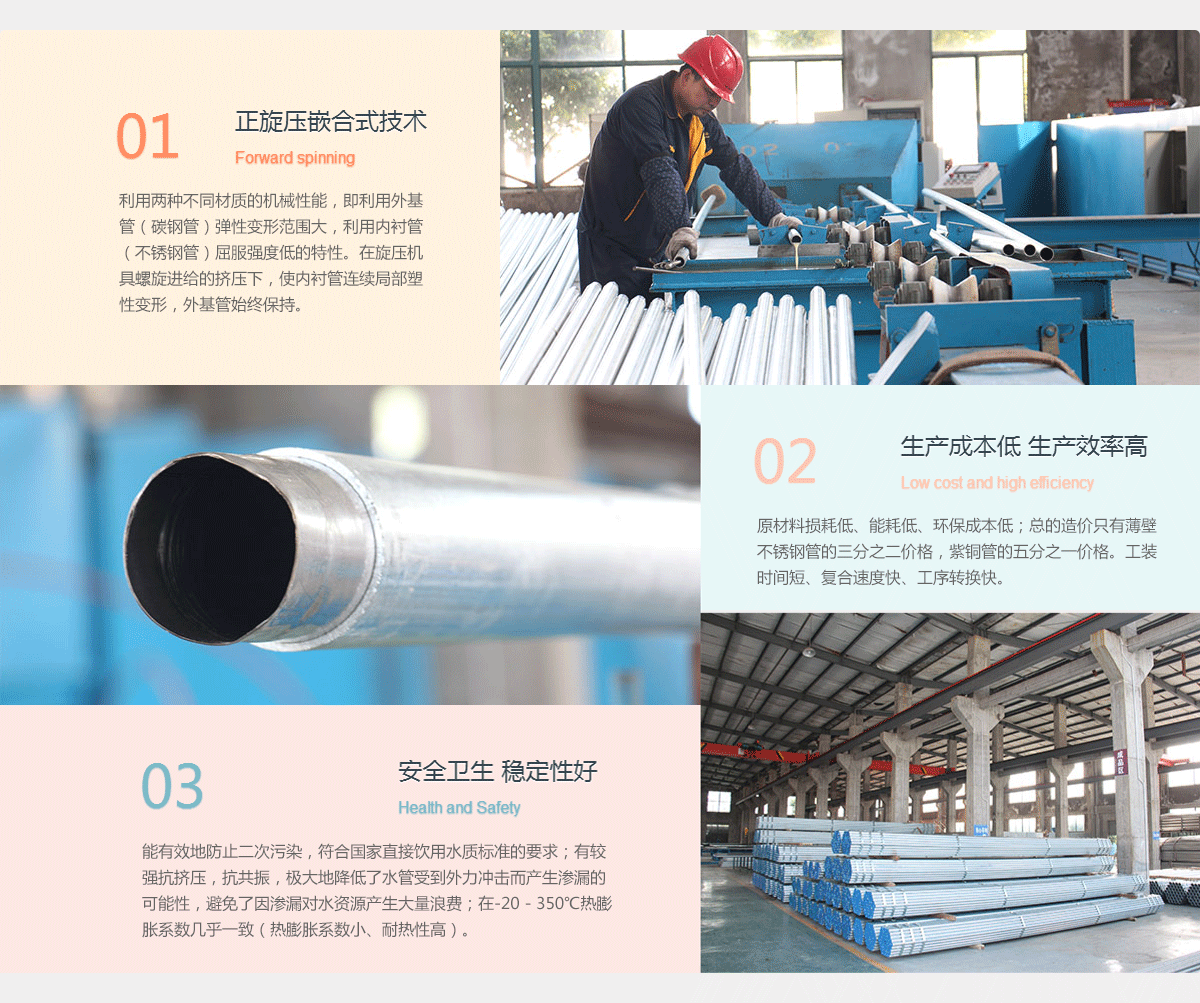
内衬不锈钢复合管公司生产工艺方法主要有以下四种: 机械滚压法、爆炸复合法、拉拔复合法、液压复合法。 折叠机械旋压法 形成机理: 利用两种不同材质的机械性能,即利用外基管(碳钢管)弹性变形范围,利用内衬管(不锈钢管)屈服强度低的特性。在滚压机具螺旋进给的挤压下,使内衬管连续局部塑性变形,外基管始终保持在弹性变形范围之内。当外力去除后,外基管弹性收缩,内衬管由于已呈塑性变形无法收缩。从而达到内衬管外表面强力的嵌合在外基管的内表面中,复合成型。 特点: 1、防腐性好:能有效地防止二次污染,符合国家直接饮用水质标准的要求; 2、强度高:有较强抗挤压,抗共振性,极大的降低了水管受到外力冲击而产生渗漏的可能性,避免了因渗漏对水资源产生大量浪费; 3、稳定性好:在-20~350℃热膨胀系数几乎一致(热膨胀系数小、耐热性高); 4、管壁光滑、均匀,不结垢,通径有保障,输送能耗低; 5、采用传统工艺连接,安全、灵活、可靠; 6、降低热能损耗,不锈钢管的保温性能是铜材料水管的24倍,大量地节约了热水输送中的热能损耗; 7、性价比优:总的造价只有薄壁不锈钢管的三分之二价格,紫铜管的五分之一价格。 技术参数: 基管类型:镀锌钢管,食品级304不锈钢管 复合压力:结合强度高于行业标准所要求的0.2MPa 执行标准:使用压力符合GB/T8163-2008、GB/T3091-2008规定 接口类型:丝扣、沟槽、焊接以及法兰连接 代表厂家: 折叠爆炸复合法 形成机理: 将装配好的内外管放置在水槽内,将集束炸药放置在内衬管轴线上,通过炸药瞬间生产的爆炸力,引起水槽内水压瞬间增高,瞬间增高的水压,在瞬间内推动内衬管在直径方向向外扩张,向外扩张的内衬管在水压的作用下,扩张置外基管的内表面上,并在水压的作用下,随外基管继续扩张,直至压力消失;而外基管在轴向方向向内收缩,最终复合成形。 特点: ① 一次性瞬间成形。 ② 各点的压力基本相同。 影响复合品质的因素: ① 由于外基管内表面不规则,造成外基管壁厚不均匀。 受双金属复合管成形基理的限制,要使外基管处于弹性变形范围,不均匀的外基管壁厚,使得批量生产,在装填炸药时,用量上受到限制。药量大了,瞬间冲击波大,外基管易发生永久变形,甚至不安全,使得结合力反而下降;药量小了,冲击力小,内衬管达不到一次性充分塑性变形,导致双金属复合管结合力小。通常为0.5 MPa左右。由于爆炸成形工艺的特点,导致内衬管轴向方向向内收缩。为了保证管口整圆,不得不进行二次校正。 ② 由于结合力小,使得内外管环状结合面间隙大,内衬管在管端焊接处,将反复承受介质输送过程中,压力交替变化的扭动、折弯,致使连接处出现材料疲劳、开裂,导致耐腐蚀性能下降-(折翘现象)。 ③ 由于装填炸药用量上受到限制,内衬管达不到充分的塑性变形。由于冲击波产生的反作用力小,内衬管内表面压应力达不到充分的体现,内衬管直缝焊接处仍处于拉应力状态。致使内衬管表面整体,尤其是直缝焊接处,抗热应力腐蚀的能力下降。 代表厂家:未知 折叠液压复合法 形成机理: 将装配好的内外管完全密封-呈密闭长筒,再将液体注入筒内,逐步加压筒内的液体,使得内衬管逐步的在直径方向向外扩张,在轴向方向向内收缩。通过连续逐步施压,使得内衬管最终达到塑性变形,外基管仍处于弹性变形范围内,当通过压力表判定内外管已达到塑性变形,外基管处于弹性变形要求时,施放压力,复合形式。 特点: ① 逐步加压成形。 ② 密闭长筒内各点压力相同。 ③ 不破坏内管的不锈钢表面 ④ 适合大口径双金属复合管复合工作 ⑤ 高压力的液压复合使结合强度远远高于行业标准 技术参数: 基管类型:无缝钢管、直缝焊管或螺旋焊管及食品级304不锈钢管 复合压力:结合强度高于行业标准所要求的0.2MPa 执行标准:使用压力符合GB/T8163-2008、GB/T3091-2008规定 接口类型:焊接以及法兰连接 产品用途: 广泛应用于水务、水利水电工程、石油化工工程、燃气工程、消防工程、学校医院、工业与民用建筑工程等 代表厂家: 折叠拉拔复合法 形成机理: 将装配好的内外管,通过一个带有锥度的(通常锥度为1:25、1:50),最大轮廓外圆尺寸固定的模具,沿内衬管轴线拉拔前行。通过拉拔模具挤压、扩张的方式,将内衬管在直径方向复合到外基管的内表面上,并通过继续扩张使外基管也处于弹性变形的范围内。当外力去除后,内衬管呈塑性变形无法收缩,外基管处于弹性变形呈收缩趋势,但受内衬管的限制,外基管内表面强力的嵌合在内衬管的外表面上,复合成形。 特点: ① 成形工艺简单、有效。 ② 复合管内表面圆整度好。 影响品质的因素: ① 由于外基管内表面形状不规则,不平高度影响了模具轮廓最大外圆尺寸全行程的通过。 拉拔模具最大轮廓是机械加工的整圆,必须沿轴心线平行前行。模具与内衬管的材质为硬钢于软钢,在拉拔扩张过程中,模具嵌入在内衬管内表面中。当外基管不规则的内表面影响拉拔模具通过时,会造成拉拔模具轴线与内衬管轴线形成夹角,扩大了模具最大轮廓直径。当出现对称的不平高度时,由于作用在拉拔模具上的力,在3600方向上是对称的,这样就会造成拉拔模具无法避让。两种现象都会使内衬管受挤压处弯曲变形加大,造成拉拔模具最大轮廓处,切削内衬管表面,引起表面光洁度的破坏,甚至无法通过。这种状况在复合较大直径的双金属复合管时更为明显。 为了保证表面品质和功效,通常采用减小拉拔模具最大轮廓尺寸,因此复合后的双金属复合管结合力小。通常仅为0.2~0.3MPa之间。 ② 由于结合力低使得内外管环状结合面间隙大,内衬管在管端焊接处将反复承受介质输送过程中,压力交变的扭动、折弯,致使连接处出现材料疲劳、开裂,导致耐腐蚀性能下降-(折翘现象)。 ③ 由于内衬管没有达到充分的塑性变形,内衬管内表面由作用力与反作用力产生的表面压应力,达不到充分的体现,表面压应力几乎没有反映。此时,内衬管中直缝焊接处仍处于拉应力状态,因此内衬管表面整体,尤其是直缝焊接处,抗热应力腐蚀能力下降。另外,采用拉拔工艺,拉拔模具呈直线运动,内衬管表面始终处于拉应力状态。 折叠编辑本段双金属复合管主要参数: 折叠结合力: 即内外管的结合紧密程度,是双金属复合管最主要的检测指标。 城镇建设部行业CJ/T192-2004标准和中石油天然气SY/T6623标准规定最小为0.2Mpa与0.5Mpa,江苏众信生产的可达到0.8-1.6Mpa,多数企业的产品维持在0.5Mpa。 折叠双金属复合管相比于纯合金管的性价比优势: 合金价格越高,采用双金属复合管节省的成本也就越多。 折叠编辑本段双金属复合管适用领域: 折叠民用领域: 冷、热水管、直饮水管、供暖、太阳能、地源热泵;民用建筑给水管、配水干管;空调循环管、精装修高档商品房给水管等。 折叠工业领域: 石油天然气集输管线、油气井套管、污水回注管线;化工换热器管束;电力除盐水、脱硫管线等。冶金、海水淡化、医药化工、污水处理、新能源、食品加工等行业。 折叠编辑本段双金属的连接方式: 外基管多数采用的是镀锌管,沿用了镀锌管成熟的连接方式: 1、螺纹连接(俗称丝扣连接),适用于DN15-DN100,执行GB7306-2和GB3287-1982标准; 2、沟槽卡箍连接,适用DN100以上,执行CJ/T156标准; 3、法兰连接,视情况而定,一般DN100以上采用,法兰等由厂家定做,并在连接处配上专用硅胶层; 4、焊接连接,据实际工况采用焊接,执行YB/T5092-2005和JB/T4747-2002标准,一般采用三层焊,先氩弧焊封底,再焊过渡层,最后手工电弧焊填充盖面。


钢衬复合管 钢塑管 外涂塑复合管 复合管 双金属复合管 内衬不锈钢管件 内衬不锈钢复合管 不锈钢复合管

 公司简介
公司简介
江苏舜龙管业科技有限公司(简称“江苏舜龙管业公司”)成立于2003年,位于江苏省宿迁市经济开发区,是一家专业研发、生产、销售内衬不锈钢复合管材、管件的大型高科技企业;公司占地面积20万平方米、注册资金一亿元,拥有微电脑控制的五台机组共30条自动化生产线,主要生产DN10— DN2000规格的内衬不锈钢复合钢管及管件,年产量35万吨,销售收入近40亿元。

公司与江苏、上海、浙江等地的高等院校合作开发系列管道产品,不断提高产品技术创新和自主研发能力,拥有强大的专业技术力量,积累了成熟可靠的制造、安装经验,是目前国内最大的内衬不锈钢复合管生产制造基地。
公司严格按CJ/T192---2004、ISO9001— 2000质量管理体系组织生产,拥有自主开发的先进检测设备和完善的检测手段,在行业内率先推出双金属管涡流探伤仪和窥探仪等检测设备,逐根电脑分析并将数据存档、刻录成光盘备查,确保产品出厂合格达100%。
公司始终坚持“树团结拼搏、立精益求精、争行业领先、做诚信务实”的企业精神,通过自身不断发展与完善,为客户提供专业、细致、高效、全面的服务。
公司目前旗下有员工500人,其中研发人员20人、高级工程师10人、具有大专以上文化的技工人员占百分之八十;公司一贯坚持“质量第一,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国近三十多个省、市、自治区以及远销东南亚、欧美等国家。
主要产品有:内衬不锈钢复合管、外覆不锈钢复合管、内衬不锈钢外涂塑复合管、内衬塑复合管、内外涂塑管、复合管件、钢塑管内衬不锈钢复合管,镀锌管内衬不锈钢复合管,无缝管内衬不锈钢复合管,衬塑管,内外涂塑管,内衬不锈钢复合管管件等。
用途领域:自来水给水、建筑给排水,建筑冷热水系统,化工领域,暖通领域,等。
公司竭诚与国内外商家双赢合作,共同发展,共创辉煌!

 江苏舜龙管业科技有限公司
江苏舜龙管业科技有限公司







