


厂商 :天津市达利普石油管材有限公司
天津市 天津市- 主营产品:
- 石油套管
- 石油油管
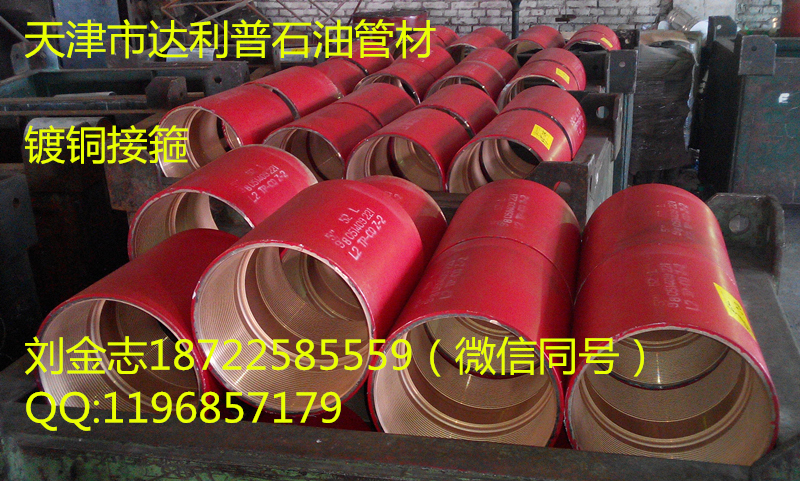
- 油套管接箍
对油管接箍、套管接箍进行磷化处理的预处理技术质量目标是增加螺纹的连接强度,改善密封性能,并有效避免粘扣情况。确保磷化膜达到技术要求的厚度时检测方法十分关键
油管接箍和套管接箍 工件的温度应为25-30℃。确定检测油、套管接箍表面磷化膜的部位十分重要。相比较而言,油、套管接箍的螺纹部位是生成磷化膜***困难的部位。因而不应选择螺纹部位不应在接箍的“端面”或外表面对磷化膜的厚度进行检测才会真实。由于接箍在上扣时靠近“端面”的螺纹比靠里面的螺纹所受到的应力要大很多,硫酸铜检测的部位应该是靠近“端面”的前5圈螺纹,而且硫酸铜检测溶液的释放量应该是过量的
油管接箍螺纹螺距误差的控制
油管接箍螺距误差在油管螺纹连接时的累积手紧间隙值中所占比例大,达50%,因此螺距误差是影响API油管螺纹密封性能的***主要因素。在靠模车床和数控车床上加工油管螺纹都是工件旋转,而螺纹车刀(或梳刀)沿工件轴线按所要求的螺距参数等量平移,工件的螺距精度主要靠车床相关部件的运动精度来保证。固然油管螺纹零件的螺距误差接近或超过累积螺距公差状态的情况极少,但一旦出现,对成批零件密封性能的影响则是致命的。为了减小工件的螺距误差,保证油管螺纹连接密封性能
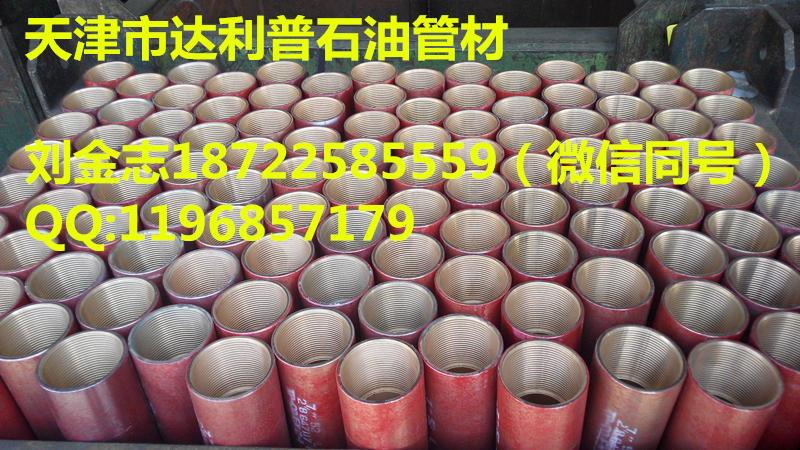
用于油井内输送石油和自然气的钢管,安装于套管内,油气从油管内流升至井口。油管一般都用接箍连接,接箍两端有螺纹,因此油管螺纹是油管间连接的重要环节。
油管螺纹牙型尺寸有两种,一种为每英寸8牙的圆顶圆底的V形锥管螺纹,一种为每英寸10牙的圆顶圆底的V形锥管螺纹。
油管扣与普通螺纹相比具有很多特点,它可拆性好,连接强度高,它的牙型分布在1:16的圆锥体上,技术要求高。油管螺纹加工完后应试压,试压要求用规定的螺纹脂(丝扣油)并经过机紧后在规定的小静水压试验压力下不出现渗漏(并保持规定的时间)。一般为25MPa~45MPa,保压5分钟左右
天津市达利普石油管材有限公司
刘金志
手机(微信):18722585559
QQ:1196857179
邮箱:jose@dlpoctg.com
真诚期待您的来电垂询!我们将竭诚为您服务!

-
 供应出口科威特L-80石油套管短接|VAM TOP扣油管短节专业厂家现货
供应出口科威特L-80石油套管短接|VAM TOP扣油管短节专业厂家现货
-
 专业厂家直销油管接箍变扣接头/管箍/转换接头(PIN*BOX)加工厂低价现货
专业厂家直销油管接箍变扣接头/管箍/转换接头(PIN*BOX)加工厂低价现货
-
 厂家现货P110石油套管/石油油管/油管接箍/套管接箍/加工厂可按需定做
厂家现货P110石油套管/石油油管/油管接箍/套管接箍/加工厂可按需定做
-
 天津达利普石油油管/EUE油管短接/油套管短节 1.315寸到20寸石油套管油管厂家现货
天津达利普石油油管/EUE油管短接/油套管短节 1.315寸到20寸石油套管油管厂家现货
-
 FH钻杆转换接头|VAM油管转换接头|NC38钻杆提升短节
FH钻杆转换接头|VAM油管转换接头|NC38钻杆提升短节
-
 1.9”油管短接|短油管|短节加重油管|TBG油管短节低价现货
1.9”油管短接|短油管|短节加重油管|TBG油管短节低价现货
-
 抗硫P110S石油套管|P110SS钢管|P110SS油管厂家低价加工
抗硫P110S石油套管|P110SS钢管|P110SS油管厂家低价加工
-
 供应油管短节1.9加厚油管短接 平式油管短节 大头油管短接现货
供应油管短节1.9加厚油管短接 平式油管短节 大头油管短接现货
-
 加厚油管短接墩粗油管短接 VAM TOP扣 PH6特殊扣油管短节加工可来料定做
加厚油管短接墩粗油管短接 VAM TOP扣 PH6特殊扣油管短节加工可来料定做
-
 变扣油管接箍2-7/8*1.66 B*p油管转换接头加长内衬油管接箍
变扣油管接箍2-7/8*1.66 B*p油管转换接头加长内衬油管接箍