厂商 :长汀县洪林木工机械有限公司
福建 龙岩市- 主营产品:
- 圆木多片锯
- 方木多片锯
- 清边锯
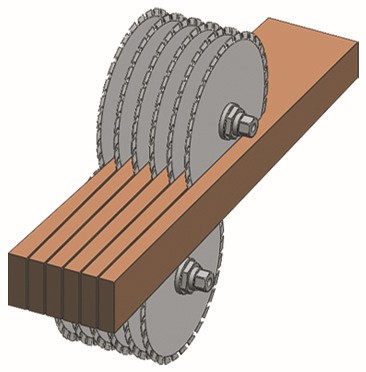
多片锯锯片一般用于木材的加工,如:杉木、杨木、松木、桉木、进口木材及杂木等,广泛用于圆木加工、龙骨加工、家俱制作等行业,简易多片锯一般可以安装3-6片锯片,大型的多片锯甚至可以安装40片以上,大大提高了工人的工作效率。多片锯锯片一般都带一定数量的散热孔和热胀槽,或者设计多个**,以达到更好的散热效果,使排屑更加通畅。




多片锯锯片一般用于木材的加工,如:杉木、杨木、松木、桉木、进口木材及杂木等,广泛用于圆木加工、龙骨加工、家俱制作等行业,简易多片锯一般可以安装3-6片锯片,大型的多片锯甚至可以安装40片以上,大大提高了工人的工作效率。多片锯锯片一般都带一定数量的散热孔和热胀槽,或者设计多个**,以达到更好的散热效果,使排屑更加通畅。






