厂商 :重庆礼之鑫科技有限公司
重庆市 重庆市- 主营产品:
RVP系列
自动高精密影像测量仪



产品在不断改进,当外观发生变更时,恕不另行通知,均以实物为准
品质特征
u 高精度大理石座与立柱。
u 精密直线导轨,拥有极高的直线性。
u 三轴伺服马达及驱动器全闭环控制系统
u 美国TEO彩色工业级高清1/3”720线CCD。
u 可程控四环八区LED表面光,直轴轮廓光(可选配同轴光)。
u 精密光学尺0.5um高分辨率
u 功能强大的测量软件,可自动编程测量,全电脑控制。
技术规格
|
|
RVP3020 |
RVP4030 |
RVP5040 |
|
|
仪器参数 |
||||
|
测 |
X |
300 |
400 |
500 |
|
Y |
200 |
300 |
400 |
|
|
Z |
200 |
200 |
200 |
|
|
工 |
工作台面 |
640*410 |
740*510 |
840*610 |
|
玻璃台面 |
360*260 |
460*360 |
560*460 |
|
|
承重 |
60kg |
60kg |
60kg |
|
|
影 |
CCD |
美国TEO高分辨率彩色摄像机720TV线 |
||
|
变焦物镜 |
变倍镜头0.7-4.5X |
|||
|
放大倍率 |
30-235X |
|||
|
工作距离 |
82mm |
|||
|
显示分辨率 |
0.5um |
|||
|
线性精度(μm) |
XY轴≦(3+L/200)um,Z轴≦(5+L/200)um |
|||
|
外形尺寸(mm) |
840*620*1680 |
1000*720*1680 |
1200*820*1680 |
|
|
仪器重量(kg) |
450kg |
530kg |
650kg |
|
|
照明 |
可程控四环八区LED表面光及轮廓光 |
|||
|
电源 |
220V±10%(AC) 50HZ |
|||
|
保修期 |
24个月 |
|||

机 台 配 备
|
序号 |
名 称 |
单 位 |
数 量 |
|
1 |
大理石底座;工作台及立柱 |
台 |
1 |
|
2 |
X Y Z轴研磨级滚珠丝杆 |
条 |
2 |
|
3 |
三轴精密P级直线导轨 |
条 |
6 |
|
4 |
三轴高分辨率光学尺0.5 um |
套 |
3 |
|
5 |
手动变倍带卡位光学镜头(影像放大28X-245X) |
个 |
1 |
|
6 |
美国TEO工业级高分辨率720线彩色CCD |
个 |
1 |
|
7 |
RenZ MEASURE软件带摇杆 |
套 |
1 |
|
8 |
软件使用手册 |
本 |
1 |
|
9 |
加密锁 |
个 |
1 |
|
10 |
联想品牌电脑主机+19"液晶显示器+键盘+滑鼠 |
套 |
1 |
|
11 |
滑鼠垫 |
块 |
1 |
|
12 |
标准校正块 |
块 |
1 |
|
13 |
影像卡 |
张 |
1 |
|
14 |
光学玻璃 |
块 |
1 |
|
15 |
电源线 |
条 |
4 |
|
16 |
搬运螺孔手柄 |
个 |
4 |
|
17 |
合格证 |
份 |
1 |
|
18 |
品维修卡 |
份 |
1 |
|
19 |
机台配备清单 |
份 |
1 |
|
20 |
检验报告 |
份 |
1 |
一、 功能:包括三次元、二次元、工具显微镜、投影仪的功能。
二、 功能强大的2D/3D测量系统
①光学座标系统为基点测量产品的任意二维尺寸。
②探针座标系统为基点测量产品的三维空间及二维平面尺寸。
③采用相同的座标系统,使用测头的三维测量可与影像二维混合使用或使用影像的二维平面与三维立体测量结合。
全自动编程:光学测量及探针测量可同时在一组编程中混合使用。
测量软件主要功能如下:
(1) 测量元素种类齐全:
能直接测量12种元素(点、直线、圆、圆弧、椭圆、矩形、槽形、○形环、距离、角度、开云线,闭云线)。
能测量闭合云线的周长,面积及重心,使用三次插值算法,为目前最准测量云线的方法。采样点越多,越精准。
可以通过影像测量平面度,及锥角。


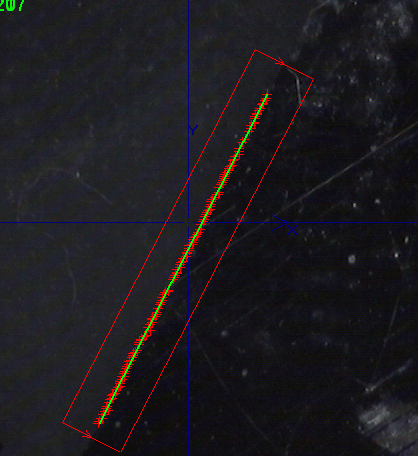
(2) 超强寻边算法,确保寻边准确无误.
下图的直线外围,阴影部分很多,一样可以准确的找到线的边缘.

成像边缘不清晰,一样可以准确的找到边缘.

(3) 宏测量功能
宏测量功能就是,将一些测量,构造命令关联到一个按钮上。点击按钮,即开始执行宏测量功能,宏测量功能会自动完成构造动作,减少用户操作鼠标次数,提高工作效率。
软件提供了16组宏测量功能,用户可以自己编辑宏测量功能按钮的图标。宏测量功能的界面如下:

(4) 自动判别测量(自动识别线,圆,弧)
点击![]() ,然后用鼠标圆圈去套住工件的边缘,即可自动寻边得到线,圆或者弧.如下图,会自动框住圆.
,然后用鼠标圆圈去套住工件的边缘,即可自动寻边得到线,圆或者弧.如下图,会自动框住圆.
(5) 元素构造:
元素构造功能强大。元素构造提供10种构造法(【平移】、【旋转】、【提取】、【组合】、【平行】、【垂直】、【镜像】、【对称】、【相交】、【相切】)构造几何元素。元素构造使得用户轻松应付一些难以测量的元素,从而提高工作效率。
构造元素以元素类型为导向。有多种构造结果时,提供各种构造结果以供用户选择。比如:两点构造直线,可以将两点连起来形成一条直线,也可以求这两点的对称线,所以有两种构造方法.软件中会弹出如下界面:
n 选择组合法,点击确定,即将两点连线
n 选择对称法,点确定,即求两点的对称线
(6) 显示结果丰富
对各种元素的测量结果显示﹐其信息量大﹐能满足各种客户的需要。并可设置哪些内容显示,哪些内容不显示﹐也可以对单个元素进行单独设置其显示信息。也可对同类元素进行设置,下图是圆元素的显示信息设置对话框
(7) 超差红色警示
如果测量结果超差,会指示是哪项内容超差,并将该项显示成红色,对应的图形也会变成红色,如下图
(8) 能显示光学放大倍率和屏幕放大倍率
下图中显示了光学放大倍率与屏幕放大倍率,屏幕放大倍率是由软件自动计算得到的,并能显示一个像素相当于多少mm。
(9) 能建立多重工件坐标系:
可根据图纸建立多重工件座标系。实现各坐标系之间的座标变换;能方便地实现直角坐标系与极坐标系之间的相互转换;能实现各工件坐标系的存储和调用。下图是建立了两个座标系后的图形.
建立座标系后,如果选择了十字线旋转功能,十字线会作旋转,指示座标系的旋转方向
(10) 建立用户程序方便快捷:
可以通过平移和旋转建立用户程序。下图为平移和旋转建立的两个用户程序:
通过这两种方法,能大幅提高工件的编程效率。特别是一些工件上,测量元素排列有规律时,这种编程方法非常快捷高效。
软件提供超差暂停功能和测量失败暂停功能,如果在运行用户程序时,出现测量异常,
(11) 编辑修改用户程序,直观方便。
可以删除,插入任一元素,包括座标系。可以查看某个元素的寻边状况,及改变寻边测量的环境。如果有必要,可以重新测量一个元素,以改变它的测量方法及环境。
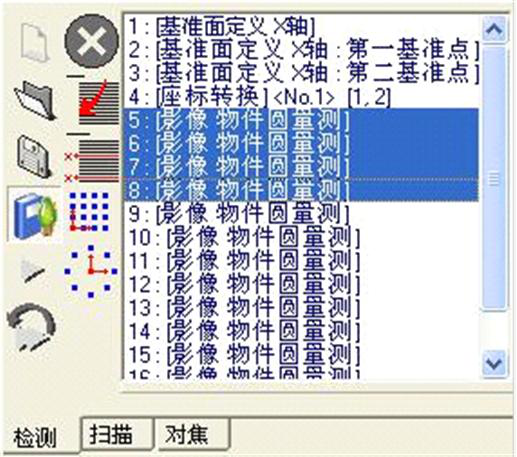
(12) 机器自动测量过程中可进行手动测量
如果客户在测量某个,或某几个元素时,希望手动测量它,而不希望机器自动去测,软件可以轻松实现。软件提供了断点设置功能,可在要手动测量的元素地方,设置断点,则机器运行到该处时,会自动停下来。 如下图: 第七个圆与第11圆,为手动测量
(13)运行用户程序时,可将数据自动对齐导入到Excel中.
(14) 运行用户程序时,可将数据自动导入到专业的SPC软件中.
在我们专业的SPC软件中设置好工件资料后,只要测量完一个工件,数据会自动发送到SPC软件数据库中,不需要通过TXT文件或第三方软件进行转换。整个过程都是自动完成的,不需要人为的干涉。
(15) 测量失败或超差时,可以进行智能处理.
软件提供超差暂停和测量失败暂停功能,比如,在测量的过程,不小心工件动了。这时机器会暂停下来,并且软件会弹出如下对话框,让用户选择
(16)自动对焦及影像测高功能
软件拥有高精度,影像对焦测高功能,当光学倍率在2.0X以上时,对焦重复性可达到0.003mm(对标准量块表面)
提供精准对焦和快速对焦功能,可以通过对焦测量高度值,或通过自动对焦得到当前的点座标。也可以设置在运行用户程序时,是否进行自动对焦.下图为设置运行用户程序时对焦的对话框:
(17) 辅助调光
调光指示器,会指示用户什么时候光强﹐避免了因打光所带来的测量误差﹐提高了测量精度和测量效率。
( 18 ) 多种运动控制模式
软件提供九种运动的控制模式,方便用户移动工作台,分别为:用操作盒移动工作台,在影像窗口点击鼠标中键,在影像窗口接住右键不放进行移动,在绘图窗口点击鼠标中键,在元素列表窗口选择移到此处,在运动控制窗口区点击鼠标,在扫描窗口点击鼠标中键,在地图窗口点击鼠标中键,输入座标值进行移动。下图为输入座标值进行移动.
(19) 标注功能:
能直接在绘图区及影像区的元素图形上标注角度、距离、X方向距离、Y方向距离、圆(弧)半径、圆(弧)直径、弧长。使用户一目了然。
影像窗口与画图窗口可以同步显示测量的元素和标注。可以隐藏影像窗口的绘制的图形,可以同步删除,选择影像窗口和2D图形窗口的图形元素。下图为标注两圆的X方向与Y方向距离,及圆的直径
(20) 系统误差修正:
软件带有系统误差修正功能。目前可进行线性,区段补偿,垂直度误差补偿, Z轴直线度误差补偿,镜头中心偏移误差补偿。
下图为系统误差补偿菜单。
(21) 强大的平面补偿功能
对于对精度要求特别高的用户,该功能可将工作台平面内的所有的座标点,进行补偿,补偿后的XY平面内任一位置精度可达0.002mm.
对于超大行程的机器(是指机器行程完全超过了平面补偿工具的大小),软件可以进行平面拼接补偿,可使大行程的机器也可能达到非常高的测量精度.
(22) 自动变倍功能
目前支持Navitar自动变倍镜头,12级变倍,并自动对变倍后镜头中心的偏移进行补偿。
(23) 公差
完善的尺寸公差计算能力。可设置默认的公差带
符合国标的形位公差计算能力,能计算形状公差,真直度,圆、弧的真圆度及轮廓度。
位置公差计算包含位置度、平行度、垂直度、倾斜度及同心度﹐对称度及同轴度。超差能自动报警,并以红色警示。
在尺寸公差设置页面中,用户可能灵话的设置需要评价元素的哪些尺寸公差。
下图为圆的尺寸公差输入对话框.
(24) DXF档导入编程
导入DXF档后,软件会提示用户一步一步操作,当建立好工件座标系后,则DXF档导入产生用户程式完成。软件会自动产生元素的名义值。当运行用户程式时,将产生DXF档与影像贴图对比。导入DXF档后,要求建立基准座标系:下图为建立基准座标系对话框.
(25) 扫描功能
可多区域扫描工件边缘上的点,这个扫描是将影像窗口内边缘上的点全部扫描进来,形成点数据,并将扫描得到的点保存成DXF档,下图为整个工件的边缘扫描所得到的图形.
点击鼠标中键时,机器会自动移到点击处。
(26) 大地图功能,并能在地图上进行标注.
可将工件分成多个区域进行拍照,形成大地图,并能在地图上进行标注。下图为PCB全图
可在地图上进行标注,点击鼠标中键移到当前处。
(27) 导航图功能
软件可接入一个专门用来导航的视频摄像头,该功能对于在一个较大的工件中,比较快的找到某个待测位置,非常方便。下图为软件中接入一个视频头后,所拍摄的动态图片
用户只要在这个图片的某个位置,单击鼠标中键,机器会自动移动到该位置。
(28) 一次测量多个相同工件(阵列测量)
提供多个相同工件放置在工件台,可以一次性测量完成所有的工件,这就是阵列测量。软件提供矩形阵列和环形阵列功能。矩形阵列就是工件在水平和垂直方向呈规律放置。环形阵列就是工件绕着某点旋转,呈环形状态。并自动将测量数据导出到报表及SPC软件中.
(29) 轮廓跟踪
轮廓扫描:只扫描指定的工件轮廓,只要给定扫描的开始点,扫描方向及扫描结束点,软件自动完成轮廓扫描。不管是开轮廓还是闭轮廓都可以进行扫描。包括规则图形如圆,弧,线,椭圆等可以扫描,就是不规则的任意图形都可以进行扫描.得到点数据。这个功能在较大的工件要扫描工件轮廓时非常有用,通过CNC机器能快速扫描得到工件的轮廓。下图是为一个螺纹轮廓扫描后得到的结果.
(30) 语言转换:
可直接进行语言转换,不需要安装语言包,轻易的将软件改变成其它国家的语言,而不需要更改软件。该功能非常方便将软件进行本地化,便于将设备推向国外市场。
(31) 在线SPC软件( 赠送 )
提供独立的,专业的SPC软件﹐进行测量数据的后续处理
测量软件与SPC软件无缝连接﹐测量软件完成测量后,自动将数据导入到SPC数据库﹐不需要人工再输入﹐所有的管制界限的设置全部在测量软件中完成﹐SPC软件无需再设置﹐从而大大提高效率。SPC提供制程用和分析用管制图。提供的管制图有:平均数全距管制图,平均数标准差管制图,中位数全距管制图,个别值与移动平均值管制图,直方图,cpk推移图,规格标准差管制图,制程标准差管制图,标准差比较图,制程建议分析图等。对生成的图形可以利用八大判定规则进行判定。其图表及数据可打印及导入到Excel中。
下图为选择图表类型的对话框。
(32) 帮助系统
提供完备的帮助系统。帮助不熟悉软件的用户﹐快速掌握软件的使用。
激光测量模组
强大的激光测量功能,解决影像及探针无法测量问题。对于高速测量平面度,及细微的凸点,凹点,V型角及高精度曲面扫描等影像及探针无法测量的问题,激光有非常好的测量优势。
CNC影像测量软件中可整合激光测量,目前通过激光可以测量点,扫描直线,扫描圆,激光测量高度,激光测量平面度,及曲面的表面扫描。并可以将激光扫描得到的数据保存为DXF,及IGS格式。
软件的模块化设计,非常方便接入不同公司生产的激光产品,以提高仪器生产商选择激光设备的便利性。
3D探针测量模组
软件支持在影像测量仪上再加简易探针,进行简单的3D测量。 3D简单测量所支持的功能如下:
1: 等效球半径校正。
可以用量块和球进行校正.
2: 所测量的元素:点,圆,平面,圆柱,圆锥,球,距离,高度。
测量平面时,可以得到平面度。
测量圆柱时,可以得到圆柱度。
测量球时, 可以得到球度。
测量时,软件可以自动进行探针半径补偿(无需人为选择是外圆还是内圆)。从而准确的得到上述各元素的真实大小。
3: 能构造的元素:平面,角度,距离. (如多点构造平面,两平面构造夹角,两平面构造距离)。
4:形位公差:
垂直度:平面与平面,平面与圆柱,平面与圆锥,圆柱与圆柱,圆柱与圆锥
平行度:平面与平面,平面与圆柱,平面与圆锥,圆柱与圆柱,圆柱与圆锥
倾斜度:平面与平面,平面与圆柱,平面与圆锥,圆柱与圆柱,圆柱与圆锥
同轴度:圆柱与圆柱,圆柱与圆锥
5: 可以通过空间旋转平面,来测量投影圆。
2) 影像窗口
影像窗口,显示的是通过相机得到的动态图像。这个窗口用来进行影像测量的主要窗口。
3) 座标显示窗口