



厂商 :河北业诚耐磨材料有限公司
河北 邢台市- 主营产品:
- 高锰钢锤头
- 高铬钨钢合金锤头
- 高铬钢锤头
经 测 试 , 硬 质 合 金 镶 铸 以 前 的 硬 度 为
HRC62 —65 ,与高锰钢镶铸并经水韧处理以后 , 对试
样表面进行硬度测试表明 ,硬质合金中间区域硬度基
本保持不变(HRC60),但在其与高锰钢结合的附近区
域,硬度下降到HRC58 , 而且在高锰钢一侧靠近硬质
合金区域的硬度(HRC :30 ~ 60)也比远离硬质合金的
高锰钢硬度(22 ~ 24)高得多 ,说明在高锰钢与硬质合
金的结合部材质的硬度出现 1 个介于 2 种材质硬度之
间的过渡区,这是由于高锰钢与硬质合金互相渗透的
结果 。为了更好地检查 2 种材质界面的结合状况 ,在镶
铸结合处切取了金相试样,抛光后用电子探针对结合界面附近显微组织进行分析。 硬质合金的基体与高锰钢结合得很好 ,看不到结合处,即高锰钢与硬质
合金基体是熔为一体的。在高锰钢一侧可看到稀疏分
布着TiC颗粒的区域。即硬质合金中的硬质相TiC部
分地从硬质合金一侧漂移到高锰钢一侧 , 这是由于在
镶铸过程中,高锰钢液熔化了硬质合金表面基体, 使得
表面部分硬质相TiC向高锰钢液漂移 , 冷却凝固后 ,这
些TiC颗粒就随机地固定在高锰钢中 。为了更好地说明 2 种材质镶铸界面的结合状况,
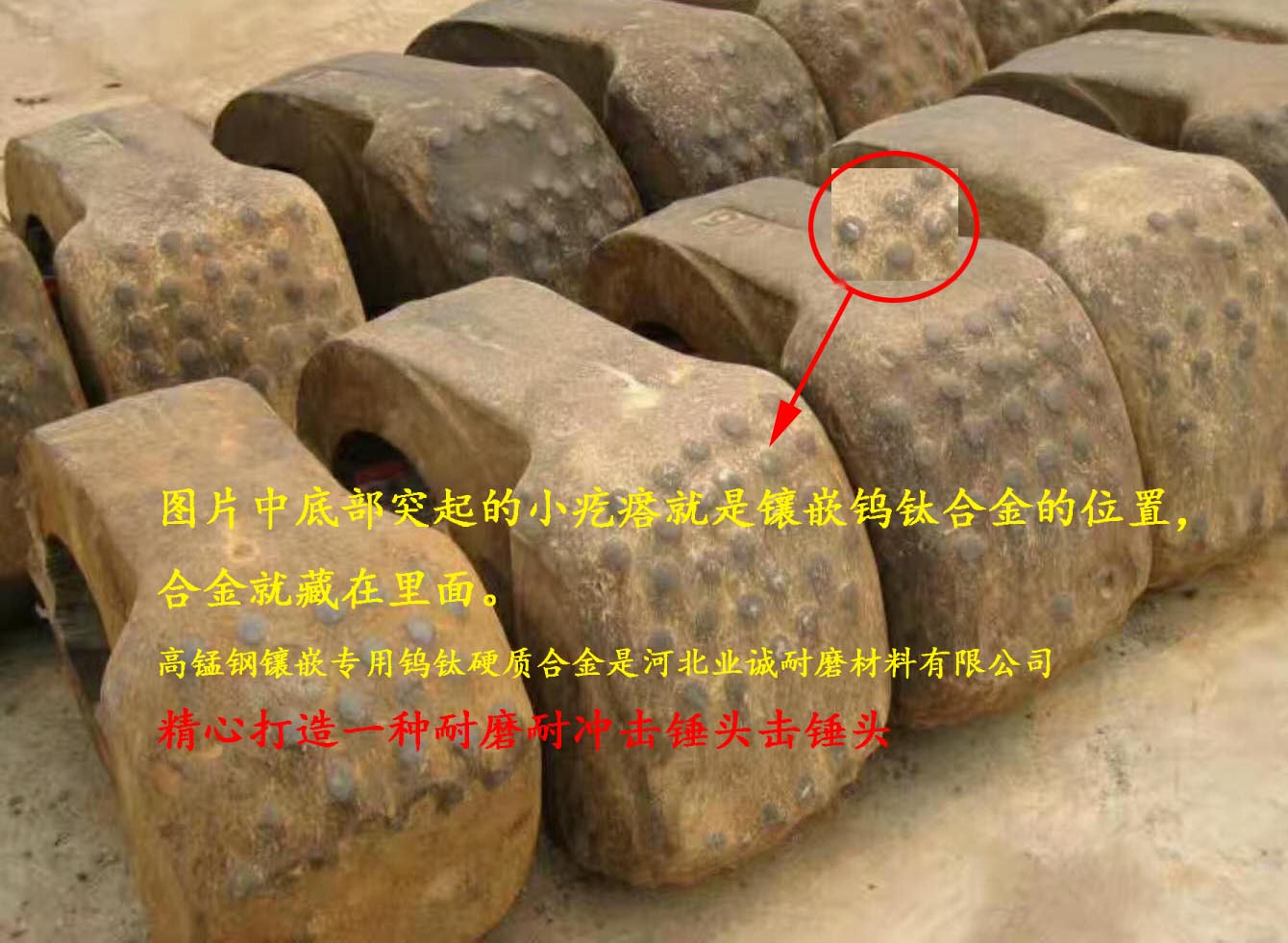
在结合处做了某个视场Ti元素的面分布 ,在硬质合金一侧 , 富集着Ti元素的特征 X 射线像,在高锰钢一侧靠近界面区域也有 Ti 元素的特征 X射线像,说明在高锰钢 1 侧有Ti元素存在, 这是由于镶铸时 2 种材质呈冶金结合, 硬质合金中的TiC向高锰钢一侧漂移 ,热处理时 , TiC 中的 Ti 元素向高锰钢扩散。由此可以看出 , TiC颗粒与高锰钢是非常牢固地结合在一起的。上述实验结果表明 , 硬质合金与高锰钢镶铸为冶金结合。 2 种材质镶铸的界面不管是硬度, 还是组织、结构及元素的分布都出现了 1 个过渡区 , 使得硬质合金非常牢固地镶铸在高锰钢中。在使用过程中 ,高硬度的硬质合金起着抵抗材料磨损的作用, 从而大大提高材质的使用寿命 。3 现场使用为了考查镶铸高锰钢的使用性能, 又在锤式破碎机锤头易磨损面镶铸多个圆柱型硬质合金。镶铸前先把硬质合金( 25 mm ×40 mm)用 砂布打磨干净, 在每个硬质合金1 端焊上 1 个铁钉 , 铁钉
另 1 端插入砂型 , 从而使硬质合金固定在型腔中 。浇注
后,硬质合金就镶铸在高锰钢中 。用上述方法制造的锤头在广东顺德鸿运石场使用,该石场破碎的物料是用于高速公路的硬石头, 使用寿命为20 d 。而原使用的高锰钢锤头寿命仅为7 d , 镶铸锤头的成本与高锰钢锤头比只增加 30 %, 显示了镶铸锤头良好的经济效益和社会效益 。4 结论
(1)高锰钢基硬质合金和高锰钢镶铸的界面呈冶
金结合。前者的基体与后者熔为一体;看不到界面 ;前
者的硬质相TiC部分地漂移到后者一侧;且硬质相中
Ti 元素也部分地扩散到高锰钢中。
(2)镶铸硬质合金锤头的工艺简单 ,易于掌握 。
(3)镶铸硬质合金的高锰钢锤头寿命约为高锰钢
锤头的 3-4 倍,而成本只提高 35 %。
公司超高锰钢锤头>18%。





-
 破碎机合金锤头|打风化砂专用合金锤头
破碎机合金锤头|打风化砂专用合金锤头
-
打风化砂专用合金锤头|铬钼合金锤头
-
 破碎废金属合金锤头| 高锰钢合金锤头|破碎废金属专用合金锤头
破碎废金属合金锤头| 高锰钢合金锤头|破碎废金属专用合金锤头
-
 高锰钢镶嵌合金棒锤头| 高锰钢合金锤头| 高锰钢耐磨锤头| 高锰钢耐磨合金锤头 高耐磨合金锤头 废金属专用合金锤头
高锰钢镶嵌合金棒锤头| 高锰钢合金锤头| 高锰钢耐磨锤头| 高锰钢耐磨合金锤头 高耐磨合金锤头 废金属专用合金锤头
-
超高锰钢镶嵌钨钛合金棒锤头|1镶嵌钨钛合金棒锤头|邢台钨钛合金锤头|大型破碎机钨钛合金锤头 鹅卵石专用钨钛合金锤头
-
 高锰钢镶嵌合金棒锤头| 高锰钢合金锤头| 高锰钢耐磨锤头| 高锰钢耐磨合金锤头 高耐磨合金锤头
高锰钢镶嵌合金棒锤头| 高锰钢合金锤头| 高锰钢耐磨锤头| 高锰钢耐磨合金锤头 高耐磨合金锤头
-
 高锰钢镶嵌合金棒锤头| 高锰钢合金锤头| 高锰钢耐磨锤头| 高锰钢耐磨合金锤头
高锰钢镶嵌合金棒锤头| 高锰钢合金锤头| 高锰钢耐磨锤头| 高锰钢耐磨合金锤头
-
超高锰钢镶嵌钨钛合金棒锤头|18锰钢镶嵌钨钛合金棒锤头|花钢岩破碎锤头
-
 超高锰钢镶嵌钨钛合金棒锤头|18锰钢镶嵌钨钛合金棒锤头| 铁矿石破碎高耐磨锤头
超高锰钢镶嵌钨钛合金棒锤头|18锰钢镶嵌钨钛合金棒锤头| 铁矿石破碎高耐磨锤头
-
 超高锰钢镶嵌钨钛合金棒锤头|18锰钢镶嵌钨钛合金棒锤头|花钢岩专属锤头
超高锰钢镶嵌钨钛合金棒锤头|18锰钢镶嵌钨钛合金棒锤头|花钢岩专属锤头