



厂商 :上海赤明自动化科技有限公司
上海市 上海市- 主营产品:
- 全部工业窑炉配件
- 自动化成套控制系统
- 燃气炉温控系统
销售电话
上海赤明自动化科技有限公司
联系电话:13585538557 林建平
公司地址:上海嘉定区曹安公路4908弄147号
工艺特点
现场调试时反复调节PD参数,使燃烧过程达到最 佳,炉温曲线达到最 优,炉温平稳变化不超调,且响应时间最短,由此确定P、I参数值,作为PD调节的最终参数。但由于温度变化比较缓慢,即使空气流量和燃气流量已达合理值,所要控制的温度仍未增加或减小到设定值,这样阀门开度将继续增大或减小,等温度达到设定值时,流量已偏离合理值,这样温度将反复波动甚至震荡,而且在环形炉正常生产过程中,存在其他影响炉温稳定的因素,所以,必须采取一系列措施避免或减弱因此而引起的炉温的大幅震荡。
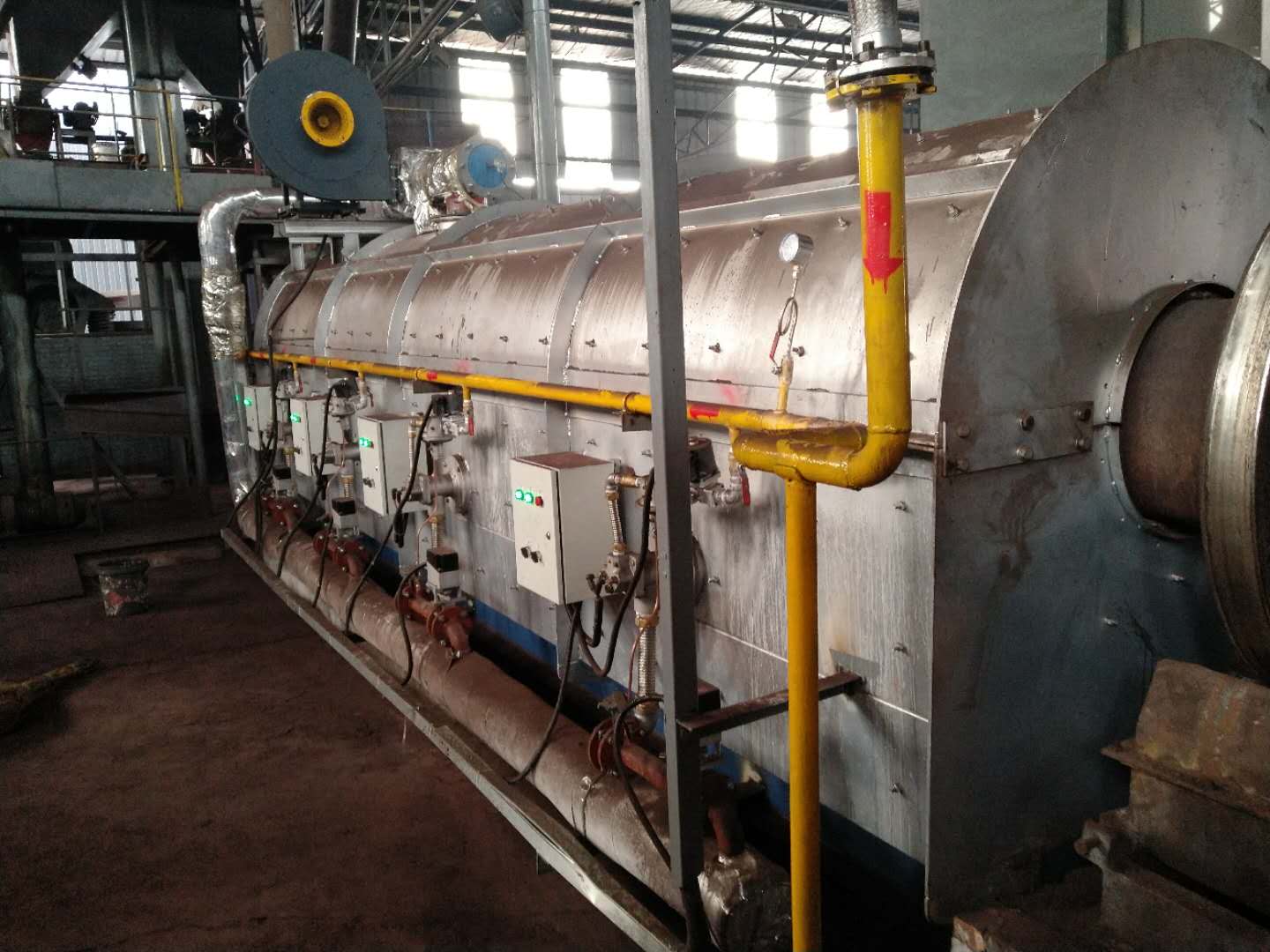
炉温调节系统:环形炉共有6段炉温自动控制,每段两个流量调节阀,分别为空气支管上的流量调节比例阀和燃气支管上的调节比例阀。当加热炉正常生产时,PLC系统接收来自现场的路膛温度值,通过控制程序的PI运算及一系列边界条件的处理输出控制信号,在保证设定空燃比的条件下,控制空气支管及燃气支管上调节比例阀的开度,由此调节该段助燃空气及燃气流量相互限幅而又交替上升或下降,从而调节炉膛各个燃烧段的温度值达到设定温度值。
本系统的控制方式有以下几种:
1)手动方式:用于设备调试、检修时的操作。
2)半自动方式:用于在手动方式下对单体设备的自动控制。
3)自动方式:用于对所有设备的自动控制。
控制软件设计主要有以下几部分:
● 辊道控制
● 步进梁控制
● 炉温控制
● 炉压控制
● 燃气总管压力控制
● 空气总管压力控制
● 热风温度控制
● 紧急停炉保护
其中主要的是步进梁的控制和炉温控制及紧急停炉保护,下面主要说一下步进梁控制、炉温控制、紧急停炉保护的控制思想。
炉控制系统由温度控制及记录系统、燃烧控制系统、压力控制系统、安全故障报警和动力控制系统等组成,其中温度控制方式按进口智能仪表控制、手动控制两种方式,它能按照热处理工艺曲线的要求自动控制炉温以达到炉内工件温度要求。 (1)温度控制整个炉区分成2个加热控温区,选用高速烧嘴和比例燃烧控制系统作为供热方式。该燃烧系统共设置4个烧嘴,分成2个控温区,每个区控制2个烧嘴,每个烧嘴配有燃气电磁阀和1气动双位空气蝶阀,每个区的控温原理采用PID脉冲控制,经PID运算转为脉冲时序控制,分别控制各个烧嘴的启闭时间,以达到控温的目的。该系统非常适于热负荷变化比较大和温度均匀性要求很高的场合,烧嘴一直工作在最 佳燃烧状态下,以保证能耗低及排放物符合环保要求等指标,高速烧嘴的高速喷出气流及特定工作时序可保证炉内的温度均匀性,达到较好的控温目的。另外,每个烧嘴前使用空燃比例阀调节每个烧嘴的空燃配比,系统的可靠性大为提高。每个烧嘴还配有自动点火、自动保护功能,能实时显示烧嘴状态,以保证系统安全性。
(2) 控制功能介绍烧嘴点火控制点火程序:烧嘴在满足小火条件下:控制器进入火焰模拟和自检状态,在此时间内,如果没有监测到火焰信号,则进行下一步:打开点火电极以及燃气阀,在安全时间内,如果监测到火焰信号, 则发送成功信号给PC或PLC,点火程序结束,控制器进入大火燃烧准备状态,如果安全时间内没有监测到火焰,那么天然气阀关闭,控制器锁定,发送报警信号给PLC 或PC,或者进行第二次自动点火程序系统升温保温阶段:仪表PID自动调节:智能仪表根据设定升温斜率,利用先进的无超调PID算法,自动进行开启大小火的判断,从而达到精 确控温

销售电话 联系
上海赤明自动化科技有限公司
联系电话:13585538557 林建平
公司地址:上海嘉定区曹安公路4908弄147号
-
 推钢炉温控系统安装报价/公司/电话多少
推钢炉温控系统安装报价/公司/电话多少
-
 报价.公司.电话 燃气炉.燃油炉 热处理监控软件
报价.公司.电话 燃气炉.燃油炉 热处理监控软件
-
 多台炉型集中控制系统.电话.公司.微信.报价
多台炉型集中控制系统.电话.公司.微信.报价
-
 燃气炉温控系统,燃气炉燃烧及控制系统,燃气炉电控系统,燃气炉自动燃烧控制系统
燃气炉温控系统,燃气炉燃烧及控制系统,燃气炉电控系统,燃气炉自动燃烧控制系统
-
 燃气电磁阀AMSV40R,AMSV40L,AMSV50R,AMSV50L
燃气电磁阀AMSV40R,AMSV40L,AMSV50R,AMSV50L
-
燃气电磁阀AMSV32R,AMSV32L,AMSV40R,AMSV40L
-
燃气电磁阀AMSV20R,AMSV20L,AMSV25R,AMSV25L
-
伊莱克斯电磁阀VMR01OTN,VMR02OTN,VMR12OTN,VMR22OTN
-
伊莱克斯电磁阀VMR0,VMR1,VMR2,VMR3
-
 紧急切断阀EV15/6B,EV20/6B,EV25/6B,EV32/6B
紧急切断阀EV15/6B,EV20/6B,EV25/6B,EV32/6B