



厂商 :沧州龙都管道有限公司
河北 沧州市- 主营产品:
- 3PE防腐管道
- 水泥砂浆防腐钢管
- 涂塑钢管
联系电话 :15130775323
商品详细描述
防腐钢管厂家介绍 环氧煤沥青防腐层分为普通级防腐、加强级防腐(一布三油)、特加强级防腐(两布四油)。使用范围:用于埋地钢制管道、输水管道、污水管道等管道防腐 随着科学技术的发展,各种有机、无机高效防腐涂料技术的产生,在管道防腐施工中越来越广泛的应用,各种防腐技术也渐渐改进提高。环氧煤沥青漆施工时,须注意天气和温度的变化,雨、雾、雪天或相对湿度大于80%时,不宜施工。环氧煤沥青防腐涂料由改性环氧树脂,聚酰胺树脂、煤焦沥青、颜填料及助剂等配制而成。产品特点:涂膜坚韧丰满、附着力强具有优良的耐化学介质腐蚀性,耐水性突出,抗微生物侵蚀。环氧煤沥青防腐蚀涂料由环氧与煤沥青两种主要成分组成,是甲(环氧)乙(固化剂)双组份涂料,具有优良的附着力、坚韧性、耐潮湿、耐水、耐化学介质,具有防止各种离子穿过漆膜的性能,具有与被涂物件同膨胀同收缩的特性。漆膜从不脱落、龟裂。我厂拥有一条具有国际先进水平的钢质管道防腐作业线和金属结构防腐保温专用设备。可承担钢质管道内壁水泥砂浆防腐、IPN8710管道管件内壁(饮水)防腐、钢管内壁无毒涂料防腐;单层和双层熔结环氧粉末(FBE);双层聚乙烯(2PE)和三层聚乙烯(3PE);双层聚(2PP);和三层聚(3PP)外涂敷工程。管道管件外壁环氧煤沥青防腐缠绕玻璃布(1布3油、2布3油、3布5油、4布6油)防腐、聚乙烯弯管热缩带防腐,玻璃钢防腐、聚氨酯发泡保温、及各种高分子防腐涂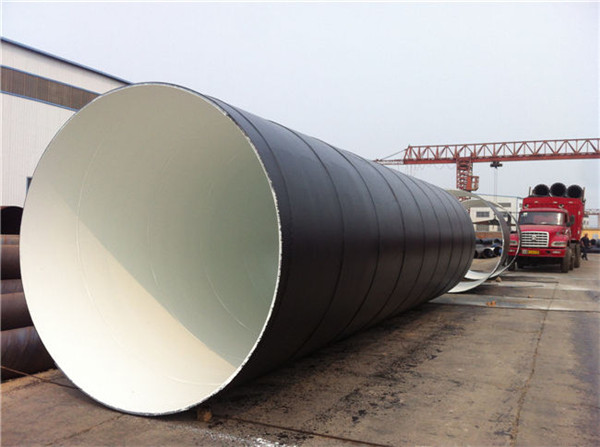 料。
料。
主要用于埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、储罐、炼油化工厂设备防腐及混凝土管、污水池、楼顶防水层、卫生间、地下室等混凝土结构的防水和防渗漏。环氧煤沥青防腐钢管是目前国内外防腐层应用效果评价很好.对其使用中产生的缺陷报道的很少.报道的主要缺点有露点.剥离.阴极剥离.阴极保护屏蔽.剥离防腐层膜下腐蚀等.而且大部分有关缺陷的报道还停留在理论推测阶段.如资料中提到阴极保护屏蔽的问题.到目前还没有关于防腐层实际运作中出现阴极保护屏蔽的实例报道.经过多年的实践表明.随着使用年限的增加.适用范围主要用于埋地或水下钢质输油.输气.供水.供热管道的外壁防腐.也适用于各类钢结构.码头.船舶.水闸.储罐.炼油化工厂设备防腐及混凝土管.污水池.楼顶防水层.卫生间.地下室等混凝土结构的防水和防渗漏.环氧煤沥青防腐钢管就是我们常说的几布几油,常见的有一布两油,三布两油,五步三油,七布四油。环氧煤沥青防腐螺旋钢管组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成。 环氧煤沥青防腐钢管 见上图所示外观:底漆甲组分铁红色,乙组分黑色,面漆均为黑色。具有优异的耐化学介质腐蚀性和良好的物理机械性能,粘结力好,涂膜坚韧,并有优异的电绝缘性和抗渗透性,抗杂散电流和抗微生物侵蚀性,成膜后,可减少施工道数。 环氧煤沥青防腐螺旋管厂 管线的承载压力日益增高,使用前提日益苛刻,并且要尽量延长管线的使用寿命。虽然受到经济危机的影响,但大口径螺旋钢管公司引引正在恢复发展,迎接更美好的明天。目前,工程上螺旋钢管广泛采用焊接冷却后进行退火处理消除残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既铺张了能源又轻易产生较大的焊接残余应力。焊接后热处理是一种新的消除残余应力技术。焊前将材料预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。大口径螺旋钢管在输送燃气,运输方面发挥了很大的作用。大口径螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度*小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行100%SX射线或超声波检验,无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
A 环氧煤沥青防腐钢管的工艺流程和工艺特点:
一.底漆和缠玻璃纤维前的面漆 1. 防腐的环氧煤沥青油漆施工根据现场条件采用刷涂的方式。2.钢材除锈经检查合格后涂刷底漆和面漆,涂漆时尽可能留出钢材装配的焊缝位置,预留长度约为150mm ,以免焊接时难以清根,影响焊接质量。3. 对于钢材表面坑尘程度较大(>2mm 以上),尚应拌制腻子将其补平4. 环氧煤沥青漆混合配制好拌匀后将其熟化15 ~30min ,并在4 小时内用完。5. 底漆表干后固化前涂刷*道面漆,面漆实干后固化前涂刷第二道面漆。施工时,往往在工序流程上是连续的,因此需要特别注意油漆的涂装间隔时间,保证涂装间隔在*小和涂装间隔之间。现场施工时,要根据涂料的性能和天气条件确定涂装的间隔时间。6. 如果油漆复涂间隔太长,则需要将油漆表面用砂布或砂轮打毛后再涂刷后道漆。7. 钢材喷砂合格后应立即涂刷底漆,因此,应同时注意粉尘对涂漆的影响,涂漆时尽可能远离喷砂区域或暂停喷砂施工8.环氧煤沥青漆作业应按随货所到的材料说明书和规范要求进行操作。9. 油漆作业施工用具应干净,使用过程中的清理和用完后处理应适当。10. 涂刷时,层间纵横交错,每层往复进行。涂漆的时间间隔应符合涂料的技术要求,漆膜厚度符合设计要求。漆膜在干燥过程中,应保持周围环境清洁,防止漆膜表面受污。 二.缠绕玻璃纤维布 1.玻璃纤维的缠绕应在第二道面漆涂刷后立即进行。按要求缠绕3层玻璃纤维。2. 缠绕玻璃纤维时要求压边时搭边15 ~25mm ,接头处搭头150mm 。3. 缠布时如果出现鼓泡,应用小刀将其割破,然后挤出泡内空气,抹平表面。4. 整个玻璃纤维的缠绕应表面均匀平整。三. 防腐面漆和底漆的涂刷 1.玻璃纤维缠好后立即涂刷后道面漆。缠布后的面漆涂刷两道。2.面漆涂刷时一定要保证涂层满布,不允许出现漏涂、针孔现象。3.涂层就保证将玻璃纤维完全覆盖浸透。采用环氧煤沥青防腐钢管被广泛用于、天然气、煤气、自来水、化工管道、电力套管、污水处理、钢结构、集中供热、热力发电等工程,也可以用于建筑结构,桥梁构件和地基打桩等工程。公司同时生产各种防腐涂料,主要产品有IPN8710聚氨脂聚乙烯防腐涂料;系列有机硅耐高温涂料;丙烯酸系列防腐涂料等,涂膜具有耐油、耐酸、耐碱、盐、苯等化学介质以及耐磨、耐湿等优良的综合性能。本产品应用广泛,适用于海洋设施,化工,建筑行业和其他工矿企业的钢结构和机械设备,各类储罐,输送管道等钢材的防腐。 公司技术力量雄厚, 施工经验丰富,参与完成我国众多长距离输油、输气、输水管线、储罐防腐保温工程,参与完成。环氧煤沥青涂料的技术指标施工工艺及注意事项;表面处理 钢管在涂敷前,必须对表面进行喷砂除锈,以除去管材表面的油脂和污垢。施工中要求除锈等级达到《涂装前管材表面处理规范》中的近白级Sa2.5 级,并使表面无焊瘤、无棱角、无毛刺等。钢管表面经预处理合格后,应在6h内涂刷底漆环氧煤沥青防腐涂料为甲、乙双组分涂料,涂料在使用前应搅拌均匀,由专人将甲、乙两组分按产品说明书所规定的比例调配。使用前应放置熟化30min。涂料应根据工程所需的数量分批配制,配好的涂料应在规定的时间内使用完毕。刚开桶的底漆甲组分和面漆甲组分原则上不再调入稀释剂钢管表面处理合格后应在规定时间内涂刷底漆,如在恶劣环境下施工,应尽量缩短涂刷时间。涂刷时要求均匀,不得漏涂。如焊缝高于管壁2mm,需用面漆和滑石粉调成稠度适宜的腻子,在底漆表干后抹在焊缝两侧,并刮成过度曲面,避免缠玻璃布时出现空鼓。
B 防腐螺旋钢管涂膜附着力的测定法:
漆膜附着力是指漆膜与被涂物件表面结合在一起的坚固程度。附着力是涂料物理机械性能的重要指标之一,通过此项的检查,可以检验涂料组成,特别是树脂的使用是否合理。{芤}漆膜的附着力除了取决于所选用的涂料基料外,还与底材的表面预处理、施工方式以及漆膜的保养有十分重要的关系,例如,在潮湿、有锈蚀、有油脂的金属表面涂装,附着力就差。
测定附着力的方法有:划圈法、划格法、拉开法、扭开法及美国ASTM中的划X法等数种,国家标准标准GB1720-杠89(79)规定了划圈法测定漆膜附着力的方法,而GB9286-杠88规定了采用划格法测定附着力,GB5210-杠85规定了采用拉开法测定涂层附着力的方法。其中应用*简便的是划圈法测定漆膜附着力,现场*为常用的是划格法。
螺旋焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
C 焊接方法分类
螺旋焊接钢管
按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于钻采和机械制造业等。
炉焊管:可用作管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。
按焊缝形状分类
可分为直缝焊管和螺旋焊管
直缝焊管
生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管
强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。
a.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材
b.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。
当前市场价格持续高涨,主要原因在于各方面的众多利好因素。
其一:低库存,当前不论是钢厂库存还是社会库存,均维持低位。
其二:政策方面,当前国务院第四次大督查的18个督查组分赴河北、天津等18个省(区、市)开展实地督查工作,这其中,主要调查“地条钢”是否已在6月底前彻底清零。
其三、钢厂挺价,目前虽然原材料价格也不断上涨,但成品材上涨幅度大于原材料上涨幅度,钢厂吨钢利润继续扩大,多数钢厂利润在1100元/吨以上,与此同时,钢厂厂内库存也维持低位,资源紧缺的情况下各大钢厂持续挺价,也成为支撑钢价的重要因素。
除此之外,利空因素也不可忽视,比如,*:需求不佳,主要原因在于传统淡季到来以及终端市场对于目前高价资源接受程度不高。第二:恐高情绪蔓延,虽然目前底部价格整体抬升,但是市场对于当前高价仍然不乐观,多数商家情绪在迷茫状态下伴随着恐高。
综合来看,当前价格高企,虽然有多重利好支撑,但随着时间延续,利空因素也逐渐显现,因此当前价格继续冲高难度有所增加,转入区间持续震荡的可能性较大。
料。主要用于埋地或水下钢质输油、输气、供水、供热管道的外壁防腐,也适用于各类钢结构、码头、船舶、水闸、储罐、炼油化工厂设备防腐及混凝土管、污水池、楼顶防水层、卫生间、地下室等混凝土结构的防水和防渗漏。环氧煤沥青防腐钢管是目前国内外防腐层应用效果评价很好.对其使用中产生的缺陷报道的很少.报道的主要缺点有露点.剥离.阴极剥离.阴极保护屏蔽.剥离防腐层膜下腐蚀等.而且大部分有关缺陷的报道还停留在理论推测阶段.如资料中提到阴极保护屏蔽的问题.到目前还没有关于防腐层实际运作中出现阴极保护屏蔽的实例报道.经过多年的实践表明.随着使用年限的增加.适用范围主要用于埋地或水下钢质输油.输气.供水.供热管道的外壁防腐.也适用于各类钢结构.码头.船舶.水闸.储罐.炼油化工厂设备防腐及混凝土管.污水池.楼顶防水层.卫生间.地下室等混凝土结构的防水和防渗漏.环氧煤沥青防腐钢管就是我们常说的几布几油,常见的有一布两油,三布两油,五步三油,七布四油。环氧煤沥青防腐螺旋钢管组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成。 环氧煤沥青防腐钢管 见上图所示外观:底漆甲组分铁红色,乙组分黑色,面漆均为黑色。具有优异的耐化学介质腐蚀性和良好的物理机械性能,粘结力好,涂膜坚韧,并有优异的电绝缘性和抗渗透性,抗杂散电流和抗微生物侵蚀性,成膜后,可减少施工道数。 环氧煤沥青防腐螺旋管厂 管线的承载压力日益增高,使用前提日益苛刻,并且要尽量延长管线的使用寿命。虽然受到经济危机的影响,但大口径螺旋钢管公司引引正在恢复发展,迎接更美好的明天。目前,工程上螺旋钢管广泛采用焊接冷却后进行退火处理消除残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既铺张了能源又轻易产生较大的焊接残余应力。焊接后热处理是一种新的消除残余应力技术。焊前将材料预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。大口径螺旋钢管在输送燃气,运输方面发挥了很大的作用。大口径螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度*小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行100%SX射线或超声波检验,无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
A 环氧煤沥青防腐钢管的工艺流程和工艺特点:
一.底漆和缠玻璃纤维前的面漆 1. 防腐的环氧煤沥青油漆施工根据现场条件采用刷涂的方式。2.钢材除锈经检查合格后涂刷底漆和面漆,涂漆时尽可能留出钢材装配的焊缝位置,预留长度约为150mm ,以免焊接时难以清根,影响焊接质量。3. 对于钢材表面坑尘程度较大(>2mm 以上),尚应拌制腻子将其补平4. 环氧煤沥青漆混合配制好拌匀后将其熟化15 ~30min ,并在4 小时内用完。5. 底漆表干后固化前涂刷*道面漆,面漆实干后固化前涂刷第二道面漆。施工时,往往在工序流程上是连续的,因此需要特别注意油漆的涂装间隔时间,保证涂装间隔在*小和涂装间隔之间。现场施工时,要根据涂料的性能和天气条件确定涂装的间隔时间。6. 如果油漆复涂间隔太长,则需要将油漆表面用砂布或砂轮打毛后再涂刷后道漆。7. 钢材喷砂合格后应立即涂刷底漆,因此,应同时注意粉尘对涂漆的影响,涂漆时尽可能远离喷砂区域或暂停喷砂施工8.环氧煤沥青漆作业应按随货所到的材料说明书和规范要求进行操作。9. 油漆作业施工用具应干净,使用过程中的清理和用完后处理应适当。10. 涂刷时,层间纵横交错,每层往复进行。涂漆的时间间隔应符合涂料的技术要求,漆膜厚度符合设计要求。漆膜在干燥过程中,应保持周围环境清洁,防止漆膜表面受污。 二.缠绕玻璃纤维布 1.玻璃纤维的缠绕应在第二道面漆涂刷后立即进行。按要求缠绕3层玻璃纤维。2. 缠绕玻璃纤维时要求压边时搭边15 ~25mm ,接头处搭头150mm 。3. 缠布时如果出现鼓泡,应用小刀将其割破,然后挤出泡内空气,抹平表面。4. 整个玻璃纤维的缠绕应表面均匀平整。三. 防腐面漆和底漆的涂刷 1.玻璃纤维缠好后立即涂刷后道面漆。缠布后的面漆涂刷两道。2.面漆涂刷时一定要保证涂层满布,不允许出现漏涂、针孔现象。3.涂层就保证将玻璃纤维完全覆盖浸透。采用环氧煤沥青防腐钢管被广泛用于、天然气、煤气、自来水、化工管道、电力套管、污水处理、钢结构、集中供热、热力发电等工程,也可以用于建筑结构,桥梁构件和地基打桩等工程。公司同时生产各种防腐涂料,主要产品有IPN8710聚氨脂聚乙烯防腐涂料;系列有机硅耐高温涂料;丙烯酸系列防腐涂料等,涂膜具有耐油、耐酸、耐碱、盐、苯等化学介质以及耐磨、耐湿等优良的综合性能。本产品应用广泛,适用于海洋设施,化工,建筑行业和其他工矿企业的钢结构和机械设备,各类储罐,输送管道等钢材的防腐。 公司技术力量雄厚, 施工经验丰富,参与完成我国众多长距离输油、输气、输水管线、储罐防腐保温工程,参与完成。环氧煤沥青涂料的技术指标施工工艺及注意事项;表面处理 钢管在涂敷前,必须对表面进行喷砂除锈,以除去管材表面的油脂和污垢。施工中要求除锈等级达到《涂装前管材表面处理规范》中的近白级Sa2.5 级,并使表面无焊瘤、无棱角、无毛刺等。钢管表面经预处理合格后,应在6h内涂刷底漆环氧煤沥青防腐涂料为甲、乙双组分涂料,涂料在使用前应搅拌均匀,由专人将甲、乙两组分按产品说明书所规定的比例调配。使用前应放置熟化30min。涂料应根据工程所需的数量分批配制,配好的涂料应在规定的时间内使用完毕。刚开桶的底漆甲组分和面漆甲组分原则上不再调入稀释剂钢管表面处理合格后应在规定时间内涂刷底漆,如在恶劣环境下施工,应尽量缩短涂刷时间。涂刷时要求均匀,不得漏涂。如焊缝高于管壁2mm,需用面漆和滑石粉调成稠度适宜的腻子,在底漆表干后抹在焊缝两侧,并刮成过度曲面,避免缠玻璃布时出现空鼓。
B 防腐螺旋钢管涂膜附着力的测定法:
漆膜附着力是指漆膜与被涂物件表面结合在一起的坚固程度。附着力是涂料物理机械性能的重要指标之一,通过此项的检查,可以检验涂料组成,特别是树脂的使用是否合理。{芤}漆膜的附着力除了取决于所选用的涂料基料外,还与底材的表面预处理、施工方式以及漆膜的保养有十分重要的关系,例如,在潮湿、有锈蚀、有油脂的金属表面涂装,附着力就差。
测定附着力的方法有:划圈法、划格法、拉开法、扭开法及美国ASTM中的划X法等数种,国家标准标准GB1720-杠89(79)规定了划圈法测定漆膜附着力的方法,而GB9286-杠88规定了采用划格法测定附着力,GB5210-杠85规定了采用拉开法测定涂层附着力的方法。其中应用*简便的是划圈法测定漆膜附着力,现场*为常用的是划格法。
螺旋焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
C 焊接方法分类
螺旋焊接钢管
按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于钻采和机械制造业等。
炉焊管:可用作管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。
按焊缝形状分类
可分为直缝焊管和螺旋焊管
直缝焊管
生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管
强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。
a.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材
b.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。
当前市场价格持续高涨,主要原因在于各方面的众多利好因素。
其一:低库存,当前不论是钢厂库存还是社会库存,均维持低位。
其二:政策方面,当前国务院第四次大督查的18个督查组分赴河北、天津等18个省(区、市)开展实地督查工作,这其中,主要调查“地条钢”是否已在6月底前彻底清零。
其三、钢厂挺价,目前虽然原材料价格也不断上涨,但成品材上涨幅度大于原材料上涨幅度,钢厂吨钢利润继续扩大,多数钢厂利润在1100元/吨以上,与此同时,钢厂厂内库存也维持低位,资源紧缺的情况下各大钢厂持续挺价,也成为支撑钢价的重要因素。
除此之外,利空因素也不可忽视,比如,*:需求不佳,主要原因在于传统淡季到来以及终端市场对于目前高价资源接受程度不高。第二:恐高情绪蔓延,虽然目前底部价格整体抬升,但是市场对于当前高价仍然不乐观,多数商家情绪在迷茫状态下伴随着恐高。
综合来看,当前价格高企,虽然有多重利好支撑,但随着时间延续,利空因素也逐渐显现,因此当前价格继续冲高难度有所增加,转入区间持续震荡的可能性较大。
相关产品推荐









