



厂商 :邢台东杰机械制造厂
河北 邢台市- 主营产品:
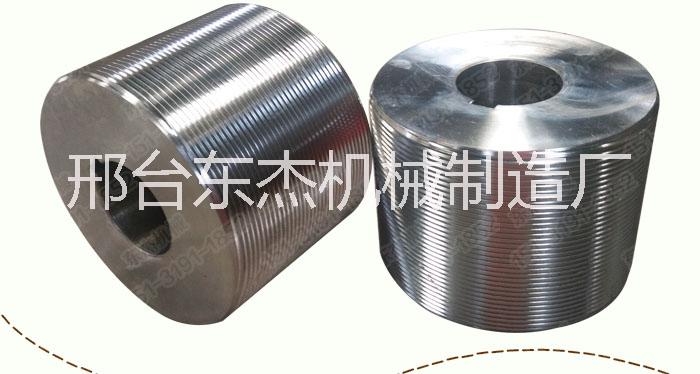
- 滚丝轮




故障现象排除方法中径过大,外径过小1、活动主轴的位置调整太远;2、滚压时间太短;3、滚压压力太低。中径过大,外径合格毛坯直径过大中径合格,外径过小毛坯直径过小中径合格,外径过大毛坯直径过大中径过小,外径过大1、主轴的中心距太小;2、滚压时间太长3、滚压压力太高。中径无锥度,外径有锥度毛坯有锥度中径锥度超差两滚丝轮的平行性调整不好,须进行调整。滚压时产生细屑或鳞片1、牙位调整不好;2、滚压时间太长。滚压时工件向上跳出1、支承块过高;2、两滚丝轮直径不同。工件螺丝顶峰磨伤1、支承块过低;2、支承面光洁度太低。滚丝轮螺纹在倒角处损坏1、滚丝轮倒角太陡或太小;2、两滚丝轮端面不在一平面内。滚丝轮成块状碎裂1、毛坯肩部与滚丝轮端面接触;2、毛坯肩部与支承块端面接触;滚压时工件轴向移动1、毛坯直径过大或过小;2、滚丝轮直径过大或过小;3、支架芯松动。滚压时工件过热1、主轴转速过高;2、进给速度太快;3、滚压压力过大。压力表指针振动吸油阻塞,应清理。活动主轴进给太慢1、管路有泄露现象,应检修;2、油缸密封环损坏,应更换。活动主轴进给退回时振动1、油缸中有气体,应排气;2、滑板缺润滑油,应加油。油温过高1、油粘度过大;2、滚压时间太长;3、滚压压力太高;4、环境温度太高,加器。压力调不高1、油泵磨损,更换新泵;2、油液粘度太低,更换新油;3、溢流阀失灵,更换新阀;4、油泵连轴器磨损。油生泡沫油箱内油面过低或油泵吸入空气。活动主轴无进给动作油泵电机转向不对。活动主轴无退回动作退回弹簧失灵。
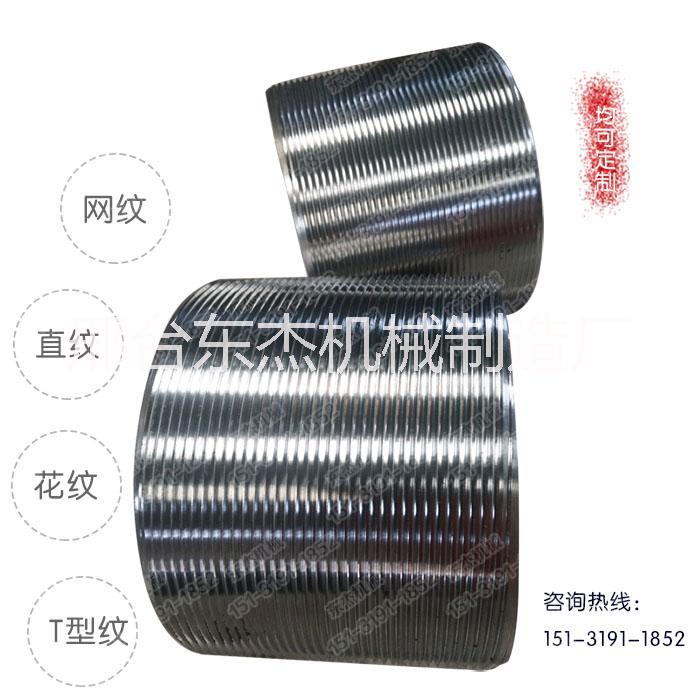
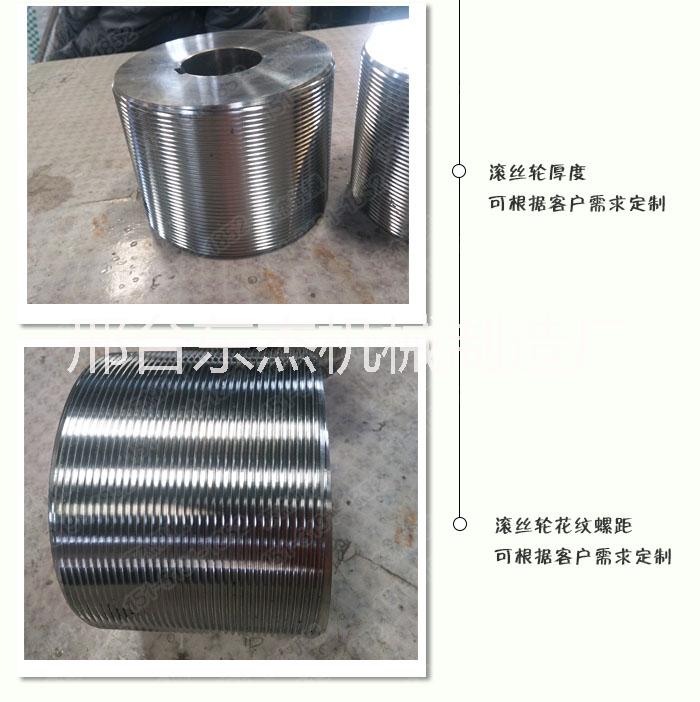
牙轮;普通牙、蜗杆牙、梯形牙、花键、直花、网纹、十字花、PT、NPT螺纹管牙等各种牙轮的外径大小、厚度长短均可订做。 滚制螺纹所需的滚牙轮、需要有优良的工具钢作文素材胚料、我公司选用名牌工具钢作为素材,经热处理后使牙轮具有高硬度、高耐磨度,热处理后再有研磨部门进行螺纹研磨、精磨螺纹成型后再送回热处理部门做研磨内应力的消除,完成品质检验后再送给客户使用。可达到高精度的需求更能延长牙轮使用寿命可大幅的降低成本。固定齿;再滚制汽、机车之转动轴,机械花键轴和手工工具等固定齿数之滚齿轮。
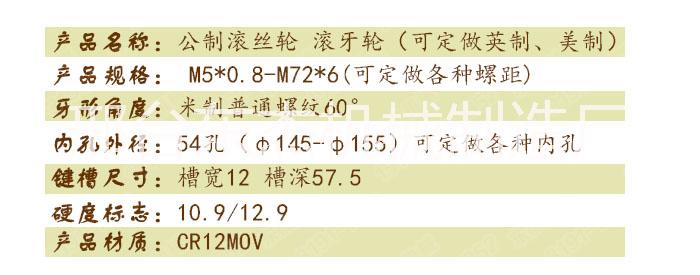
滚牙轮外径D有100.0mm、150.0mm、170.0mm、200.0mm,厚度T有15.0mm、30.0mm、40.0mm、50.0mm、60.0mm、70.0mm,孔径51.0mm、54.0mm,键槽宽8.0mm*键槽深4.0mm,螺纹规格有公制M、英制BSW、美制UNC/UNF可供选择,公制螺纹规格有M2*0.4、M2.5*0.45、M2.6*0.45、M3*0.5、M3*0.5-左牙L、M3.5*0.6、M4*0.7、M4*0.7-左牙L、M5*0.8、M5*0.8-左牙L、M6*1、M6*1-左牙L、M8*1.25、M8*1.25-左牙L、M10*1.5、M12*1.75等;英制规格有1/8-40BSW、5/32-32BSW、3/16-24BSW、1/4-20BSW等;美制规格有2-56UNC、4-40UNC、6-32UNC、8-32UNC、10-24UNC、10-32UNF、1/4-20BSW、1/4-28UNF、5/16-18UNC、5/16-24UNF、3/8-16UNC等。
订货时注明滚牙轮外径、厚度、螺纹制式。
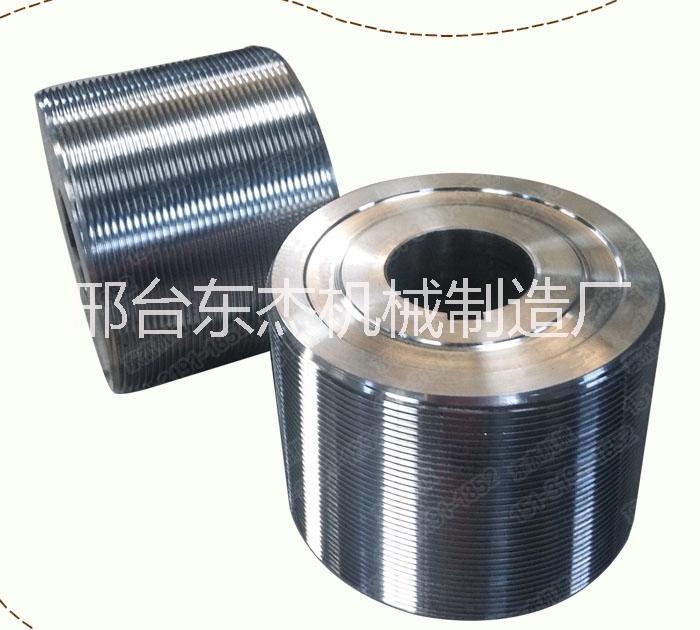
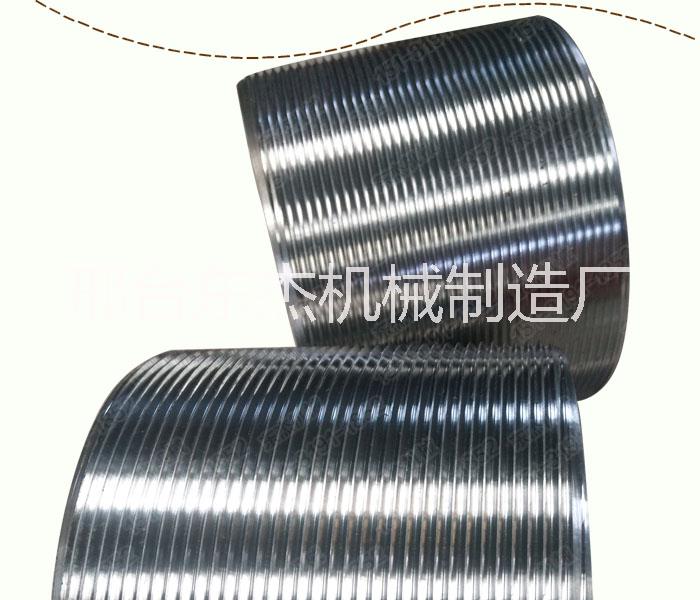
专业生产滚牙轮/3T滚牙机/专业生产各种公制、英制、美制、方牙、直管螺纹滚丝轮NPT圆锥管螺纹滚丝轮,三角螺纹,多线螺纹,梯形螺纹,蜗杆滚丝轮,环形齿(滚通式)滚丝轮,直纹和网纹滚丝轮等等。 产品采用进口钢材合金钢,高速钢专业材料,质量稳定精度高,规格齐全,国际标准生产。螺纹的精度,表面粗糙度及模具使用寿命等性能指标都达到先进水平。
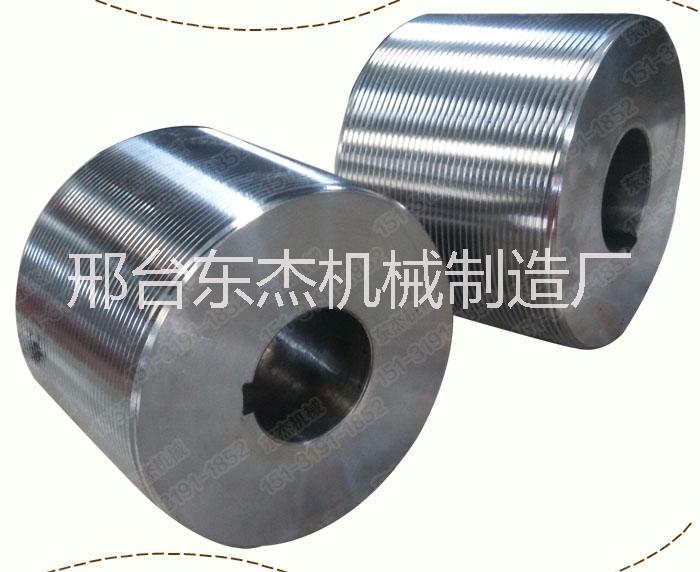
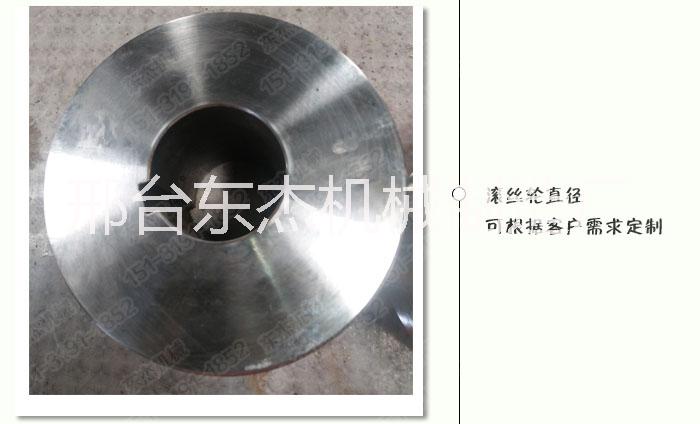
A:两轴式滚丝轮,内孔标准54mm,外径127mm-160mm左右,滚制各种规格之螺丝,还有模数滚丝轮主要滚制电机轴、风扇轴、蜗杆等产品。
B:两轴式台湾机型专用(3T)滚丝轮内孔标准50.5mm,外径90mm-100mm左右,材质台湾进口SUS,滚制各种规格之螺丝,还有各种直纹、网纹滚丝轮等。
C:两轴式滚丝轮内孔标准40mm,外径120mm左右滚制各种轴芯及螺丝。
D:三轴式滚丝轮,内孔标准25mm、25.4mm、35mm,主要滚制空心管件、管用接头、美术灯管、灯饰管牙、弯管等等。



