



厂商 :河南高盛机械设备
河南 郑州市- 主营产品:
- 护坡砖机
- 透水砖机
- 彩色路面砖机
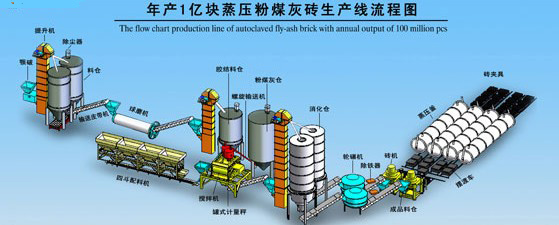
供应加气灰砂砖设备 加气灰砂砖生产线价格
要求石灰中过烧石灰的含量不大于活性氧化钙的5%,欠烧石灰的含量小于7%。①煤渣中硫化物的含量煤渣中硫化物是一种有害成分。它们极易水解,造成制品体积膨胀、酥松或微裂,使制品强度下降,外观破坏。因此,要求含硫量(用SO3计)以不大于4%为宜。
煤渣中未燃烬炭(烧失量)含量煤屑中常含有机物,容易在空气中氧化而影响制品的抗冻性、稳定性、安定性等,而且对钢筋有较大的腐蚀作用,故要严格控制未燃烬炭的含量,一般控制在20%以内。(4)石膏石膏是一种附加材料,它可以提高制品的强度及稳定性。
石膏主要用做缓凝剂、激发剂。作为缓凝剂,它可延缓生石灰的消化速度和水化凝结过程,使石灰的终凝控制在20~60min之内。其加入量为活性氧化钙的3%~5%。作为激发剂,它可加速水化物的生成速度,增加水化物的结晶度,从而提高早期强度,特别是抗折强度,可用二水石膏、半水石膏、硬石膏等,通常用二水石膏。
石灰粉煤灰砖中石灰的用量是以石灰中有效氧化钙含量计算,应尽可能选用有效氧化钙含量高、消化速度快、消化温度高的新鲜生石灰。一般要求有效氧化钙大于60%,氧化镁小于5%,消化速度小于15min,消化温度大于60℃,细度用方孔边长0.08mm筛筛余小于15%。
水加入的水量要保证原材料在搅拌、消化成型时和易性良好以及形成水化产物的需要。水分过多,限制了成型压力,出现泌水现象,并易于形成夹层,砖坏层裂;过少会产生砖坯过厚。粉煤灰砖的成型水分应控制在17%~22%之间。
配料与搅拌按配合比进行配料,目的是通过生产工艺过程使各原材料相互作用,生成一定水化产物和结构,使蒸压粉煤灰砖达到要求的强度及性能。配料要计量准确,而且要根据原材料产量的波动变化及时调整。搅拌就是要使原材料能混合均匀。
消化又称陈化,目的是使生石灰充分消解,生成的Ca(OH)2与粉煤灰等材料产生预水化反应,提高拌和料的可塑性,提高坯体的成型性能,而且还防止在蒸压过程中因石灰继续消化引起体积膨胀使砖胀裂的现象发生。故石灰的消化一定要消化完全。
轮碾轮碾对拌和料起到压实、均化和增塑的作用,可提高砖坯的极限成型压力。同时轮碾又使粉煤灰在碱性介质中的活性得以激发,这种共同作用的结果,改善和提高了蒸压粉煤灰砖的质时(可参看第五章第一节相关内容)。
压制成型经过轮碾的拌和料送入压砖机的料仓,经布料压制成型砖坯。成型的压力、压制的速度等对砖的质量影响较大。压砖机的压力小,砖坯不密实;压制速度快,砖坯内的气体不能很好排出,会造成砖坯分层和产生裂纹。另外压制砖坯的外观质量应达到标准规定的要求。
码坯静停成型好的砖坯码放在养护小车上,送至静停线编组静停。静停的作用是使坯在蒸压养护之前达到一定强度,以便在蒸压养护时能抵御因温度变化产生的应力,防止砖坯发生裂纹。蒸压养护砖坯在蒸压釜内养护分为升温、恒温、降温三个阶段。
合理的蒸压养护制度是确保粉煤灰砖质量的前提。当然蒸养压力由0.8MPa上升到1.2MPa时,抗压强度几乎增加1倍。温度升高,托勃莫来石含量增加,当CSH凝胶与托勃莫来石达比例时,能同时满足强度和收缩要求。
因此,蒸压养护时间宜为10~12h,蒸汽压力不宜小于1.0MPa。成品堆放与出厂检验砖出釜后应整齐堆放在堆场停放,必须停放1~2周后,砖的收缩已基本稳定,再运到工地,停放1天后检测强度,出厂前应按标准的规定进行检验。





