



厂商 :西安程盛钢铁有限公司
陕西 西安市- 主营产品:
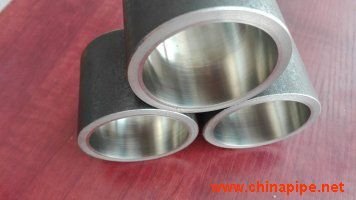
- 西安不锈钢复合管
- 304不锈钢复合管
- 201不锈钢复合管
联系电话 :13572958166
商品详细描述
内衬不锈钢复合钢管执行城镇建设行业标准CJ/T192-2004,是在钢管内壁复合薄壁不锈钢管,这种双金属复合钢管大大提高钢管在输水、输热水、过程中的耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机械强度高,可采用焊接、沟漕、螺纹连接,密封性好的优点,克服了镀锌钢管易腐蚀,采用热熔连接的塑料管易漏水和老化的缺陷


3.1 内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991"不锈钢复合钢板焊接技术条件"。也可参照JB/T4790-2000"钢制压力容器焊接规程"附录A。"不锈钢复合钢焊接规程"。
3.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4 焊条采用GB/T983 "不锈钢焊条"规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
3.6 焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
3.7 焊接程序
先焊复材(不锈钢管),再焊过渡层,最后焊基材(碳钢管)。
3.8 焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



3.9 焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
3.10 焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 "JB4708-2000钢制压力容器焊接工艺评定"。
我公司内衬不锈钢复合钢管的焊接焊缝经中国船舶工业总公司船舶工艺研究所做的"焊接工艺评定报告":复合钢管焊接试样的抗拉强度达到550~565N/mm2。
相关产品推荐



