



厂商 :东莞市金裕自动化机械设备有限公司
广东 东莞市- 主营产品:
- KPU自动生产线
- 硅胶商标设备
- 硅胶点胶机
联系电话 :13829249419
商品详细描述
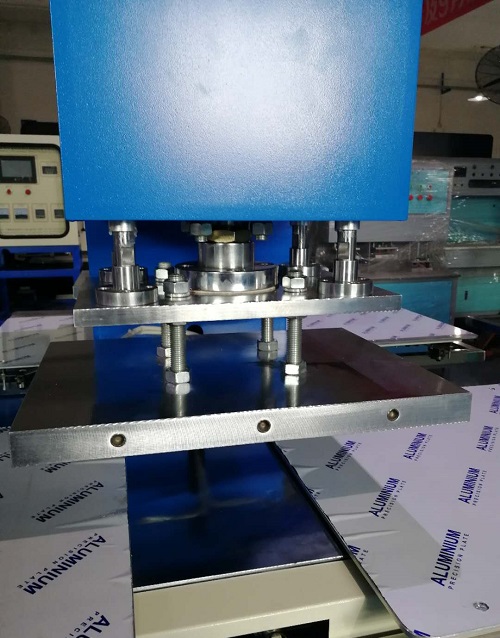
金裕压花机简介:
服装印花机即热合压花,高频压花机,高频服装压花机,高周波皮革压花机,真皮压花机,塑胶压花机,根据高周波压花机所加工生产的产品不同,高周波压花机还有的其他说法,如,地毯压花机,门垫压花机,汽车脚垫压花机,玉石床垫压花机,鞋面压花机,箱包压花机,皮标压花机,商标压花机。高周波压花机的压花原理,同样是我们前面所讲到的利用高周波的熔接接原理,将所需要压花的物料在高周波模具的条件下进行高周波高频熔接,并且进行高周波定型,即达到我们所需要的压花目的。
服装压花机参数:
机器别称:植胶机,矽胶机
型号:JY-B04
台面:300*400mm
行程:150mm
功率:7.2KW
主油缸直径:63mm
滑板尺寸:500*500mm
压力:5T
重量:600KG
1.带计数功能,自动统计压模数量。
2.独特油路设计,采用双马达控制双油路,噪音低。能源消耗降低。
3.两个工作位,分别独立控制,可单独操作,也可同时工作,互不影响。
4.上下加温,温度0-400℃,任意可调。
5.手动滑台完成产品的成型,滑台尺寸500*500mm。
6.发热板尺寸300*400mm,发热板大小可按照客户需要特殊定制。
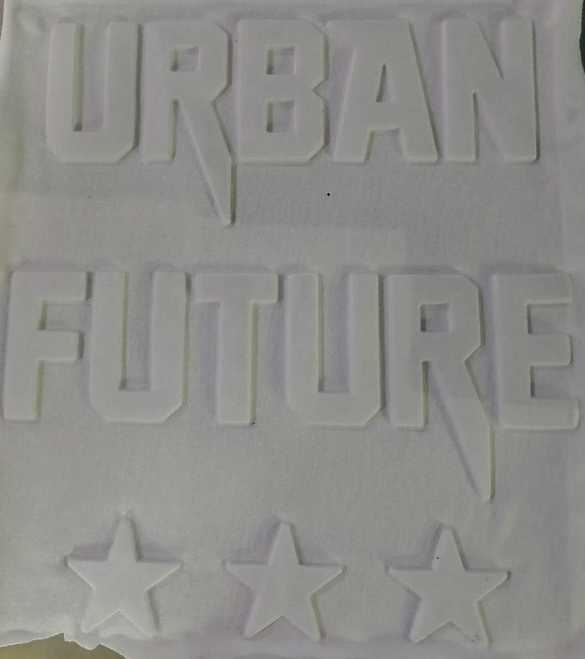
服装布料压花机植胶方法与步骤:
1.模具准备:铜材模具,将需要植胶的图案或LOGO商标雕刻于铜模上,模具要求平整,表面光洁。
2.压花机准备:压花机接通电源,加热温度根据模具大小,胶量多少一般设定在170-240度之间,热压时间亦随产品大小厚度作调整,一般情况下,服装口袋上的小LOGO设定在12-30秒即可;
3.冷冻台:将温度设定在0至-10度范围内皆可。
4.矽利康材料准备:矽利康加入色膏及一定比例的固化剂,搅拌均匀,送入真空台,作除泡处理。
5.布料准备:无纺布或相对耐高温的布料方可植胶,尼龙类布料会变形,将准备好的布料平铺在压花机的滑台平板上。
6.刮胶:一手持模具,另一只手持刮刀,将抽好真空的矽胶,填入模具,刮涂均匀后送入真空台,对模具上的胶作除泡处理。
7.去除多余的胶:除泡后的模具表面的胶,要用硅胶板刮除,保证模具平面上无胶方可进行下一步。
8.植胶:将处理好的,填好胶的模具,放入布面上指定位置,送进服装布料压花机,加热加压定型。
至此,植胶完成工序完成,将模具与布料分离,将模具放到冷冻台上进行快速降温,待模具温度降至40度左右时,即可进行下一轮上胶---除泡--刮模---成型........循环进行!
服装印花机即热合压花,高频压花机,高频服装压花机,高周波皮革压花机,真皮压花机,塑胶压花机,根据高周波压花机所加工生产的产品不同,高周波压花机还有的其他说法,如,地毯压花机,门垫压花机,汽车脚垫压花机,玉石床垫压花机,鞋面压花机,箱包压花机,皮标压花机,商标压花机。高周波压花机的压花原理,同样是我们前面所讲到的利用高周波的熔接接原理,将所需要压花的物料在高周波模具的条件下进行高周波高频熔接,并且进行高周波定型,即达到我们所需要的压花目的。
服装压花机参数:
机器别称:植胶机,矽胶机
型号:JY-B04
台面:300*400mm
行程:150mm
功率:7.2KW
主油缸直径:63mm
滑板尺寸:500*500mm
压力:5T
重量:600KG
机器尺寸:1300*900*1750mm

1.带计数功能,自动统计压模数量。
2.独特油路设计,采用双马达控制双油路,噪音低。能源消耗降低。
3.两个工作位,分别独立控制,可单独操作,也可同时工作,互不影响。
4.上下加温,温度0-400℃,任意可调。
5.手动滑台完成产品的成型,滑台尺寸500*500mm。
6.发热板尺寸300*400mm,发热板大小可按照客户需要特殊定制。
服装布料压花机植胶方法与步骤:
1.模具准备:铜材模具,将需要植胶的图案或LOGO商标雕刻于铜模上,模具要求平整,表面光洁。
2.压花机准备:压花机接通电源,加热温度根据模具大小,胶量多少一般设定在170-240度之间,热压时间亦随产品大小厚度作调整,一般情况下,服装口袋上的小LOGO设定在12-30秒即可;
3.冷冻台:将温度设定在0至-10度范围内皆可。
4.矽利康材料准备:矽利康加入色膏及一定比例的固化剂,搅拌均匀,送入真空台,作除泡处理。
5.布料准备:无纺布或相对耐高温的布料方可植胶,尼龙类布料会变形,将准备好的布料平铺在压花机的滑台平板上。
6.刮胶:一手持模具,另一只手持刮刀,将抽好真空的矽胶,填入模具,刮涂均匀后送入真空台,对模具上的胶作除泡处理。
7.去除多余的胶:除泡后的模具表面的胶,要用硅胶板刮除,保证模具平面上无胶方可进行下一步。
8.植胶:将处理好的,填好胶的模具,放入布面上指定位置,送进服装布料压花机,加热加压定型。
至此,植胶完成工序完成,将模具与布料分离,将模具放到冷冻台上进行快速降温,待模具温度降至40度左右时,即可进行下一轮上胶---除泡--刮模---成型........循环进行!

相关产品推荐









