



厂商 :甘肃浩源工业有限责任公司
河北 廊坊市- 主营产品:
- 硅芯管
- PE双壁波纹管
- PE钢带增强波纹管
大同,PE钢带增强波纹管多少钱一米
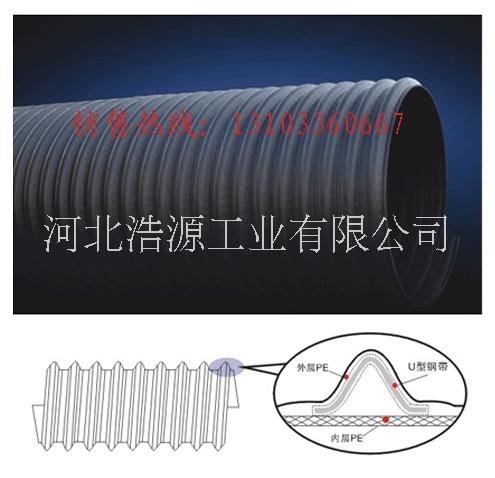
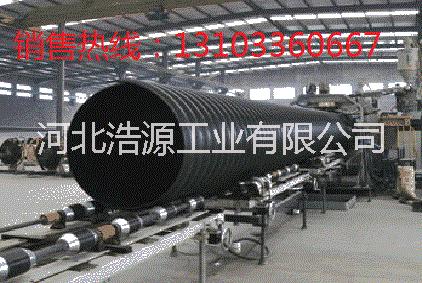
带你走进钢带增强聚乙烯波纹管生产第一现场,观看钢带波纹管生产流程,生产工艺,各种现场测试,零距离接近新型钢带波纹管。质量轻:最轻的结构壁管。现场安装时无需起重设备,节省时间和成本。高强度:由于采用钢带结构,大大提高了管材环刚度,可以达到SN24。能够极大地提高承受车辆和土壤的荷载。钢材结构使管道环刚度在使用寿命内保持恒定。安装方便:单根管材长、因而接头减少,安装速度较快。管道连接采用塑料挤出焊接或电热熔带焊接,牢固、可靠、简单、快捷。可以沟上按需要长度连接,人工放入沟内,可减少沟槽断面,节约土方成本。长度可以在现场切割,简单。柔韧性好:能承受较小的地基沉降不损坏管道。可采用一定的弧形安装而减少连接井。运输和搬运方便:不同管径和管材可以套放,减少运输成本。坚固的钢衬结构使管材能够承受运输过程的冲击。用途广泛:优良的管材特性和无渗透的链接方式,是城镇市政工程排污管、雨水管的可选管材。搞化学腐蚀,是埋在酸性或碱性土壤环境中的理想管材。优良的防腐性能,可输送各种化工溶液类污水。良好的高耐磨性能,可用于矿山尾矿、电厂的水力输送。
浩源股份生产的HDPE钢带管通过ISO9001:2000质量体系,产品质价比更高。
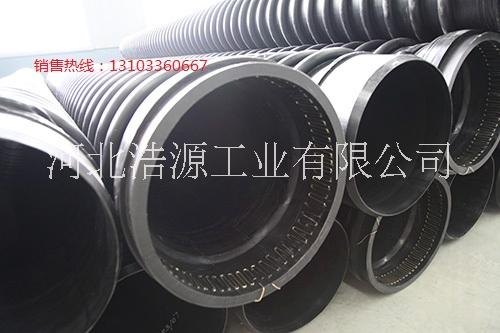
浩源公司生产的钢带增强波纹管钢带增强管,钢带增强PE螺旋波纹管具有抗压、耐冲性好;柔韧性、抗沉降性好;链接简单、水密性佳;耐化学性、耐老化能力强;质量轻便;施工几乎不受季节、气温的影响;使用寿命长;输水量大;可回收利用等特点,特别适合地下水位较高、软弱地基、易发生不均匀沉降等地质条件及需要赶抢工期工程的施工。
大同,PE钢带增强波纹管多少钱一米
钢带波纹管的连接方法:
一、热熔挤出焊接
1、 热熔挤出焊接的结构:
热熔挤出焊接是采用专用热风挤出焊接工具,先将管材被连接两端加热,焊机挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法,属刚性连接。
挤出焊接的是利用分子热运动的基本原理,通过挤出焊接将PE焊条加热(使焊条从固态变成了粘流体)并挤出。同时焊机上配置的热风板加热被焊PE管的待焊面,经外力作用,接缝两端的PE材料相互粘合,使彼此间得到了很好的扩散和相互缠绕,将管材连接为一体,从而达到焊接的效果。
钢带波纹管连接方式:连接方式多样,连接可靠:可采用电热溶连接、热收缩带连接、内外挤出焊接或多种连接组合使用,连接牢固。可靠的连接可以使管道达到零渗漏。
、热熔挤出焊接的施工要点 :
2.1、在焊接前先检查待焊接管材两端面是否切割平整(如端面不平整,应进行修)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3mm间隙,以便于焊接(但最大缝隙一般不超过5mm)。若达不到要求,则要用工具对接口进行局部修切。修切工作可以从管外或管内(φ800以上的管道)进行。焊接区域必须保证清洁、干燥。不得有尘土和其他杂质存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。
2.2、焊接所用的焊条一般应由管材生产厂配套提供,要求与生产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,要求断面为圆形、该焊条粗细一致并符合所选用焊机焊接性能的要求。此焊条还必须要求洁净、干燥、无任何污渍。
2.3、必须强调要使用带热风装置的良好挤出焊机。焊接时热风装置必须将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯能够与管材融为一体。所有焊接断面必须饱满,不能有漏焊和断口。
2.4、对管径大于800mm的管材,一般应进行内外双面焊接。
2.5、根据环境条件设定熔料和热风温度;对熔料保持一定的焊接压力;有相应缓慢的冷却时间。
总之,所有焊接工艺及操作要求应按管材生产厂提供的焊接工艺及操作要求进行。
大同,PE钢带增强波纹管多少钱一米
HDPE钢带波纹管材特性:
1、耐化学性:不被污染、废水及化学药品腐蚀,不因土壤中腐烂物质而腐蚀;
2、抗冲击:管材壁采用"U"字形结构,耐冲击、耐压,地基下沉情况下也不破裂,而且变形后复原性强,对地基都有很好的适应性;
3、耐老化:管材通常为黑色,可承受存放和施工过程中太阳的直晒;
4、耐寒性:管材在-60℃环境中不会被冻裂及膨胀漏水;
5、重量轻:便于运输,施工方便,是水泥管重量的1/8,埋管只需挖土机,不需大型设备;
6、连接方便:管材可先在沟外连接,用挖土机推到沟中,减少工程时间和费用;
7、耐磨性优越:比钢管、水泥管耐磨,生活水废渣通运能力强;
8、排水流通性优越:内部光滑,减少摩擦,排水速度快;
9、经济性:施工、管理、维修费用低;
10、环境影响:HDPE是无害性原料,对土地等环境无害,并且能够再生利用。
11、管道系统稳定性好:管材圆型外拉筋结构不但增加了管材的环刚度,同时具有根阻作用,解决了管道纵向移位产生的拉紧及顶井问题。
12、完全可靠的环刚度:由于钢塑两种材料的弹性模量比大于200,重量比大于7.85,因此与纯塑管相比,钢带增强极易使管材(特别是大直径管材)具有足够安全可靠的环钢度
HDPE钢带增强管可以应用在污水处理厂滤液收集管道、工业污水排放管道、垃圾处理厂滤液收集管道、高速公路排水管道、市政排水排污管网、电缆、光缆护套用管道、集水系统、渗水系统管道、海水、雨水输送管道、农业灌溉用输水管道。
浩源工业新材专业研发HDPE钢带增强波纹管,设备先进,技术含量高,质量过硬,有多名专业的工程师做售后技术指导,解决安装施工问题,公司有专业安装团队,施工专业,进度快,攻克多项施工技术难题。HDPE钢带增强管可以应用在污水处理厂滤液收集管道、工业污水排放管道、垃圾处理厂滤液收集管道、高速公路排水管道、市政排水排污管网、电缆、光缆护套用管道、集水系统、渗水系统管道、海水、雨水输送管道、农业灌溉用输水管道。浩源工业新材专业生产钢带增强PE螺旋波纹管、承插式钢带波纹管、大口径钢带聚乙烯波纹管、钢带增强聚乙烯排污管,型号全,环钢度高,执行CJ/T225-2011《埋地排水用钢带增强聚乙烯(PE)螺旋波纹管》标准。
二、电热熔带连接
1 、电热熔带焊接结构
电热熔带焊接方法是利用镶嵌在连接处接触面的电热元件通电后产生的高温连接方法,是刚性连接。电热熔带焊接是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两被连接端的外表面(复盖连两厘米以上),再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力,界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化后形成可靠连接。
2、电热熔带焊接施工的要点:
电热熔带连接时,必须严ge按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须由生产厂配套供应其步骤如下:
2.1、检查管道和电热熔带是否有损伤。
2.2、对齐管道和清除杂
2.3、通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。
2.4、用洁净的布彻底将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。
2.5、用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。
2.6、将焊机的输出线端与电热熔带的连接线头相连接。
2.7焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
大同,PE钢带增强波纹管多少钱一米
HDPE钢带增强管也称埋地排水用钢带增强聚乙烯螺旋波纹管,可以采用多种连接方法适应不同的工程需要,较好地满足了密封可靠性和连接施工方便的要求


-
 邯郸HDPE双壁波纹管生产厂家 邯郸PE钢带增强波纹管厂家现货出售√货到付款
邯郸HDPE双壁波纹管生产厂家 邯郸PE钢带增强波纹管厂家现货出售√货到付款
-
秦皇岛PE双壁波纹排水管厂家|PE钢带增强波纹管厂家现货出售√货到付款
-
唐山pe钢带增强螺旋波纹管厂家|PE双壁波纹管厂家现货出售√货到付款
-
 石家庄pe双壁波纹管厂家|pe钢带增强波纹管厂家现货出售√货到付款
石家庄pe双壁波纹管厂家|pe钢带增强波纹管厂家现货出售√货到付款
-
 石家庄PE碳素螺旋管|碳素波纹管厂家欢迎您
石家庄PE碳素螺旋管|碳素波纹管厂家欢迎您
-
廊坊碳素波纹管|PE碳素螺旋管|碳素管厂家特价批发
-
承德碳素螺旋管|PE碳素波纹管|碳素管厂家欢迎您
-
张家口碳素管|PE碳素螺旋管|碳素波纹管厂家欢迎您
-
邢台碳素波纹管|PE碳素螺旋管|碳素管厂家欢迎您
-
邯郸碳素管|碳素螺旋管|碳素波纹管|PE碳素螺旋波纹管厂家欢迎您