



厂商 :河南汉越重工机械设备有限公司
河南 焦作市- 主营产品:
河北邢台超前小导管冲孔机价格优惠,很多人通过使用方管冲孔机来进行生产加工,这样不需要通过可以让清晰的操作界面更加直观简单和便利, 因此可以根据客户不同的需求来进料和装料,生产过程中为企业设置不同的孔,而且加工的时候非常的简洁和美观,调整设备的时候也是很简单和快捷可以为大家大大节省调机时间。方管冲孔机加工产品一有着很好的稳定性功能,特别适合一些铁路或者是其他的建筑行业检修起到加固的作用。

超前小导管冲孔注意以下几点:
1.注意"三心并一心"。工件的受力中心、模具的几何中心和压机的压力中心"三心合一",这样可以避免因偏心造成的应力集中损坏模具。
2.上模面对操作者的一面尽量做成斜面,不但可增加操作空间,而且可减少因频繁使用,模具棱角在应力的作用下变形、损坏从而弹出的概率。
3.对冲裁加工要保证凸模的硬度略小于凹模HRC5(硬度值)左右;对冲裁直径小于2毫米的细小孔时,冲头的导向套要尽量长;连续冲裁时第一个孔要避免单边或不对称,目的都是为了减少凸模损坏弹出的风险。
4.模具的卸料板和上、下模之间要尽量密闭,特别是靠近操作者的一面。
5. 小导管打孔机挤压加工能量很大,挤压模具的入口角a对单位挤压力影响很大,当α=40°~60°角时变形抗力最小,对提高安全性能很有帮助。
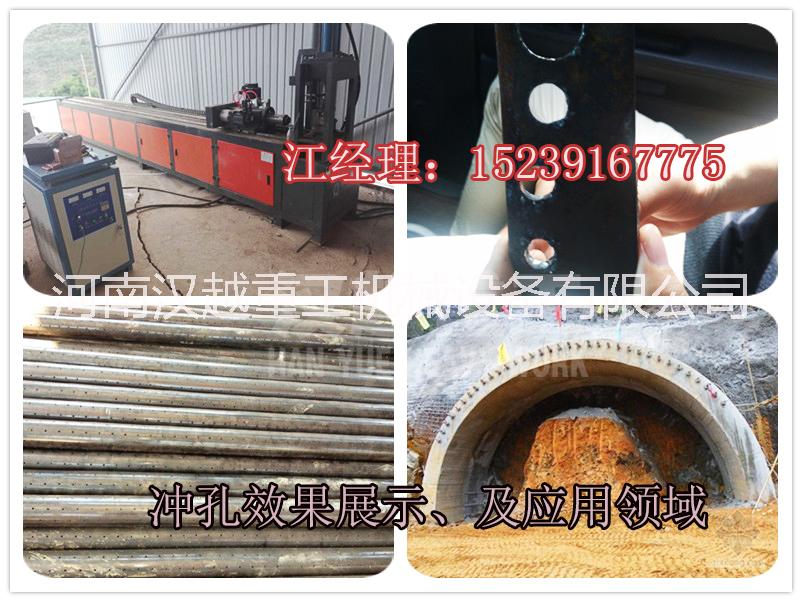
小导管冲孔机具有节能环保的特色,比普通冲床节约用电,噪音小,工作效率比普通冲床速度快,占地面积小,操作安全放心。冲针独特设计,换模时间短。延时保护电路,无人操作机器时,延时保护开关会自动进入待机状态,如要开工需重新开启电路开关。冲孔机相比较传统的台钻,解决了台钻画线,冲孔有毛刺,有凹坑,管材变形的缺点。管材小导管冲孔机在不锈钢、铝合金五金卫浴、彩钢、锌钢护栏冲孔中应用非常广泛,是目前管材,方管打孔加工最快的设备。
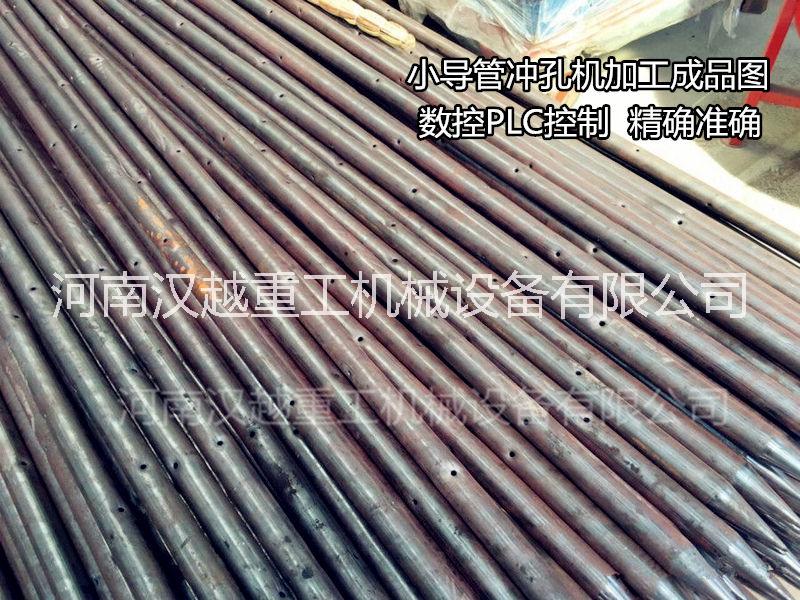
小导管冲孔机操作步骤:将单支工件放入进给主机工作台→自动夹紧→自动上料到设定位置→按既定数控程序等距、不等距精准进给→自动压紧→按既定的数控程序冲压→循环往复 N 次完成一支工件加工要求→下料→重复下支工件。

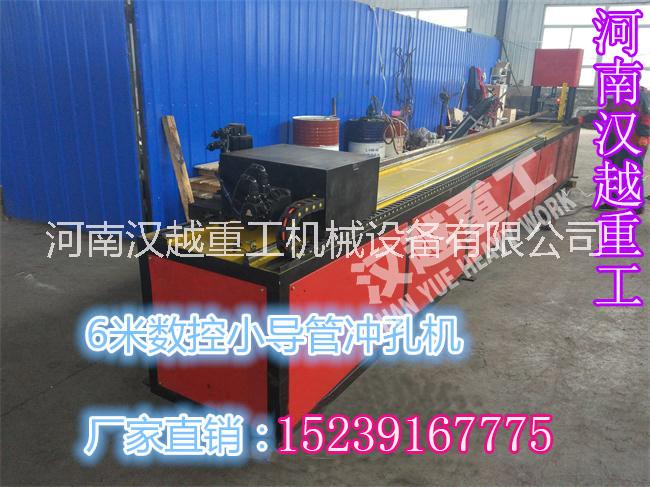
运动控制:采用先进的plc控制器,触摸屏操作,简单方便。
寿命保证:本设备标准件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,最大限度延长设备使用寿命。
冲压模具是整套机器的核心,它的精度和质量直接决定产品的质量。
这几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站提供的压力是可以调节的。
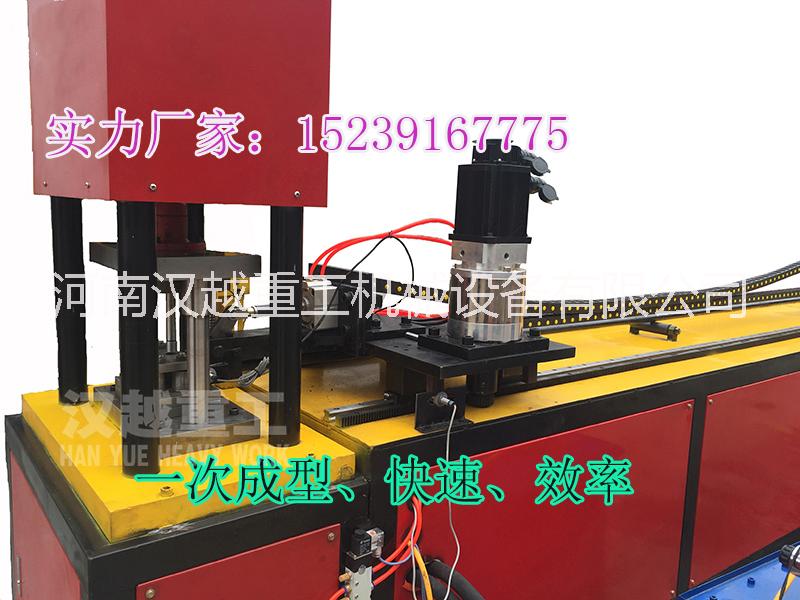
超前小导管冲孔机是河南汉越重工自行研发生产的新一代产品,主要针对于桥隧行业的钢管打孔要求设计开发,具有无污染,效率快、体积小、重量轻、易操作、好维修等优点,是桥隧行业的钢管打孔的重要机型!小导管冲孔机外形美观、结构紧凑、操作简单。

产品维护与保养
(1)卖方负责协助客户进行现场的设备及电器安装调试;
(2)卖方免费提供设备的操作说明及维护规程;
(3)合同签订之日起7日内,卖方向买方提供设备安装所需的水、气、电缆等安装材料的型号及数量;
(4)设备验收时, 卖方负责提供设备的详细资料;
(5)设备到达现场后, 接到买方通知3天内派人现场进行指导安装,5日内调试完毕进入试生产,买卖双方共同协商制定详细的试生产方案,卖方跟踪调试至完全满足生产要求,试生产7日内达到预期目标,并签署验收报告;
(6)卖方在设计调试时发现不妥,在保证满足技术协议要求的前提下,需要更改增加备件的,应及时通知需方并经需方认可后方能实施,因更改造成设备总价升高时,其升高部分卖方负担;
(7)卖方长期提供免费咨询服务及设备的售后服务;
小导管施工特点:
①小导管注浆施工工艺简单,易于操作,施工安全,土层加固见效快,浆液损失少,成本低,是隧道施工中最常用的加固土层的方法之一。
②小导管注浆仅作为地下工程施工防坍塌和沉陷的辅助手段。
③小导管超前注浆设计应根据地质条件、隧道断面大小及支护结构型式选用不同的设计参数。
折返线隧道施工采用的辅助支护方式为超前小导管注浆加固地层,同时封堵地下水,减少渗水对隧道施工的影响。所采用的注浆方式为通过φ32超前小导管注水泥—水玻璃双液浆,加固隧道拱部120度范围,使隧道拱部形成拱形支护体,增加施工安全。
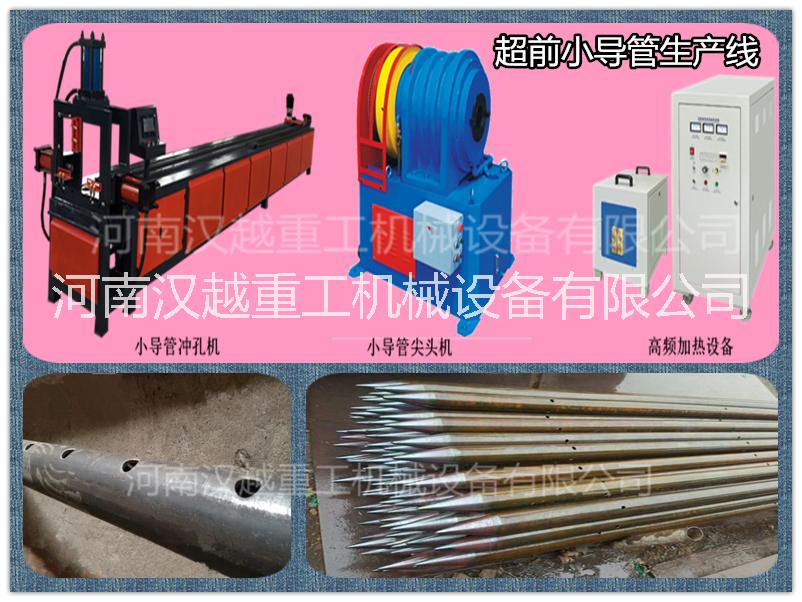
超前小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及隧道断面尺寸而定。一般超前小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。




