



厂商 :徐州君晟教学设备有限公司
江苏 徐州市- 主营产品:
- 制图模型及设备
- 钳工设备
- 模具模型及设备
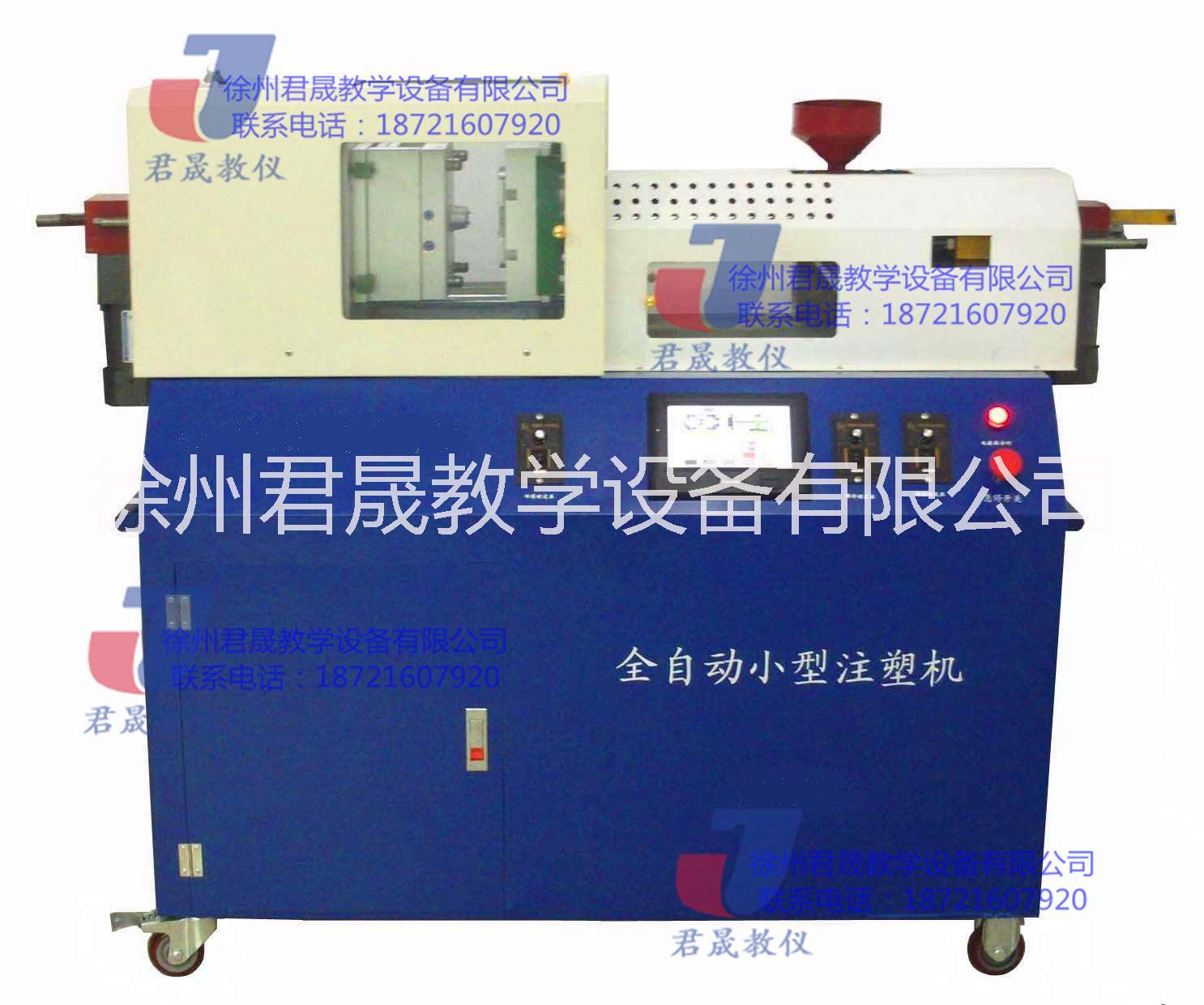
JS-QZS型 全自动小型注塑成型机
一、概 述:
JS-QZS全自动微型注塑成型机系一款适用性广泛的教学型小型注塑成型设备,具有移动方便、占地面积小、性价比高等优点,既可手动操作,又可全自动操作,注塑过程根据教学情况实时设置,整个合模,注塑、熔胶、冷却、开模、顶出的过程老师在课堂上能轻松的讲清楚,学生也能直观、深刻的掌握相关技能,具有很高的实用价值。是各类职业院校模具教学不可多得的一款实验设备。
该设备针对工业型注塑机进行了微缩和改进,既具备了工业机的生产特点和功能,有具备了体积小、可随意移动、适用于课堂教学等优点。给模具设计与制造专业进行模具运动与成型分析及教学实验提供认 证实验。
该产品包括开模合模部件、溶胶注射部件、机身、加热系统、冷却水循环系统、控制系统和加料装置。具有结构简单,操作方便,无噪音无污染;采用220V电压,可在任何有电场所使用,不受工业用电的限制。同时能够与配套的铝合金拆装模具和耐高温彩色透明模具,采用通用工程塑料原料能实际注塑出塑料制件,能在试验中看到模具的运动及成型状态,从而将理性知识转变为感性知识。
二、技术参数功能特点:
1、整机尺寸:1500mm*500mm*1300mm;
工作台尺寸:1200×380mm
开模行程: 110~300mm
模板尺寸: 320×320mm
挂模规格: 220×200mm
挂模止口尺寸: 4×5mm
锁模压力: 500kg以上
注塑行程: 50mm以上
注塑量: 45克
演示模具最大尺寸: 220×200×280mm
立柱跨距: 280×280mm
注塑筒温控温度: 180℃~350℃
温控精度: ±0.5℃
锁模电机功率: 180W
注射电机功率: 120W
2、采用ABS、PP、PE等通用工程塑料原料与模具配合进行实际注塑出塑料零件;
3、触摸屏人机对话,设备配有语音系统提示,引导操作;操作控制部分:触摸屏(人机界面),全电脑控制系统。采用液晶显示触摸屏,实施人机交流,执行手动、自动操作功能,屏内并配有模具动画及相关注解,及操作参数修改功能,全机实施互动互锁自动控制,可克服操作失误。装有漏电保护开关.具有全自动功能,一键控制整个合模,注塑、熔胶、冷却、开模、顶出过程,可根据教学情况实时设置手动和全自动。
4、控制部分原件(参数)。PLC 输出速度10KHZ、触摸屏(人机界面)65536色真彩,窗口尺寸为7.0寸、温控精度为±1°。
5、配有语音系统(音质达专业播音员级),内装立体声扬声装置,具有操作引导、提示及误操作纠正等语音提示功能。
6、注塑筒采用NTP系列,全硬螺杆,合金等级A。
7、要采用调速制动电机及微调控制器。
8、导向柱采用硬铬精密导杆,导套采用自润滑功能的铜质导套。
9、主机铝合金部分,采用加硬铝合金板并经氧化处理,硬度HB90以上,屈服强度245以上。
10、机器配有冷却水装置,采用25W潜水马达,确保模具及注塑筒充分冷却。使用安全;配有冷却水箱(桶),冷却水箱(桶)可单独移动,在任何无 水管水源的情况下均可换水,真正做到到了方便,高效和环保。
11、机身采用钢质金属结构,内外烤漆,保持长期防锈;整机总重170公斤,质量轻,机身下部安装可止动脚轮,可随意移动,轻巧方便,在注塑工作时按下脚轮止动柄,整机固定在原地不动。12、执行部分:
(1)、锁模机构采用梯形螺杆开合模机构,具有变速平稳,超载性能好,锁紧力稳定并分布平衡等优点,确保模具分型面结合。
(2)、溶胶机构采用全浮动装置,浮动装置装有精密导向块。射出机构采用弹力顶出装置,射嘴和模具唧嘴采用精密定位圈定位,防止漏胶。
(3)、射胶定位系统采用时间定位和螺母机械定位,双重定位,定位方便,精度高。
(4)、产品顶出机构采用反向运动装置,按照左右平衡导向结构设计,并可通过螺纹调节顶棍的长度,顶出可靠确保顶出平稳
(5)控制系统采用24V低压,装有漏电保护开关.确保安全可靠
13、溶胶电机与注射料筒采用隔热材料隔离,使料筒温度不能向电机传导,以提高注塑机使用寿命。
14、机身底座和防护罩烤漆处理,并配有透明活动展示窗,可清楚的看到注塑的过程,既安全又实用;料筒采用烤漆防护罩,并采用透风散热设计,在实操过程中防止烫伤,保证了操作安全。
15可配套多种不同原理类型的模具,教学效果突出。
本设备配置一套高温熔化系统,最 高熔温达到350度左右,须经过培训、辅导、或没有技术人员旁边指点,方可开机注塑,以免烫伤。请谨慎使用。
|
序号 |
名称 |
规格尺寸 |
特 点 |
|
|
1 |
全自动小型注塑成型机 |
1500×500×1300mm。技术参数如上 |
||
|
2 |
大水口模 |
200×200mm |
该模具成型塑件表面有进胶口位置,允许修剪,且单独水口能均匀进胶,如零件后壳。具有顶出面积大,产品质量稳定、效率高,适合大批量生产的塑件,是目前最普通的模具。 |
|
|
3 |
小水口模 |
200×200mm |
该模具成型塑件体积大,表面光泽度高,需多处均匀进胶。具有顶出面积大,浇口痕迹小,产品质量稳定、效率高,水口同塑件自动分离等优点,适合大批量生产的塑件。 |
|
|
4 |
推板模 |
200×200mm |
对于一些深腔或薄壁的塑件,如壳体、容器和筒形塑件以及一些型腔形状复杂的塑件,不允许有顶杆顶出痕迹,且防止塑件变形,可采用推板推出产品的形式脱模。 |
|
|
5 |
二次顶出模 |
200×200mm |
成型深腔薄壁,内部形状侧边有扣位,且不能使用斜顶结构的塑件,顶出机构按顺序二次推出,结构简单,安全可靠。 |
|
|
6 |
斜导柱模 |
200×200mm |
成型抽拔距和抽拔力较小的塑件,是抽芯机构最常用的侧抽芯机构,具有结构简单,加工方便,安全可靠。斜导柱与开模方向成一定的夹角,在开模力的作用下,斜导柱与滑块料孔做相对运动,从而完成侧抽芯动作。 |
|
|
7 |
哈夫模 |
200×200mm |
运用于侧成型面积大,侧孔或侧凹胶位较浅且抽拔距较小的塑件,(如车仔模、外螺纹模)结构紧凑,强度和刚性较好,抽拔力大。 |
|
|
8 |
斜顶模 |
200×200mm |
成型内侧有凹凸的塑件,加工简单,结构紧凑、可靠,斜推杆与导向槽配合,当顶针板垂直运动时斜推杆在导向槽的作用下做相对角度的运动,从而完成侧抽芯动作。 |
|
|
9 |
前模行位模 |
200×200mm |
定模需设置抽芯机构,对外观需要求高的塑件,结构紧凑,强度和刚性较好,在模具中被广泛应用。 |
|
|
10 |
后模行位模 |
200×200mm |
适合于内部有凸凹槽,体积较小的塑件。后模设置抽芯机构,成型抽拔力不大,模具结构简单,造价低,运转周期短,在小型模具中被广泛应用。 |
|
|
11 |
旋转螺纹模 |
200×200mm |
成型硬质材料带螺纹的塑件,通过旋转方式将螺纹型芯抽出,注射周期短,效率高,适合大批量生产的塑件。 |
|
|
12 |
热流道模 |
200×200mm |
在模内流道的附近或中心设有加热结构,使用流道中的塑料维持熔融状态,实现无 水口废料加工,自动化程度高,可做到无人管理,总件效率高。适应批量大,精度高的塑件。 |
|
|
13 |
弯管模(特殊类) |
200×200mm |
适用于弯管圆弧内抽芯的塑件。模具B板上设置将直线运动转换为圆周边运动的结构,从而达到圆弧抽芯的目的。 |
|
|
14 |
潜水口模 |
200×200mm |
对于表面要求无浇口痕迹的产品,模具浇口设置在制品的侧面,端面,背面等地方,不仅可以自动切断浇口还可将双分型面模具的结构简化成单分型面的模具结构。 |
|
|
15 |
后模斜抽芯模(特殊类) |
200×200mm |
模具采用定模板拉钩摆杆式顺序分型机构,利用推杆推出制品,使其完成侧向抽芯,适合于内侧有斜凹形状的塑料制品。 |
|
|
16 |
顶杆先复位模 |
200×200mm |
当测抽芯与推杆出现干涉现象时,或者放置镶件没有合适位置时,通过顶杆使顶出系统提前复位,适合于侧边有凹槽的塑料制品。 |
|
|
17 |
爆 炸型芯模(特殊类)
|
200×200mm |
合模时镶件沿圆形型芯上的斜导向槽移动,使圆形型芯的的外围达到闭合状态。此模具适合于圆形且圆形内部有凹槽的塑胶制品 |
|
|
18 |
大行位藏小行位模(特殊类) |
200×200mm |
开模时斜导柱带动大行位内的小行位先形移动,待小行位与胶位分离后,再移动大行位,适合于侧边形状突出,有较深的凹槽且胶位太薄的塑料制品。 |
|
|
19 |
后模进胶倒装模(特殊类) |
200×200mm |
模具后模部分置于前模位置,由后模方向进胶,并由固定于前模上的拉杆拉动顶针板顶出产品,适合于成型时表面有附属镶件且较大体积的塑料制品。 |
|
|
20 |
双色模(特殊类) |
200×200mm |
模具由一套后模和两套前模组成,一套前模和共用后模注塑出制品后,再将制品套在共用后模型芯上,用另一套前模和共用后模注塑成型制品表面上不同颜色的胶位。 |
|
三、主要部件:
|
名称(部件) |
备注 |
|
PLC |
台湾 |
|
触摸屏(人机界面) |
台湾 |
|
模块 |
台湾 |
|
温控器 |
日本 |
|
继电器 |
浙江正泰 |
|
电源 |
浙江正泰 |
|
行程开关 |
浙江正泰 |
|
漏电开关 |
浙江正泰 |
|
电机 |
台湾 |
|
立柱 |
硬铬精密导杆,导套采用自润滑功能进口铜质导套 |
|
主机铝合金部件 |
T651并氧化处理。 |
|
注塑筒 |
NTP系列,全硬螺杆,合金等级A |
|
语音部件 |
立体声扬声装置 |
|
|
|

-
 拆装实验用大型减速器 拆装用减速器模型 拆装减速器 减速器模型 学生绘图桌 液压实验台 注塑模具模型 钳工实训台 钳工桌
拆装实验用大型减速器 拆装用减速器模型 拆装减速器 减速器模型 学生绘图桌 液压实验台 注塑模具模型 钳工实训台 钳工桌
-
 制图教学模型 工程制图模型、 机械制图教学模型 制图模型 习题集模型 示教类模型 工程制图模型、机械制图教学模型 钳工桌
制图教学模型 工程制图模型、 机械制图教学模型 制图模型 习题集模型 示教类模型 工程制图模型、机械制图教学模型 钳工桌
-
 机械原理传动模型 机械原理模型 原理模型 原理传动模型 机械基础模型 机械设计模型 注塑模具模型 液压实验台 减速器模型
机械原理传动模型 机械原理模型 原理模型 原理传动模型 机械基础模型 机械设计模型 注塑模具模型 液压实验台 减速器模型
-
 机构运动简图测绘模型 机构简图 简图模型 机械简图模型 机械简图测绘模型 绘图桌 学生制图桌 液压实验台 减速器模型
机构运动简图测绘模型 机构简图 简图模型 机械简图模型 机械简图测绘模型 绘图桌 学生制图桌 液压实验台 减速器模型
-
 拆装测绘模型 测绘用装配体 装配体 齿轮泵 零件图 齿轮油泵 轴 机用虎钳 测绘用装配体齿轮泵 拆装测绘模型 学生绘图桌
拆装测绘模型 测绘用装配体 装配体 齿轮泵 零件图 齿轮油泵 轴 机用虎钳 测绘用装配体齿轮泵 拆装测绘模型 学生绘图桌
-
 冷冲压模具拆装模型 铝合金制冷冲压模具拆装模型 冲压模具模型 冷冲压模具 学生绘图桌 液压实验台 减速器模型 制图桌
冷冲压模具拆装模型 铝合金制冷冲压模具拆装模型 冲压模具模型 冷冲压模具 学生绘图桌 液压实验台 减速器模型 制图桌
-
 JS-JY10型机械原理陈列柜 机械原理陈列柜 机械原理教学陈列柜 绘图桌 注塑模具模型 冷冲模具模型
JS-JY10型机械原理陈列柜 机械原理陈列柜 机械原理教学陈列柜 绘图桌 注塑模具模型 冷冲模具模型
-
 透明电动机及变压器模型 透明电机 透明变压器模型 电动机模型 变压器模型 学生绘图桌 液压实验台 减速器模型 注塑模具
透明电动机及变压器模型 透明电机 透明变压器模型 电动机模型 变压器模型 学生绘图桌 液压实验台 减速器模型 注塑模具
-
 JS-JJMA型 机床夹具拆装模型 机床与夹具 机床夹具模型 夹具模型 注塑模具模型 学生绘图桌 液压实验台
JS-JJMA型 机床夹具拆装模型 机床与夹具 机床夹具模型 夹具模型 注塑模具模型 学生绘图桌 液压实验台
-
 JS-QG10型钳工工艺学陈列柜 钳工工艺学陈列柜
JS-QG10型钳工工艺学陈列柜 钳工工艺学陈列柜