



厂商 :南京雷能精密机械有限公司
江苏 南京- 主营产品:
| 品牌 | 其他 | 型号 | DK7740C | 适用行业 | 通用 |
| 工作台面尺寸 | 390*630 | 工作台行程(X*Y) | 400*500 | Z轴行程 | 250 |
| 最大切割厚度 | 250(mm) | 锥度 | 6 | 最大承重 | 300kg |
| 主机重量 | 1900KG | 最大加工速度 | 100(mm/min) | 最大加工电流 | 6(A) |
| 表面粗糙度 | 1.0(um) | 加工精度 | 0.01(0.008) | 控制系统 | HF AUTOCUT |
| 走丝速度 | 3-11.5 | 售后服务 | 保修一年 |
中走丝性能介绍:
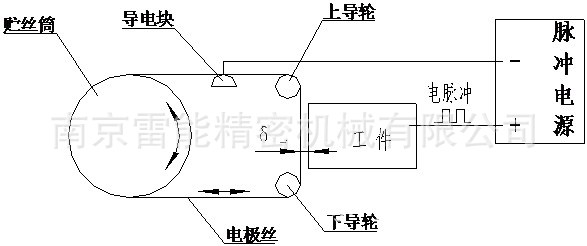
电火花线切割加工的基本原理:
电火花线切割加工时,在电极丝和工件之间进行脉冲放电,如图一所示。当来一个电脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心,温度瞬时可达10000℃以上,高温使工件金属熔化,从而达到切割金属的目的。
机床主要包括工作台、运丝机构、C型线架、工作液系统和机床电器及数控系统等部分。机床主机采用优质铸件,制造结构钢性好,承载量大,拖板丝杆采用滚珠丝杆,直线导轨、V型淬火钢导轨,精度高,性能稳定,寿命长。
1、工作台
工作台是用来装夹被加工工件,实现加工自动进给的。它主要由上下十字拖板、精密滚珠丝杆、无齿隙齿轮和精密直线导轨组成。上下拖板沿着精密直线导轨往复移动而其动力是由步进电机通过无齿隙齿轮组传到滚珠丝杆上来实现的,由于要达到一个脉冲使工作台面移动0.001mm的要求,而且在运行中要求灵敏、平稳,因而对精密直线导轨、精密滚珠丝杆、无齿隙齿轮组、拖板都有严格的要求,不但精度要求高而且要有一定的刚度和耐磨性。
工作台面的平面度经精磨加工处理。带T型槽,框式夹具。机床导轨防护罩采用全封闭防护罩。机床工作台有完善的机械限位功能。
滚珠丝杆轴承座轴承采用哈尔滨轴承。滚珠丝杆采用两端轴承座双支撑形式。
2、运丝部件
运丝部件主要是用来带动电极丝按一定线速度运动并将电极丝整齐地排绕在贮丝筒上,运丝机构是由电机贮丝筒、上下拖板、同步带、换向装置等组件组成。运丝采用V型淬火钢导轨传动,电机运行平稳、无噪声、无振动。
它的基本要求是:
① 贮丝筒一方面转动一方面移动,以保证电极丝在贮丝筒上整齐排列。
② 贮丝筒的径向跳动和轴向窜动要小。
③ 贮丝筒需要正反转。
④ 贮丝机构应与床身绝缘。
⑤ 贮丝筒采用防护罩,防止工作液飞溅,传动结构需用尼龙轮或同步带传动
⑥ 运丝装有线切割电极丝双向张紧机构。
3、机床数控系统分:全闭环和开环控制二种。闭环系统装有Lus光栅检测系统,控制精度和加工精度高。
4、数控柜集机床电气、脉冲电源、计算机有机组合于同一柜内,构成一个完整的线切割机数控系统,打破了传统的三者分立控制模式,简化了控制电路,提高了数控系统运行的可靠性,使电器故障率降至最 低。
5、本数控柜计算机配置依据用户要求,可选用工控机或PC机。数控系统采用HF或AUTOCUT编程与控制一体化软件,具有异形切割、图形扫描、计算机连网控制等五十余种加工控制系统。
6、机床电气控制采用变频器调速,无火花干扰、无运丝换向噪声,在0-60HZ范围内可无级调节运丝电机速度,电机运行平滑、稳定,工作寿命长。
7、高频电源为数字式脉冲电源,性能稳定,参数选择方便,切割效率高。最大切割效率≥120mm2/min:表面粗糙度Ra1.5时≥40mm2/min;最大切割厚度600-1000mm;丝耗100000mm2/0.01(≤80mm2/min)。
8、本数控柜还吸收了数控电火花成型机的相关技术,采用散热性能好、阻质性能稳定的大功率波纹电阻,风道式进风排风结构大大提高了机柜的散热性能,保证了控制系统连续长时间正常工作。
9、数控柜按人机工程要求设计,柜内电器控制元件均暴露在可视面上,具有良好的可维修性,计算机键盘采用抽屉式结构,既防尘,操作又简便。
10、专业研发的机床嵌入式适配系统。
由于整机采用了“三位一体”数控柜与机床主机配套组合模式结构,机床主机内无机床电气等发热元件,机床热变形小,精度稳定。
编控系统的主要特点:
AutoCut系统主要功能
1、支持图形驱动自动编程,用户无需接触代码,只需要对加工图形设置加工工艺,便可进行加工;同时,支持多种线切割软件生成的3B代码、G 代码等加工代码;
2、软件可直接嵌入到AutoCAD、CAXA等各版本软件中;
3、多种加工方式可灵活组合加工(连续、单段、正向、 逆向、倒退等加工方式)
4、XYUV 4轴可设置换向,驱动电机可设置为五相十拍、三相六拍等;
5、实时监控线切割加工机床的X、Y、U、V四轴加工状态;
6、加工预览,加工进程实时显示;锥度加工时可进行三维跟踪显示,可放大、缩小观看图形,可从主视图、左视图、顶视图等多角度进行观察加工情况;
7、可进行多次切割,带有用户可维护的工艺库功能,使多次加工变得简单、可靠;
8、锥度工件的加工,采用四轴联动控制技术,可以方便的进行上下异形面加工,使复杂锥度图形加工变得简单而精 确;
9、可以驱动4轴运动控制卡,工作稳定可靠;
10、支持多卡并行工作,一台电脑可以同时控制多台线切割机床;
11、具有自动报警功能,在加工完毕或故障时自动报警,报警时间可设置;
12、支持清角延时处理,在加工轨迹拐角处进行延时,以改善电极丝弯曲造成的偏差;
13、支持齿隙补偿功能,可以对机床的丝杆齿隙误差进行补偿,以提高机床精度;
14、支持螺距补偿:能够对机床的螺距误差进行分段补偿;
15、支持两种加工模式:普通快走丝模式、中走丝通讯输出模式;
16、断电时自动保存加工状态、上电恢复加工,短路自动回退等故障处理;
17、加工结束自动关闭机床电源。
AutoCut系统主要特点
1、采用图形驱动技术,降低了工人的劳动强度,提高了工人的工作效率,减小了误 操作机会;
2、面向 Windows XP等各版本用户,软件使用简单,即学即会;
3、直接嵌入到AutoCAD、NCCAD、CAXA等各版本软件中,实现了CAD/CAM一体化,扩大了线切割可加工对象;
4、锥度工件的加工,采用四轴联动控制技术;三维设计加工轨迹;并对导轮半径、电极丝直径、单边放电间隙以及大锥度的椭圆误差进行补偿,以消除锥度加工的理论误差;
5、采用多卡并行技术,一台电脑可以同时控制多台线切割机床;
6、可进行多次切割,带有用户可维护的工艺库功能,智能控制加工速度和加工参数,以提高表面光洁度和尺寸精度,使多次加工变得简单、可靠;





一般情况下:划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在阿里巴巴中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,最终以订单结算页价格为准。活动预热状态下:划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,最终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,最终以活动是订单结算页价格为准。*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。







