



厂商 :东莞市海蓝新材料有限公司
广东 东莞市- 主营产品:
- ABS
- PC
- ABS/PC
联系电话 :13825852215
商品详细描述
PCR-TPE黑色料消费后回收的海洋塑料GRS认证用于汽车脚垫地垫
通常将注射压力的控制分成为一次注射压力、二次注射压力(保压)或三次以上的注射压力的控制。压力切换时机是否适当,对于防止模内压力过高、防止溢料或缺料等都是非常重要的。的取决于保压阶段浇口封闭时的熔料压力和温度。如果每次从保压切换到制品冷却阶段的压力和温度一致,那么制品的比容就不会发生改变。在恒定的模塑温度下,决定制品尺寸的最重要参数是保压压力,影响制品尺寸公差的最重要的变量是保压压力和温度。例如:在充模结束后,保压压力立即降低,当表层形成一定厚度时,保压压力再上升,这样可以采用低成型厚壁的大制品,塌坑和飞边。
保压压力及速度通常是塑料充填时压力及速度的50%~65%,即保压压力比注射压力大约低0.6~0.8MPa。由于保压压力比注射压力低,在可观的内,油泵的负荷低,固油泵的使用寿命得以延长,同时的耗电量也降低了。采用预先调节好一定的计量,使得在注射行程的终点附近,螺杆端部仍残留有少量的熔体(缓冲量),根据模内的填充情况进一步施加注射压力(二次或三次注射压力),补充少许熔体。这样,可以防止制品凹陷或调节制品的收缩率。
冷却时间主要取决于熔体温度、制品的壁厚和冷却效率。此外,物料的硬度也是一个因素。与很软的品种比较,较硬的品种在模具内将较快地凝固。如果从两侧进行冷却,那么每0.100' 壁厚所需的冷却时间通常将是大约10到15秒。包胶方式的制品将需要较长的冷却时间,因为它们可以通过较小的表面积而有效地冷却。每0.100'壁厚所需的冷却时间将是大约15到25秒。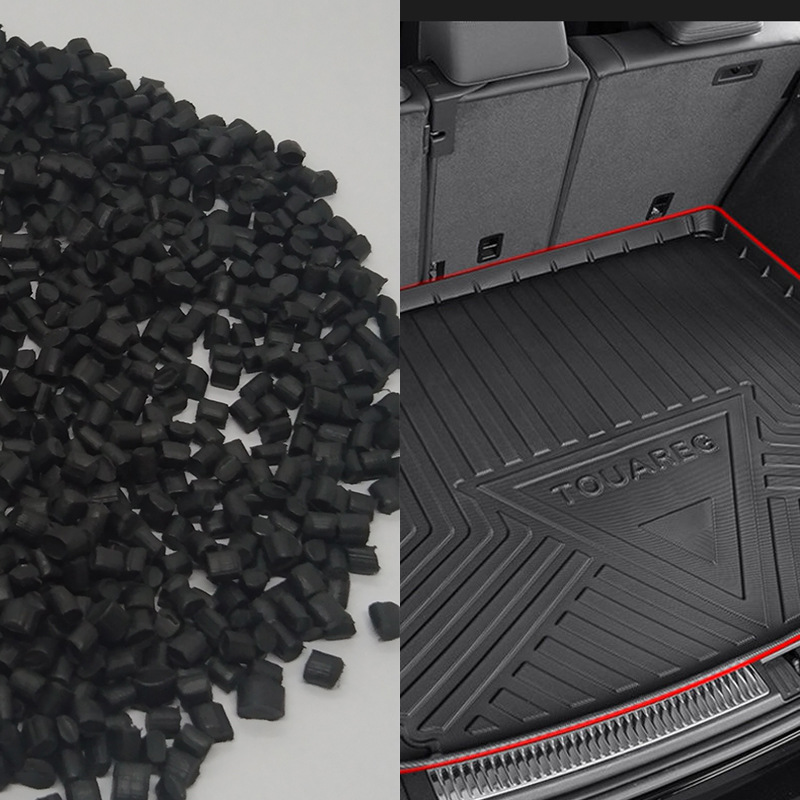



相关产品推荐
-
 亚克力板材,抗冲击性强,抗老化可开TC证
亚克力板材,抗冲击性强,抗老化可开TC证
-
 GRS认证-尼龙扎带自锁式彩色、白色、黑色束线带厂家大量批发
GRS认证-尼龙扎带自锁式彩色、白色、黑色束线带厂家大量批发
-
 PCR-PLA小麦秸秆 生物全降解料 Recycled PlasticOBP
PCR-PLA小麦秸秆 生物全降解料 Recycled PlasticOBP
-
 PCR-PLA白色生物全降解料消费后回收的海洋塑料GRS认证TC证
PCR-PLA白色生物全降解料消费后回收的海洋塑料GRS认证TC证
-
 PCR-PP片材,R-PP卷材,GRS认证,可开TC证
PCR-PP片材,R-PP卷材,GRS认证,可开TC证
-
 PCR-EVA本色料发泡鞋底再生料Recycled Plastic OBP GRS认证TC证
PCR-EVA本色料发泡鞋底再生料Recycled Plastic OBP GRS认证TC证
-
 PCR-EVA本白色料发泡鞋底再生料Recycled Plastic OBPGRS认证TC证
PCR-EVA本白色料发泡鞋底再生料Recycled Plastic OBPGRS认证TC证
-
 Recycled Plastic OBP PA6丝料树脂做锦纶 GRS认证TC
Recycled Plastic OBP PA6丝料树脂做锦纶 GRS认证TC
-
 消费后回收海洋塑料PA6渔网丝树脂本色料做摇杆把手GRS认证
消费后回收海洋塑料PA6渔网丝树脂本色料做摇杆把手GRS认证
-
 消费后回收海洋塑料PCR-PVC特级料卡其色可做型材
消费后回收海洋塑料PCR-PVC特级料卡其色可做型材