
厂商 :北京凝华科技有限公司
北京 北京- 主营产品:
优秀的中走丝并不是偶然
市场上常见的中走丝产品都是采用快走丝的产品和设计概念做出来的,其改良的特性决定了产品的本质无法有质的飞跃。凝华的智能中走丝是经过12年的潜心研发,特意脱开原有快走丝技术圈子,邀请加工中心数控专家领衔,结合凝华的技术专家共同打造的全新定义的一款中走丝。
从采用工控机加多个DSP和FPG模块的国际当前领先的上下位结构、加工中心内核的轨迹控制,模块化设计结构,到嵌入式工业系统、PC104、电子手轮操作、光栅尺闭环控制等功能和细节,无不透露出符合当前数控机床技术的特征。
凝华的NH400系列智能中走丝,在技术和性能,配置上都可傲视同行,以综合性能而不是以单项极限指标来博取用户眼球,真正做到好用,实用,够用
选择凝华智能中走丝,您选择了未来趋势。

前沿的设计架构,高科技的技术配置
凝华智能中走丝系列产品凭借其独有的技术优势,具备了众多的智能功能.
优秀的系统架构,到来先进的功能和性能
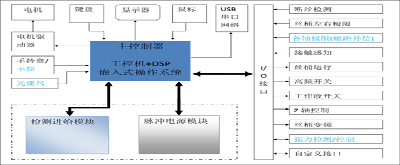
系统采用领先的上下位机模块化结构,由工控机主控,分别控制以DSP+FPGA微处理器组成的轨迹控制单元,脉冲发生单元和检测控制单元等模块。
高性能工控机
系统配置高性能主机,主频1.6G双核高性能处理器,1G内存保证程序程序运行顺畅;大容量高速硬盘,双USB接口,双高速局域网接口都使系统在存储程序和交换程序方便快捷。

工业嵌入式操作系统
采用工业专用的嵌入式操作系统Windows Embedded; 系统和我们常见的windows桌面系统完全兼容,但按照工业系统要求的强坚固性进行了重新设计并增加了工业系统所需要的更多专用性能。目前业界广泛使用在线切割上的盗版windwos 98,windows2000桌面系统的容易被操作者修改,更易被误删除系统程序以及感染病毒。
Windows Embedded支持所有的windows下的程序,包括我们常用的各种线切割编程软件,如CAXA;HF;YH;HL;BAND5……
工业PC104工业总线
总线以“针”和“孔”形式层叠连接,即PC104总线模块之间总线的连接是通过上层的针和下层的孔相互咬和相连,这种层叠封装有极好的抗震性。比市场上产品中使用的ISA、EISA、VESA、PCI(家用电脑总线)的插卡式可靠性大幅提高。
先进轨迹控制算法
相比目前同类产品采用的逐点比较算法,NH400采用更先进的DDA算法,可以使轨迹运行更平滑,节省系统资源。

更可靠的表面贴装工艺
采用表面贴装工艺,系统体积更小,器件之间距离更近,能传输更高频率的控制信号。为系统能做到更高性能奠定了基础。
CAN总线通讯技术
采用汽车技术中广泛使用的CAN bus总线技术,使模块之间通讯更可靠。工控机和DSP轨迹控制模块之间采用大容量数据交换的双口RAM技术,使数据通讯更快捷高速。
完美支持局域网/广域网
NH400可直接支持局域网/广域网,可实现在机床上读取服务器中的代码文件,这对于企业产品保密非常关键。
五轴数控+全光栅尺闭环
NH400支持5轴(X,Y,U,V,Z/A)全数控.可选装5轴光栅尺闭环。
机械设计经过有限元分析
机械部分设计采用有限元分析验证,可完美的达到高精度,并在不同条件下良好保持。
全功能高效电子手轮
标准配置电子手轮,可实现1um,10um,100um移动,方便操作工移动定位和工件找正。
不怕不识货,就怕货比货-智能中走丝与市场上常见中走丝对比
1.驱动单位
凝华智能中走丝采用0.1um的最小驱动单位,可以实现更高精度并且曲线拟合精度更好
市场上的中走丝采用1um的超小驱动精度
2.快速移动速度
采用更先进的伺服加减速控制,可以实现高达10米/分钟的快速移动,这有助于节省加工辅助时间
市场上的中走丝空走速度从0.3-2米不等。
3.自动找正功能
具备自动寻边、圆孔、槽、圆柱、方柱、内角、外角定位功能,可以在加工中快速方便的定位基准面,降低操作错误和操作准备时间
市场上的中走丝只有最简单的圆孔找正,而且精度并不准确导致大部分客户不用
4.工业嵌入式操作系统
操作系统的选择限定了系统的性能和可靠性,而工业嵌入式系统是微软推荐的专为工业控制设计的系统
市场高端机:办公用的windows XP
市场主流机:win98/xp下的dos模拟
市场低端机:古老的dos系统
5.系统架构
上下位主从架构,工控机+DSP
市场高端机:普通工控机+模拟控制
市场主流机:普通电脑+模拟控制…
6.加工操作
凝华设定后一键加工,系统自动顺序延时开启各功能,市场上的中走丝需要分别开冷却液,运丝,高频
技术参数
| 名称 | 单位 | NH400 | NH500 |
| 主机 | |||
| 主机尺寸 (长x宽x高) | mm | 1320×1800×1990 | 1500×1675×2220 |
| 主机重量 | Kg | 约2200 | 约1900 |
| 机床结构形式 | “C”型结构 | “C”型结构 | |
| 电柜 | |||
| 电柜尺寸 (长x宽x高) | mm | 600×700×1700 | 600×700×1700 |
| 电柜重量 | Kg | 约215 | 约215 |
| 系统 | |||
| 控制系统 | 工业控制主板 | 工业控制主板 | |
| 操作系统 | Windows XPE | Windows XPE | |
| 输入方式 | 鼠标键盘,中文显示 | 鼠标键盘,中文显示 | |
| 显示方式 | 17寸液晶 | 17寸液晶 | |
| 驱动方式 | XY交流伺服 | XY交流伺服 | |
| 最小驱动单位 | μm | 1 | 1 |
| 安全配置 | 断丝保护,结束停机 | 断丝保护,结束停机 | |
| 加工参数 | |||
| X, Y轴行程 | mm | 400×320 | 550×400 |
| U, V轴行程 | mm | 15×15 | 36×36 |
| X, Y, Z轴分辨率 | μm | 1 | 1 |
| 最大切割厚度 | mm | 200 | 400 |
| 最大加工锥度 | mm | ±3°/50 | ±6°/50 |
| 机床加工精度 | mm | 0.01 | 0.01 |
| 选用电极丝直径 | mm | Φ0.1-Φ0.18 | Φ0.12-Φ0.20 |
| 丝速 | 14档,最大速度11m/s | 14档,最大速度11m/s | |
| 最大表面粗糙度 | <Ra1.0 | <Ra1.2 | |
| 最大加工效率 | mm2/min | 120 | 120 |
| 机床噪声:工作状况下最大噪声 | db | <78 | <78 |
| 脉冲电源 | |||
| 脉宽 | us | 0.1-100 | 0.1-100 |
| 脉间 | ti | 2-30 | 2-30 |
| 电流 | 1-8 | 1-8 | |
| 电压 | 高低压两档 | 高低压两档 | |
| 最大加工电流/放电电流 | A | 8 | 8 |
| 工作台 | |||
| 工作台尺寸 (长x宽) | mm | 630×440 | 820×550 |
| 工作台最大承重 | Kg | 200 | 800 |
| 工作台上用于装夹的T型槽数量 | 个 | 2 | |
| T型槽尺寸 | mm | 20mm×9mm | |
| T型槽间的距离 | mm | 257 | |
| 等高架数量 | 个 | 2 | |
| 平行条数量 | 个 | 2 | |
| 工作液槽 | |||
| 液槽尺寸 (宽x深 x高) | mm | 863x673x400 | 1200x700 |
| 最大工件尺寸 | mm | 500×400×200 | 1200 x700 x400 |
| 水箱 | |||
| 水箱尺寸 | mm | 800×530×280 | 810x425 |
| 水箱容量 | L | 110 | 60 |
| 水箱重量 | Kg | 约50 | 约50 |
| 过滤方式 | 可换纸芯 | 可换纸芯 | |
| 滤芯数量 | 个 | 1 | 1 |
| 水泵功率 | KW | 0.37 | 0.37 |
| 工作液 | 水基线切割工作液 | 水基线切割工作液 | |
| 电网 | |||
| 电网输入 | ~380V 50Hz | ~380V 50Hz | |
| 允许波动范围 | +10% —— -5% | +10% —— -5% | |
| 功率因数 | 0.87 | 0.87 | |
| 电源功率 | KW | <3 | <3 |
| 熔断器额定电流 | A | 15 | 15 |
| 包装 | |||
| 包装箱类型,个数 | 木包装,3个 | 木包装,3个 | |
| 主机包装箱尺寸 | mm | 1950×1570×2255 | 2500×1750×2650 |
| 主机包装箱毛重 | Kg | 约2300 | 约2000 |
| 电柜包装箱尺寸 | mm | 770×870×1945 | 770×870×1945 |
| 电柜包装箱毛重 | Kg | 约270 | 约270 |
| 水箱包装箱尺寸 | mm | 1000×660×775 | 1000×660×775 |
| 水箱包装箱毛重 | Kg | 约80 | 约80 |



