



厂商 :深圳市特维尼科技有限公司
广东 深圳- 主营产品:
- 轮廓度仪
- 表面粗度仪
- 研磨耗材
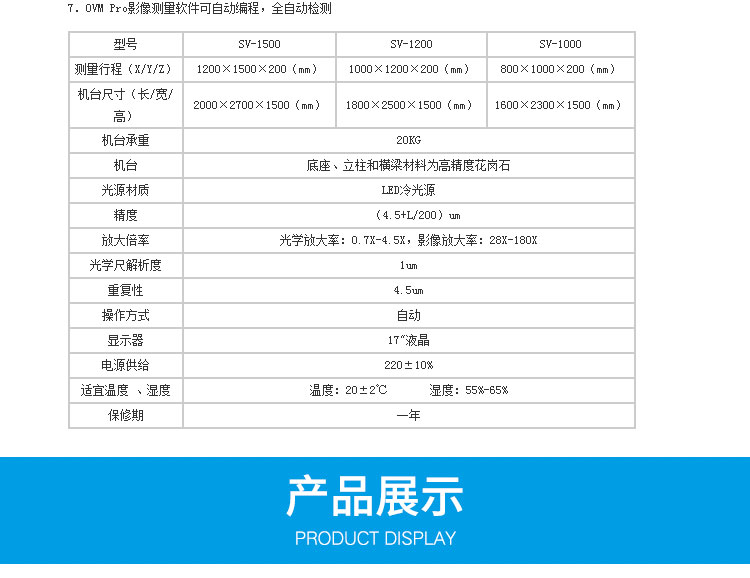




影像测量仪规格参数:
1.X、Y方向移动行程:300×200mm
2.Z轴升降范围:160mm
3.X、Y最小显示值:0.001mm
4.制造精度:(3+L/200)um
5.变焦物镜倍率:0.7X-4.5X(带卡位)
6.影像放大倍率:28X-180X
7.视场范围:6.3-1.3mm
8.工作距离:92mm
9.1/3〞SONY 芯片彩色摄像机
10.上、下光源均采用可调节亮度LED无影灯
11.仪器底座及立柱采用花岗石,稳定性好、精度高
12.电脑及专用测量软件
13.设备外形尺寸(L*W*H):700*580*860mm
14.整机重量:120KG
15.使用电源:220V/50HZ 350W
16.操作方式:手动
主要用途
用于测量二维平面尺寸,广泛应用在各种不同的精密产业中。其主要用于在卡尺、角度尺很难测量到或根本测量不到的但在装配中起着重要的零部件尺寸、角度等,如硅胶、电路板的爬电距离、电器间隙、控制面板的灯孔、塑料件的某些尺寸等等,还可用于对某些零部件的图片进行照片用于分析不良原因。由于影像测量仪是利用表面光或轮廓光照明零件所得到的影像,对零件的测量时需要取点,固并非所有零件采用二次元测量仪测量都是最精密的,选取最好的方法、最有效的途径才能对零件的尺寸测量最准确。
结构组成
影像测量仪是一种由高解析度CCD彩色摄像器、连续变倍物镜、彩色显示器、视频十字线发生器、精密光学尺、多功能数据处理器、2D数据测量软件与高精密工作台结构组成的高精度光学影像测量仪器。
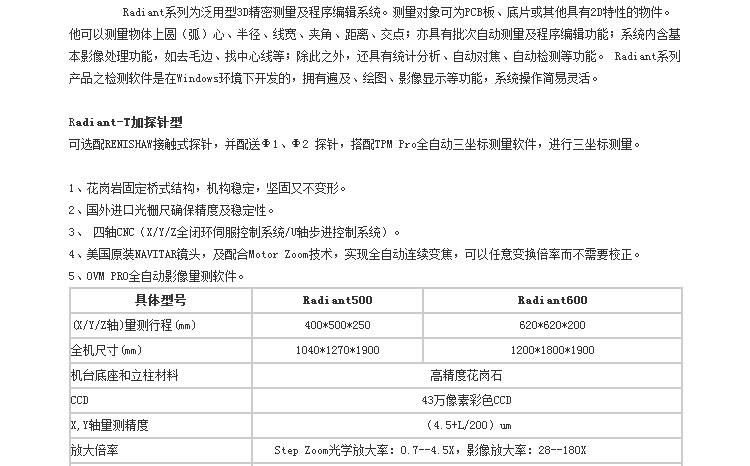
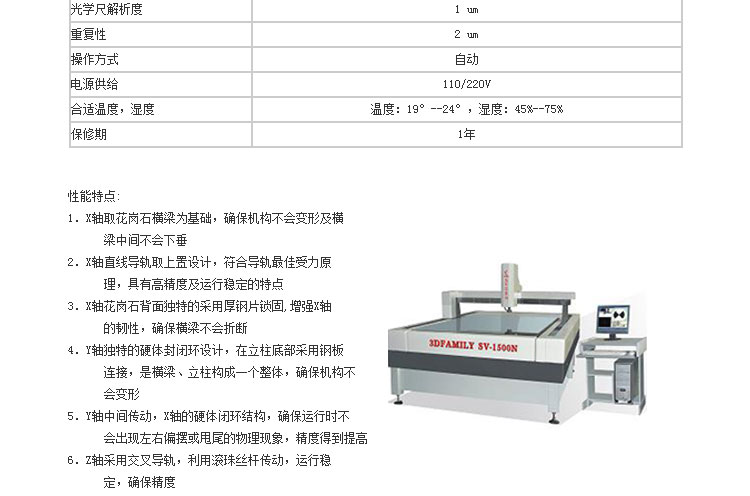
仪器特点
1.高精度花岗岩底座、立柱及横梁,确保极高的稳定性及精度
2.全铝合金工作台面及双层研磨光学玻璃
3.进口高精密P级直线导轨,精密静音研磨丝杆,精度高,定位准
4.三轴伺服马达驱动
5.原装进口高解析度、高分辨率工业专用彩色CCD,确保拥有高质量的测量画面
6.进口高清晰、高分辨率连续变倍镜头,可随时变换工作倍率
7.进口高精密金属光栅
8.自动程控分区LED冷光源,可提供多角度照明
测量功能
1、自动抓取测量功能(自动捕捉点、线、圆,圆弧等)将工件放置在软件主界面中时,只需选取相应的绘图命令,软件智能精准地自动绘出工件实时影像中的线、圆等图元,这种绘图方法较肉眼取点更精准更快速,而且避免了人为误差。
2、基于智能图像处理的高精度光学辅助对焦和测高功能:
具备自动和手动对焦功能,选定目标区域后自动或手动移动Z轴,可搜索到最清晰位置。软件自动捕捉、判别,将人为误差降至最低。
3、地图功能
人性化的地图导航功能可以帮助你在大工件上快速定位局部位置,缩短了操作需要的寻找时间。打开地图可以虚拟测量或导航。
4、全自动及手动CNC测量
CNC编程测量分为全自动和手动模式,在全自动CNC模式下,进行大批量工件检测时,只需要对测量过程进行一次编程即可自动进行多次全自动重复测量。对于手动工作台采用手动CNC模式,可实现模拟CNC的自动测量功能,提高工作效率。
5、阵列测量
阵列测量可以对同一工件上阵列分布的部分进行自动测量,只需对阵开分布的部分进行编程并对阵开分布规则设置后即可自动进行测量。
6、图纸比对
打开CAD设计图纸,与实际影像不吻合,使用图纸比对中的摆正功能可以将打开的图纸与影像重合。使用摆正后的图形,可以进行测量或做简单比对。
7、SPC统计
内置SPC(统计过程控制)功能,可以在测量后读取指定的测量数据,生成X-R、Xm-R等控制图,并计算最大值,最小值、平均值、标准差、偏移值、Ca、Cp、Cpk等统计系数。
应用领域
几乎所有的制造型企业都离不开二次元测量仪。
二次元测量仪广泛应用于机械、电子、模具、注塑、五金、橡胶、低压电器,磁性材料、精密五金、精密冲压、接插件、连接器、端子、手机、家电、计算机(电脑)、液晶电视(LCD)、印刷电路板(线路板、PCB)、汽车、医疗器械、钟表、仪器仪表、螺丝、弹簧、齿轮、凸轮、螺纹、半径样板、螺纹样板、电线电缆、刀具、轴承、冲压件、筛网、试验筛、水泥筛、网板(钢网、SMT模板)等。
工作原理
二次元影像仪本身的硬件CCD以及光栅尺,通过USB及RS232数据线传输到电脑的数据采集卡中,将光信号转化为电信号,之后由影像测量仪软件在电脑显示器上成像,由操作员用鼠标在电脑上进行快速的测量。以上的工序基本在几万分之一秒完成,所以可以把他看作是实时检测设备,或者狭隘的称为动态测量设备。如果电脑配置附合要求,测量软件绝对不会产生图像滞后现象。根据测量工件大小的不同,也可以选择不同行程的工作台面。光源亮度可以在各种光线条件下选择最合适的光源亮度。光源类型(分为底光和表面光)可根据测量工件来进行调节控制以达到最好的效果。
测量原则
基本测量原则
在实际测量中,对于同一被测量往往可以采用多种测量方法。为减小测量不确定度,应尽可能遵守以下基本测量原则:
(1)阿贝原则:要求在测量过程中被测长度与基准长度应安置在同一直线上的原则。若被测长度与基准长度并排放置,在测量比较过程中由于制造误差的 存在,移动方向的偏移,两长度之间出现夹角而产生较大的误差。误差的大小除与两长度之间夹角大小有关外,还与其之间距离大小有关,距离越大,误差也越大。
(2)基准统一原则:测量基准要与加工基准和使用基准统一。即工序测量应以工艺基准作为测量基准,终检测量应以设计基准作为测量基准。
最短链原则
在间接测量中,与被测量具有函数关系的其它量与被测量形成测量链。形成测量链的环节越多,被测量的不确定度越大。因此,应尽可能减少测量链的环节数,以保证测量精度,称之为最短链原则。 当然,按此原则最好不采用间接测量,而采用直接测量。所以,只有在不可能采用直接测量,或直接测量的精度不能保证时,才采用间接测量。 应该以最少数目的量块组成所需尺寸的量块组,就是最短链原则的一种实际应用。 最小变形原则:测量器具与被测零件都会因实际温度偏离标准温度和受力(重力和测量力)而产生变形,形成测量误差。 在测量过程中,控制测量温度及其变动、保证测量器具与被测零件有足够的等温时间、选用与被测零件线胀系数相近的测量器具、选用适当的测量力并保持其稳定、选择适当的支承点等,都是实现最小变形原则的有效措施。
-
 二手二次元 全自动二次元测量仪 二手二次元测量仪 深圳厂家报价
二手二次元 全自动二次元测量仪 二手二次元测量仪 深圳厂家报价
-
 二手三次元 三次元坐标检测仪 全自动三次元测量仪 深圳厂家报价
二手三次元 三次元坐标检测仪 全自动三次元测量仪 深圳厂家报价
-
 尺寸测量专用三棱镜 广东三棱镜生产厂家 三棱镜价格
尺寸测量专用三棱镜 广东三棱镜生产厂家 三棱镜价格
-
 供应金型金相显微镜金相显微镜厂家特维尼科技
供应金型金相显微镜金相显微镜厂家特维尼科技
-
供应二次元影像仪,二次元影像仪专家,自动二次元影像仪,特维尼科技
-
三座标测量仪自动三座标测量仪二手三座标测量仪特维尼科技 深圳自动三座标测量仪报价
-
观察显微镜莱卡观察显微镜奥林巴斯观察显微镜特维尼科技 广东莱卡观察显微镜供应商
-
供应2D影像仪福永2D影像仪公明2D影像仪特维尼科技
-
供应测量显微镜厂家测量显微镜转让特维尼科技
-
供应2D影像仪龙华2D影像仪公明2D影像仪特维尼科技