



厂商 :东莞匠赢机械科技有限公司
广东 东莞- 主营产品:
- 台湾高明龙门
- 台湾KOVA五轴
- 台湾亚太菁英五轴

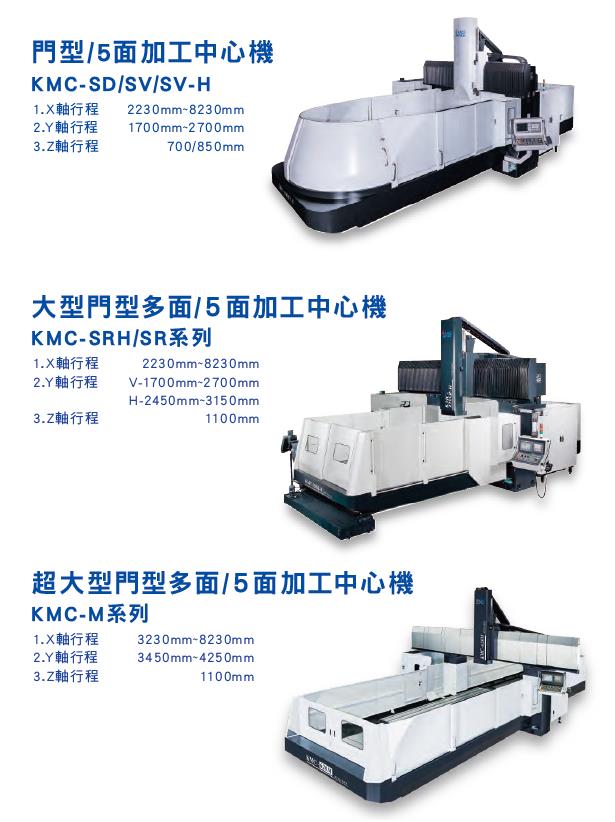
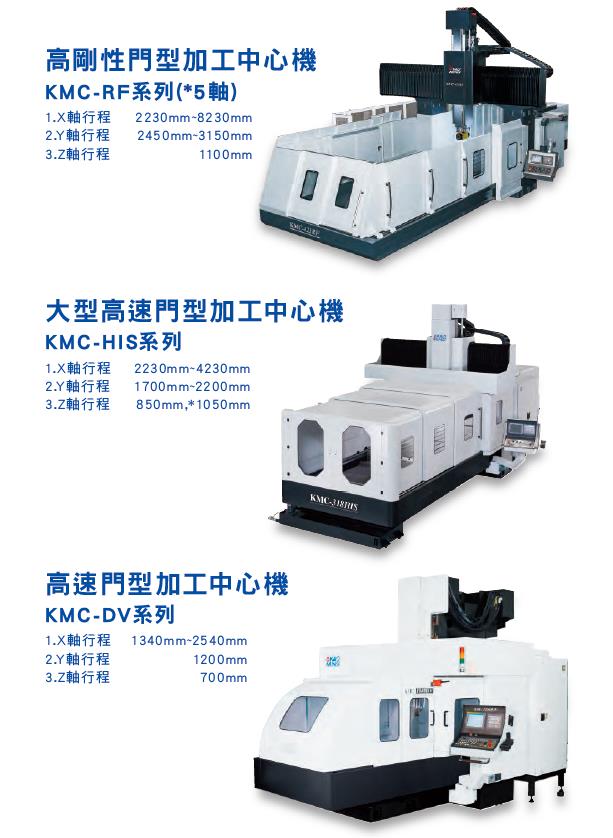



高速立式加工中心在加工过程中,由于某些因素而导致的高速立式加工中心数控系统的部分参数或全部丢失,就会直接造成高速立式加工中心不能正常运行,以及引起功能失效;也有可能会发生“撞机”等一些事故,珠海大型龙门加工中心机KMC-1100S台湾高明高架式龙门型多面体五面加工中心机直线马达三轴机械设备厂家直销那么将会导致高速立式加工中心机床的严重的损坏。引起高速立式加工中心数控系统参数丢失的原因有很多,主要原因分析如下:1、数控系统后备电池失效,这种情况般发生在长期停机后再开机时。如果不是长期停机,机床CRT上就会有电池欠压 ,只要在一周内更换系统要求的电池即可。更换电池时,要在机床通电的情况下更换,否则会导致高速立式加工中心参数丢失;因此,即使加工任务不重,闲置机床也要对高速立式加工中心定期通电空运转.这样利于后备电池使用寿命的延长和及时发现后备电池是否失效。防止电器部分受潮,对机床数控、机械等各个系统使用寿命的延长也有很大益处。2、操作者误操作当参数发生异常时.在加工中心上,其主轴转速较普通机床的主轴转速高1~2倍,某些特殊用途的数控机床、加工中心主轴转速高达数万转,因此数控机床用 的强度与耐用度至关重要。目前涂层刀 与立方氮化硼等刀 广泛用于加工中心,珠海大型龙门加工中心机KMC-1100S台湾高明高架式龙门型多面体五面加工中心机直线马达三轴机械设备厂家直销陶瓷刀 与金刚石 也开始在加工中心上运用。一般来说,数控机床用刀 应具有较高的耐用度和刚度,刀 材料抗脆性好,有良好的断屑性能和可调易更换等特点。例如,在数控机床上进行铣削加工时选择刀 要注意如下要点:平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。一般铣削时,尽量采用二次走刀加工,第一次走刀 好用端铣刀粗铣,沿工件表面连续走刀。选好每次走刀宽度和铣刀直径,使接刀痕不影响精切走刀精度。因此加工余量大又不均匀时,铣刀直径要选小些,反之,选大些。精加工时铣刀直径要选大些, 好能包容加工面的整个宽度。立铣刀和镶硬质合金刀片的端铣刀主要用于加工凸台、凹槽和箱口面。为了轴向进给时易于吃刀,要采用端齿特殊刃磨的铣刀,如图a所示。为了减少振动,可采用图b所示的非等距三齿或四齿铣刀。为了加强铣刀强度,应加大锥形刀心,变化槽深。为了提高槽宽的加工精度,减少铣刀的种类,加工时可采用直径比槽宽小的铣刀,先铣槽的中间部分,然后用 半径补偿功能铣槽的两边。铣削平面零件的周边轮廓一般采用立铣刀。刀 半径R应小于零件内轮廓的最小曲率半径ρ,一般取R=(O.8~0.9零件的加工高度H≤(1/4~1/6)R保证刀 足够的刚度。数控加工曲面和变斜角轮廓外形时常用球头刀、环形刀、鼓形刀和锥形刀等,加工曲面时球头刀的应用最普遍。但是越接近球头刀的底部,切削条件就越差,因此近来有用环形刀(包括平底刀)代替球头刀的趋势。鼓形刀和锥形刀都可用来加工变斜角零件,这是单件或小批量生产中取代四坐标或五坐标机床的一种变通措施。鼓形刀的刃口纵剖面磨成圆弧R1,加工中控制刀 的上下位置,相应改变刀刃的切削部位,可以在工件上切出从负到正的不同斜角值。圆弧半径R1越小,刀 所能适应的斜角范围就越广,但是行切得到的工件表面质量就越差。鼓形刀的缺点是刃磨困难,切削条件差,而且不适应于加工内缘表面。锥形刀的情况相反,刃磨容易,切削条件好,加工效率高,工件表面质量也较好,但是加工变斜角零件的灵活性小。当工件的斜角变化范围大时需要中途分阶段换刀,留下的金属残痕多,增大了手工锉修量。首先要进行的工作是恢复和检查机床参数。3、在维修过程中.由于维修人员不小心,拔掉了RAM板,导致RAM芯片失电。4、高速立式加工中心DNC状态下加工工件或在进行数据通讯时,发生电网瞬间停电.导致系统程序不能及时还原RAM里的数据。 苏州立式加工中心是指主轴为垂直状态的加工中心,其结构形式多为固定立柱,工作台为长方形,无分度回转功能,适合加工盘、套、板类零件,它一般具有三个直线运动坐标轴,并可在工作台上安装一个沿水平轴旋转的回转台,用以加工螺旋线类零件。 珠海大型龙门加工中心机KMC-1100S台湾高明高架式龙门型多面体五面加工中心机直线马达三轴机械设备厂家直销立式加工中心装卡方便,便于操作,易于观察加工情况,调试程序容易,应用广泛。但受立柱高度及换刀装置的限制,不能加工太高的零件,在加工型腔或下凹的型面时,切屑不易排出,严重时会损坏刀 ,破坏已加工表面,影响加工的顺利进行。 卧式加工中心指主轴为水平状态的加工中心,通常都带有自动分度的回转工作台,它一般具有3~5个运动坐标,常见的是三个直线运动坐标加一个回转运动坐标, 工件在一次装卡后,完成除安装面和顶面以外的其余四个表面的加工,它最适合加上箱体类零件。与立式加工中心相比较,卧式加工中心加工时排屑容易,对加工有 利,但结构复杂.价格较高。
-
 供应江门发那科代理商fanuc发那科钻攻加工中心法兰克CNC立式加工中心发那科立式加工中心法兰克机器人厂家直销
供应江门发那科代理商fanuc发那科钻攻加工中心法兰克CNC立式加工中心发那科立式加工中心法兰克机器人厂家直销
-
供应惠州发那科代理商fanuc发那科cnc加工中心法兰克CNC立式加工中心发那科立式加工中心发那科搬运机器人
-
供应东莞东坑发那科代理商fanuc工业机器人发那科钻攻中心发那科立式加工中心精密零件加工设备发那科cnc加工中心厂家直销
-
供应东莞横沥发那科代理商fanuc发那科钻攻加工中心法兰克CNC立式加工中心精密零件发那科钻攻机发那科钻攻中心厂家直销
-
 供应东莞塘厦日本原装进口fanuc发那科钻攻机发那科钻攻中心发那科小型加工中心发那科立式加工中心法兰克CNC立式加工中心
供应东莞塘厦日本原装进口fanuc发那科钻攻机发那科钻攻中心发那科小型加工中心发那科立式加工中心法兰克CNC立式加工中心
-
供应湖南发那科代理商发那科立式加工中心发那科小型加工中心fanuc发那科钻攻机发那科钻攻中心
-
供应韶关发那科代理商fanuc工业机器人发那科小型加工中心发那科立式加工中心法兰克CNC立式加工中心电脑锣铜公机精密设备
-
供应珠海发那科代理商fanuc发那科小型加工中心法兰克CNC立式加工中心铜公机精密零件加工中心厂家直销
-
供应广东东莞发那科代理商法兰克CNC立式加工中心fanuc发那科钻攻加工中心发那科cnc加工中心慢走丝线切割机床
-
供应中山南头精密零件加工中心发那科6轴工业机器人fanuc发那科钻攻加工中心法兰克CNC立式加工中心厂家直销