



厂商 :上海有行鲨鱼科技股份有限公司
上海 普陀区- 主营产品:
- 拼板胶
- 聚氨酯
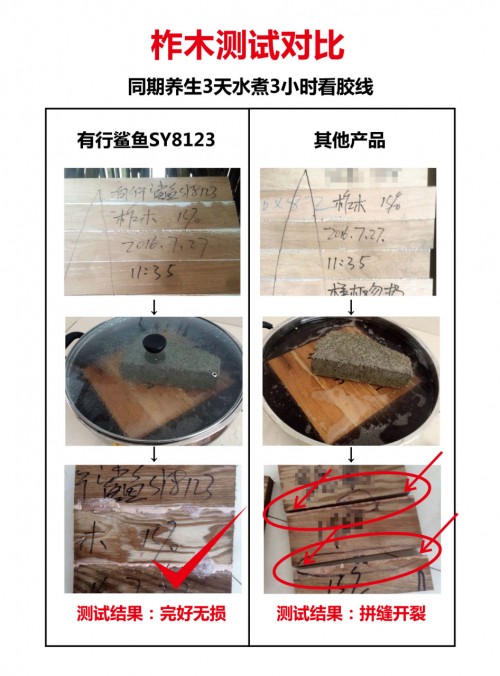
柞木拼板胶,水煮烘烤拼板胶,有行鲨鱼拼板胶
上个月接到一位家具厂老板的咨询拼板胶电话,跟往常一样,针对拼板胶业务上的事我们详细的聊了一会,没想到却聊出了一件令人遗憾的事。原来孟老板之前其实有一家合作多年的拼板胶企业,合作几年也一直比较愉快,没想到前不久却出事了,销往北京的一批木门20%都出现了开胶的现象,找到之前的拼板胶企业,也只说拼板胶没问题,一定是操作不当,并不派拼板胶工作人员来检查。听到这,我明白了,马上申请了两天外勤到孟老板那给他做了拼板胶水煮测试,效果一目了然。他们的拼板胶一个半小时就出现了开胶现象,而我们煮了足足四个小时还没有丝毫异样。由于我们两个产品价格相当,又是拼板胶上市公司,所以孟老板当场拍板跟我签了5吨的合同。故事说到这就结束了,给您展示一下当天的水煮测试图片。
有行鲨鱼咨询电话:13262838126

业内的认可

有行鲨鱼咨询电话:13262838126
品牌型号:有行鲨鱼SY8123
有行鲨鱼硬木类拼板胶特别适用于结构集成材、拼接板材。柞木,榉木,橡胶木、柚木、胡桃木等阔叶类树种,尤其对针叶类树种效果最佳。木制成品通过LY/T1601-2002测试标准。本品是一种新型的乳液胶粘剂,具有优异的耐水性和耐热性能、良好的抗剪切及抗拉强度,固化速度快等优点。
产品测试结果:
按拼板胶正确使用方法将拼接好的橡胶木测试件放置7天,放置100℃沸水里架空浸煮4小时,测试件零开裂;再将试件放置60±2℃的恒温干燥箱中,干燥10小时,测试件零开裂。“零事故”产品,干燥速度快,中硬木拼板胶销量冠军。
拼板胶产品特性:
主剂:固化剂配比=100:15
主剂成份:聚合物类型乙烯-聚合物
外观:乳白色粘稠状液体
总固体含量(%):57±2
粘度(25℃):11000-17000cps
PH值:5.0-8.0
最低成膜温度:1℃
固化剂成份:异氰酸酯
外观: 褐色液体
粘度 (25℃):≥200
产品使用方法:
1、准备工序:木材拼接面平整度控制在±0.1mm以内,木材含水率控制在7%-12%之间,木材以新鲜的剖切面拼接最佳,干净、平整、光滑、不弯曲。
2、配胶工序:拼板胶与固化剂按比例配好后必须充分搅拌均匀,配比比例用电子称算重量,如用量杯量比,第一次必须先用电子称称好再倒入量杯内,然后用笔画好位置,下次根据第一次份量位置来量即可(由于固化剂比胶水溶量重)比例是计重量而不是计体积。注:调胶前先准备好加压设备。
3、涂胶工序:木材表面涂胶一定平均。涂胶、拼板、加压速度要快,否则表层会结膜,影响拼板效果。主剂与固化剂混合后90分钟用完,但最好用多少配多少,30分钟用完最佳,在拼板胶使用过程中,如发现起气泡现象属正常,微泡可继续使用,如发泡过多请用干净木条搅几下,气泡会下浸,可再使用。
4、涂胶量规定:如拼大块板,胶水尽量涂厚点,防表层固化,涂胶量为300g/m2左右,双面涂胶效果更好。在拼板加压后两边必须有均匀的胶粒挤出来,没胶粒出来说明上胶量不够,易开胶。
5、加压压力规定:加压时间视室温高低而定,硬木(含)以下材质一般加压45-120分钟,特硬木材质(红木、紫檀、花梨等)加压4个小时以上,要求压力,软质木材5-10Kg/cm?,硬木材质8-15Kg/cm?,均匀试压,拼板加压后。
6、卸压工序:加压过程中会挤出多余的拼板胶,卸压时一般为软质胶体,不代表基材实际固化强度,但此时拼好的木材为初步固化,需避免板材加工。
7、加工工序:拼接后板材经过放置24小时,即可进行剧刨等轻度加工,深度加工或测试需达72小时以上的放置时间,即可达到最高粘接强度。尽量避免阳光直接照射。
8、涂胶器清洗:用完后应用自来水清洗或浸泡后清洗,尽量多备几套工具(如毛涮、滚筒)。
产品储存方法:
在包装桶取胶水或固化剂后,留意把袋口或盖子盖好,防止与空气长时间接触,以免失效。产品应贮存在密闭器内,防止日晒、雨淋避免冷冻及高温,建议正常贮存温度5-25℃。保质期为6个月。
产品包装:
春、夏、秋季为普通热转印全包围塑料桶包装:20Kg/桶
冬季贴心推出保温桶包装:30Kg/桶

有行鲨鱼咨询电话:13262838126
您刚好需要,我刚好专业,这就是我们有行鲨鱼近二十年做拼板胶的想说心里话。做拼板胶企业的宗旨只想为拼板胶业主做些实事。每次看到拼板胶业主那信任的目光,就是我们最大的快乐。有行鲨鱼拼板胶为了保障拼板胶客户质量,建立“0”客诉的高成效目标,拼板胶“0”客诉“责任人”监督体系,拼板胶“0”客诉“责任人”承担归属责任。



