



厂商 :东莞市博安铜铝金属材料有限公司
广东 东莞- 主营产品:
- 黄铜
- 紫铜
- 磷铜
联系电话 :18122886864
商品详细描述
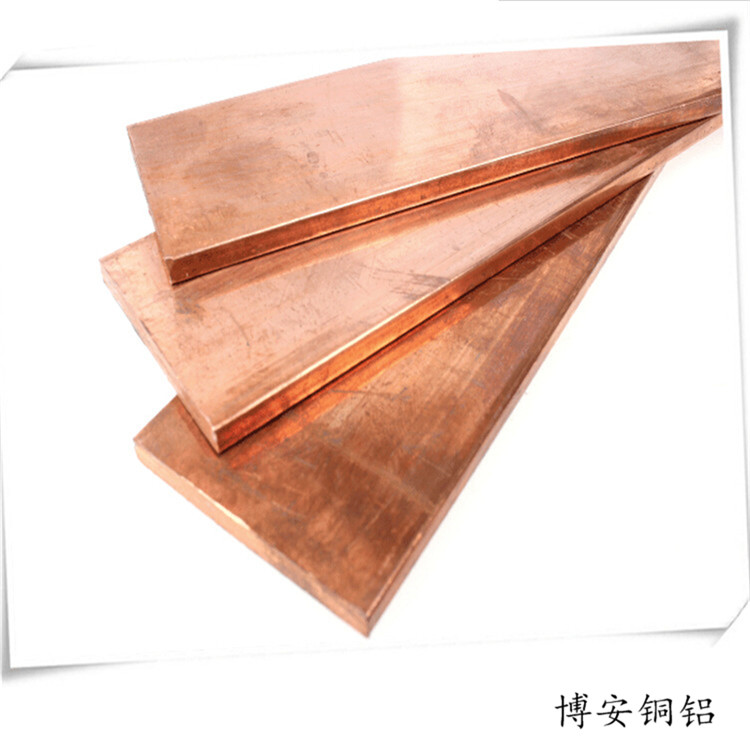
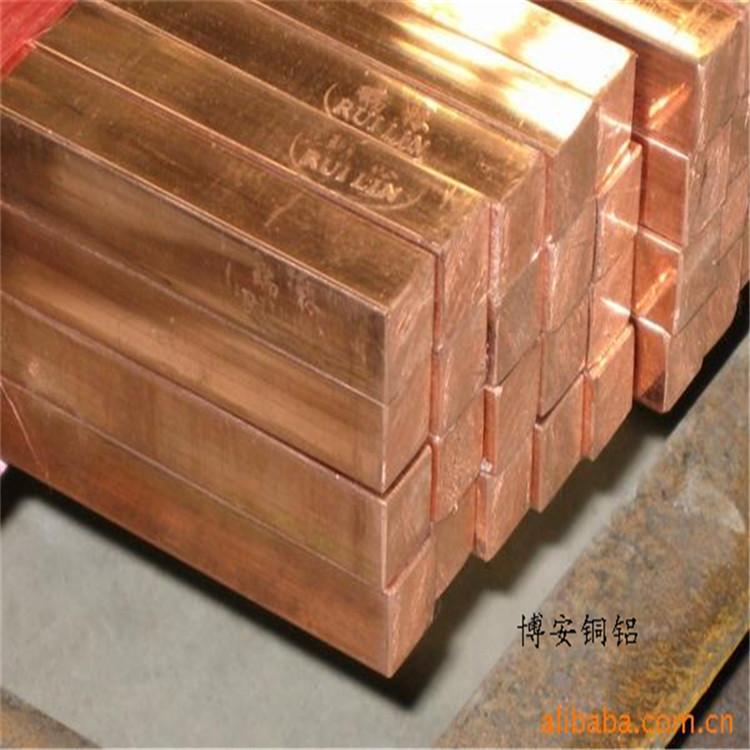
指尖陀螺T2紫铜排模具用国标C1100紫铜棒块 定切红铜排扁条厂家紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
特性:高纯度,组织细密,含氧量极低。无气孔、沙眼、疏松,导电性能极佳,电蚀出的模具表面精度高,经热处理工艺,电极无方向性,适合精打,细打,具有良好的热电道性、加工性、延展性、防蚀性及耐候性
名 称 中国牌号 日本牌号 德国牌号 美国牌号 英国
零号无氧铜 TU0 C1011 -- C10100 C110
一号无氧铜 TU1 C1020 OF-Cu C10200 C103
二号无氧铜 TU2 C1020 OF-Cu C10200 C103
一号铜 T1 C1020 OF-Cu C10200 C103
二号铜 T2 C1100 SE-Cu C11000 C101
三号铜 T3 C1221 -- -- --
一号磷脱氧铜 TP1 C1201 SW-Cu C12000 --
二号磷脱氧铜 TP2 C1220 SF-Cu C12000
T2紫铜
标准:(GB/T5231-2001)
特性及适用范围
有良好的导电.导热.耐蚀和加工性能,可以焊接和纤焊。含降低导电.导热性的杂质较少,微量的氧对导电.导热和加工等性能影响不大,但易引起"氢病",不宜在高温(如>370°)还原性气氛中加工(退火.焊接等)和使用
化学成分
Cu+Ag: 99.90
Bi: 0.001
Sb: 0.002
As: 0.002
力学性能
抗拉强度:(Rm/MPa)≥295
洛氏硬度:(HRF)≥65
伸长率:(%)≥3
要正常加工采取的相应措檀越要有:
(1)不能使用已经用过较长时间的乳化液,尽量使用新乳化液。并且最好采用佳润-3、佳润-4、南光-I工作液。由于铜材料粘,旧乳化液中的杂质较难冲掉,还会使紫铜加万里鸿金属导电机能受到影响。使用新乳化液就能避免以上现象的发生。并且上述推荐的工作液因为电解性较好,切缝较宽,可以改善切缝中的排屑状况。同时采用较高的走丝速度有利排屑。
(2)消除电流短路现象,当紫铜夹杂物泛起在切割线路中时,加工电流不乱性就会受到影响,使短路现象常常发生,如不准确处理会断丝。采用大电流大脉宽加工的方法,使功率增强。靠脉冲的能量击穿比较小的夹杂物,可使加工正常进行。此时,应特别留意脉间也要增大,使停歇时间增长。同时大脉宽可保证放电能量不会因紫铜的良好传热性而会损耗掉。
(3)留意装卡方向。应该把切割路线最短的一面装卡在第三向限,也就是X负方向,使钼丝尽量少走X负方向,这样可以减少断丝几率。
(4)休止工作时,用煤油把丝筒上的丝清洗一遍,使反沾在钼丝上紫铜沫大量减少,等下次开机继承使用时,效果就会更好。


特性:高纯度,组织细密,含氧量极低。无气孔、沙眼、疏松,导电性能极佳,电蚀出的模具表面精度高,经热处理工艺,电极无方向性,适合精打,细打,具有良好的热电道性、加工性、延展性、防蚀性及耐候性
名 称 中国牌号 日本牌号 德国牌号 美国牌号 英国
零号无氧铜 TU0 C1011 -- C10100 C110
一号无氧铜 TU1 C1020 OF-Cu C10200 C103
二号无氧铜 TU2 C1020 OF-Cu C10200 C103
一号铜 T1 C1020 OF-Cu C10200 C103
二号铜 T2 C1100 SE-Cu C11000 C101
三号铜 T3 C1221 -- -- --
一号磷脱氧铜 TP1 C1201 SW-Cu C12000 --
二号磷脱氧铜 TP2 C1220 SF-Cu C12000
T2紫铜
标准:(GB/T5231-2001)
特性及适用范围
有良好的导电.导热.耐蚀和加工性能,可以焊接和纤焊。含降低导电.导热性的杂质较少,微量的氧对导电.导热和加工等性能影响不大,但易引起"氢病",不宜在高温(如>370°)还原性气氛中加工(退火.焊接等)和使用
化学成分
Cu+Ag: 99.90
Bi: 0.001
Sb: 0.002
As: 0.002
力学性能
抗拉强度:(Rm/MPa)≥295
洛氏硬度:(HRF)≥65
伸长率:(%)≥3
要正常加工采取的相应措檀越要有:
(1)不能使用已经用过较长时间的乳化液,尽量使用新乳化液。并且最好采用佳润-3、佳润-4、南光-I工作液。由于铜材料粘,旧乳化液中的杂质较难冲掉,还会使紫铜加万里鸿金属导电机能受到影响。使用新乳化液就能避免以上现象的发生。并且上述推荐的工作液因为电解性较好,切缝较宽,可以改善切缝中的排屑状况。同时采用较高的走丝速度有利排屑。
(2)消除电流短路现象,当紫铜夹杂物泛起在切割线路中时,加工电流不乱性就会受到影响,使短路现象常常发生,如不准确处理会断丝。采用大电流大脉宽加工的方法,使功率增强。靠脉冲的能量击穿比较小的夹杂物,可使加工正常进行。此时,应特别留意脉间也要增大,使停歇时间增长。同时大脉宽可保证放电能量不会因紫铜的良好传热性而会损耗掉。
(3)留意装卡方向。应该把切割路线最短的一面装卡在第三向限,也就是X负方向,使钼丝尽量少走X负方向,这样可以减少断丝几率。
(4)休止工作时,用煤油把丝筒上的丝清洗一遍,使反沾在钼丝上紫铜沫大量减少,等下次开机继承使用时,效果就会更好。
相关产品推荐
-
 江铜环保H62黄铜带半硬软态黄铜带规格0.2mm0.3mm任意分条加工
江铜环保H62黄铜带半硬软态黄铜带规格0.2mm0.3mm任意分条加工
-
 厂家现货 五金冲压黄铜带 H62黄铜带软态黄铜卷价格.05-3.0mm
厂家现货 五金冲压黄铜带 H62黄铜带软态黄铜卷价格.05-3.0mm
-
 厂家现货供应 H62黄铜扁线插头电线专用1.45*6.25mm精包装送货上门
厂家现货供应 H62黄铜扁线插头电线专用1.45*6.25mm精包装送货上门
-
 厂家现货供应H59黄铜带高耐磨高环保铜带 可代客免费分条加工
厂家现货供应H59黄铜带高耐磨高环保铜带 可代客免费分条加工
-
厂家供应优质C2682黄铜带 H65易切削黄铜条硬度齐全免费加工
-
 上海厂家大量供应国标优质精密环保h65黄铜带 规格齐全可定制
上海厂家大量供应国标优质精密环保h65黄铜带 规格齐全可定制
-
 长期供应特硬C1 C17200特硬铍铜丝弹簧高强度C5191磷铜线规格齐全
长期供应特硬C1 C17200特硬铍铜丝弹簧高强度C5191磷铜线规格齐全
-
 厂家供应C5191磷铜线 环保出口Qsn6.5-1磷铜线0.1mm特细铜线加工
厂家供应C5191磷铜线 环保出口Qsn6.5-1磷铜线0.1mm特细铜线加工
-
 长期供应H62 黄铜板高精耐腐性 H65环保黄铜板厂家加工
长期供应H62 黄铜板高精耐腐性 H65环保黄铜板厂家加工
-
 厂家发货高精环保无瑕疵 H65黄铜圆棒厚度1.0-200mm宽度305-600mm包邮
厂家发货高精环保无瑕疵 H65黄铜圆棒厚度1.0-200mm宽度305-600mm包邮