



厂商 :上海浩铭塑胶有限公司
上海 闵行区- 主营产品:
- PBT
- PA
- POM
联系电话 :13917657923
商品详细描述
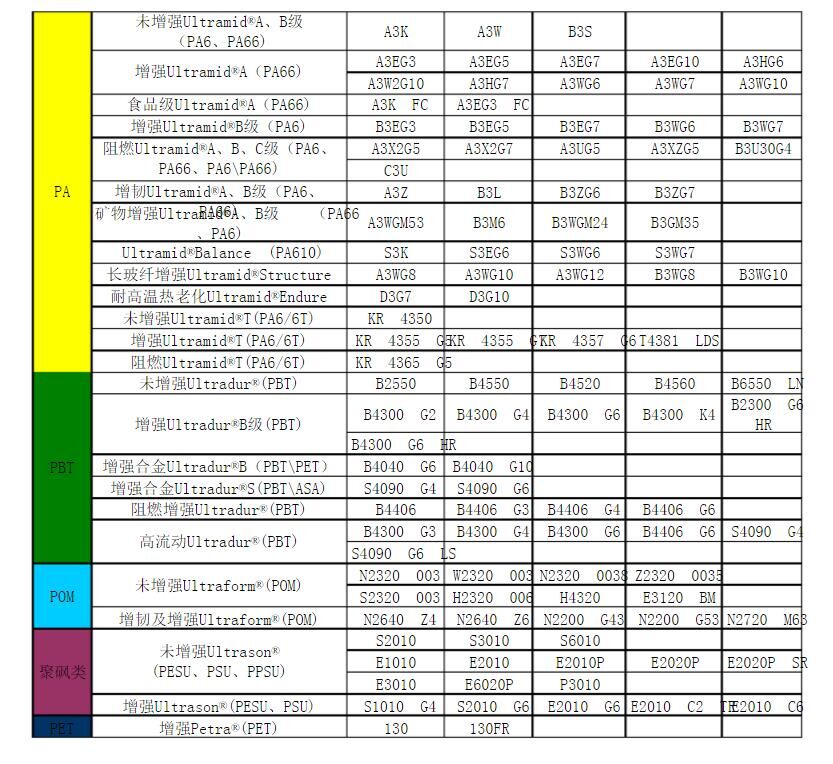
德国巴斯夫PA66A3X2G5阻燃尼龙66A3X2G7A3UH5A3XZG5
简介
性状:半透明或不透明乳白色结晶形聚合物
特性:热塑性、轻质、韧性好、耐化学品和耐久性好
燃烧鉴别方法:蓝底黄火焰,烧植物味
溶剂实验:耐环己酮和芳香溶剂
密 度:(g/cm3) 1.14-1.15
平衡吸水率:3.5%
具有良好的耐磨性、自润滑性和耐溶剂性。
拉伸强度:> 60.0Mpa
伸 长 率:> 30%
弯曲强度: 90.0Mpa
缺口冲击强度: > 5(KJ/m2)
加工工艺
干燥处理:
由于PA6很容易吸收水分,因此加工前的干燥特别要注意,如果材料是用防水材料包装供应的,则容
器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴
露超过8小时,建议进行温度为105℃,8小时以上的真空烘干。
熔融温度:
230-280℃,对于增强品种为250-280℃。
模具温度:
80-90℃,模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶
度很重要,因此建议模具温度为80-90℃。对于薄壁的、流程较长的塑件也建议施用较高的模具温度。增
大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20-40℃的低温
模具。对于玻璃纤维增强材料模具温度应大于80℃。
注射压力:
一般在750-1250bar之间(取决于材料和产品设计)
注射速度:
高速(对增强材料要稍微降低)
流道和浇口:
对于PA6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*T(这里T为塑件的厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入
式浇口,浇口的最小直径应当是0.75mm。


相关产品推荐
-
 日本宝理POM M90-44 GH-25 M27-44 M90 M25-44 GB25 耐磨 齿轮 润滑
日本宝理POM M90-44 GH-25 M27-44 M90 M25-44 GB25 耐磨 齿轮 润滑
-
 美国杜邦POM 100P 500P 100ST 500T 500CL 500AL 525GR 527UV
美国杜邦POM 100P 500P 100ST 500T 500CL 500AL 525GR 527UV
-
 瑞士EMS PA12 TR90高透PA12眼镜框 江浙沪包邮
瑞士EMS PA12 TR90高透PA12眼镜框 江浙沪包邮
-
 巴斯夫P66 巴斯夫P66 A3EG6 巴斯夫P66 A3EG3 A3EG6 A3EG5 A3EG7 A3EG10
巴斯夫P66 巴斯夫P66 A3EG6 巴斯夫P66 A3EG3 A3EG6 A3EG5 A3EG7 A3EG10
-
 美国杜邦 PA66 FR50 25%玻璃纤维增韧及阻燃级别
美国杜邦 PA66 FR50 25%玻璃纤维增韧及阻燃级别
-
美国杜邦PA66 101L应用密封圈线圈骨架线圈骨架、打火机外壳、扣件、厨房器皿、开关、密封圈、一般连接器、电子产品
-
 PPA 杜邦 PPA 杜邦HTN51G15HS HTN51G15HSL HTN53G50HSLRHF
PPA 杜邦 PPA 杜邦HTN51G15HS HTN51G15HSL HTN53G50HSLRHF
-
 TPU TPU 美国路博润58887,上TPU 美国路博润供应商
TPU TPU 美国路博润58887,上TPU 美国路博润供应商
-
TPU 路博润S175AH,路博润S175AH联系电话
-
 阻燃PBT,上海阻燃PBT厂家直销,阻燃PBT供应商
阻燃PBT,上海阻燃PBT厂家直销,阻燃PBT供应商