


厂商 :镇江市天祥精密机电有限公司
江苏 镇江- 主营产品:
- 高频加热机
- 金属熔炼炉
- 熔铜炉
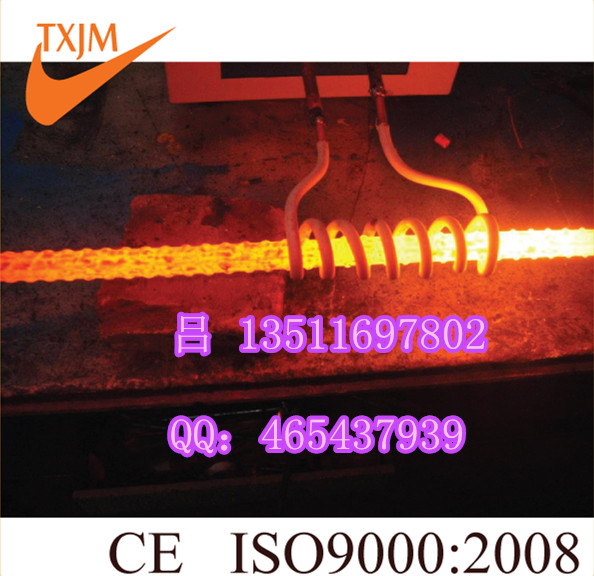
钳子高频淬火处理 齿轮热处理
镇江天祥高频加热设备主要应用及特点:
这种产品适合于很多加热用途,如:(1)小齿轮、小轴等零件热处理(2)碳钢螺丝和不锈钢螺丝加热粘胶 (3)学校及研究所用磁悬浮熔炼 (4)碎料或粉末料的熔炼 (5)铜管接头焊接等。
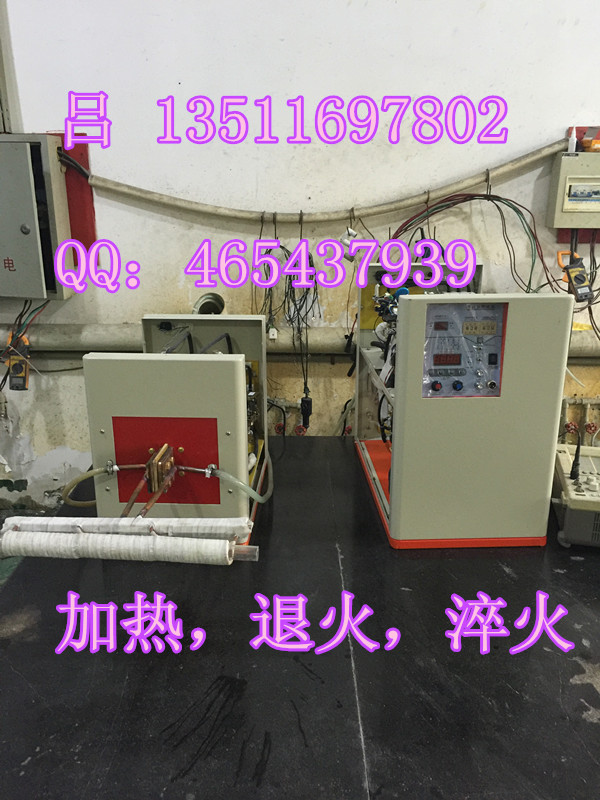
感应加热原理:
感应加热设备就是利用电磁感应原理,使工件在交变磁场中产生感应电流,利用感应电流通过工件所产生的热效应.使工件表面、内孔、局部或整体加热的一种大功率电加热设备。
D.热处理
感应加热设备的应用
(一)锻造、轧制类


A.热锻
1.给物体表面增加一定的硬度
2.热冲压就是将工件加热变软后冲成理想中的形状,热冲压有两优点,既可以减少工模损伤又可以减少人员工序。
3.一般热锻温度为(800—900度)热锻过程中会形面一个氧化层,如要避免氧化层形成。
4.如果产品表面已氧化,可以酸洗清除配方:硫酸:0.5硝酸:0.3 盐酸:0.5水:10份 使用高浓度酸浸泡5分钟(既可)
B.焊接
1. 焊接中本体的熔点:钢、铁:1500度,钛1700度,铜:1050度,铝:600度。锌:400度。
2.常用焊料熔点:锡丝230度、银锡270度、铝焊粉450-550度、银基层700度、铜基 磷铜800度。
3.焊接牵涉到熔点和焊料的问题。
①任何两种物体的焊接,焊前本体的温度必须接近,焊料须选择其中溶点最低的一个,两体的焊接须加焊料〈根据本体选择〉与助焊 剂( 助焊剂有得于增加流动性,清除污垢与氧化层)。
②不同的物体焊接,根据材质而定,不同的物体焊。选其中一个熔点较低的作为焊料,如果同一材质的两本焊接,选其中一个作为焊料基 台。
③焊接过程中,振荡电流调至于60﹪左右,均匀受热以防液体焊料流失。
C.熔炼
此工艺关系到一个工具,钳锅〈溶点为2000度〉钳锅的种类分为〈石墨和合金两种材质〉在熔炼过程中会出现颜色的质变,这时须加入硼砂粉,清除去污、熔炼前必须将钳锅烧红,然后再放入需熔化之物熔好之后需浇铸,但前提是所铸模型的温度,必须在内450度以上,〈铸模型一般由石膏制作成〉。
1.淬火:将工件加之一定温度后放入不同的介质中泠却,使它达到一定的硬度(洛氏硬度HRC)
①介质含有:水—盐—沙—石灰等。相同温度的工件,放入不同的介质内,所达到的硬度也会不同,任何物质淬火后放到水中速度最快而且硬度最高。
②不锈钢(没有硬度)淬火后须放入(10﹪氯化物)盐水中才会有硬度,45号钢加温后放入水中硬度达到60HRC(最高硬度)模具洛钢只能在油中浸。
2.退火:使工件变软,用于拉伸件行业,消除硬力,针对类似薄小的产品,感应圈应大,电流温度调节,需慢慢均匀加热
3.回火:在一段时间内,保持一定的位置
1 、各种麻类的热轧
2 、标准件、紧固件的执镦。如高强度螺栓、螺帽等。
3 、钎钢、钎具的回火、锻造、挤压等的加热。
4 、不锈钢制品退火、退热。
(二)热处理类
1 、各种五金工具、手工工具的热处理。如钳子、扳手、旋具、锤子、斧头等。
2 、各种汽车配件、摩托车配件的高频淬火处理。如:曲轴、连杆、活塞销、曲柄 销、链轮、凸轮轴、气门、各种摇臂轴;变速箱内各种齿轮、花键思、传动半轴 、各种拔叉 叉等高频淬火处理。
3 、各种电动工具上的齿轮、轴等的高频淬火处理。
4 、各种液压元件、气动元件的高频淬火的热处理。如柱塞泵的柱塞、转子泵的转子;各种阀门上的换向轴、齿轮泵的齿轮等的淬火处理。
5 、金属零件的热处理。如各种齿轮、链轮、各种轴、花键轴、销等的高频淬火 处理。
6 、机床行业的机床床面导轨的淬火处理。 热处理 零件淬火 齿轮淬火 不锈钢退火等
感应加热设备优点
3、加热速度快——被加热物的表面氧化少,效果好 加热非常均匀(可通过调节感应圈的疏密,使工件各部位获得各自需要的温 度),升温快、氧化层少、退火后无废品;
4、温度容易控制,工件加热均匀——产品质量稳定;
10、改善生产环境--加热圈部分表面可用手触摸,改善了生产现场明火或高电压的环境条件。
11、采用最稳定的调频控制技术,提供更高的可靠性和耐用性;
12、操作简单 一学就会 ;
13、品质优 主要部件采用日本及欧洲著名公司产品,机器出厂前经过严格测试;
14、 百分之百的满负载设计,可连续二十四小时不间断工作。
1、 加热温度高,而且是非接触式加热;
2、加热效率高——节能,比老式电子管高频设备节电70%左右,且工件越小用电量越少;
5、可以局部加热——节能;
6、容易实现自动控制——省人力,智能;
7、作业环境好——几乎没有热/噪声和灰尘;
8、工作占地少——生产效率高;
9、能加热形状复杂的工件,适用面广,可加热各式各样的金属工件(根据工件形状不同更换可拆卸式感应圈,可根据客户具体要求订做感应加 热器);








