



厂商 :深圳龙资源精密模具有限公司
广东 深圳- 主营产品:
- 塑胶模具
- 模具加工
- 注塑加工

【温馨提示】
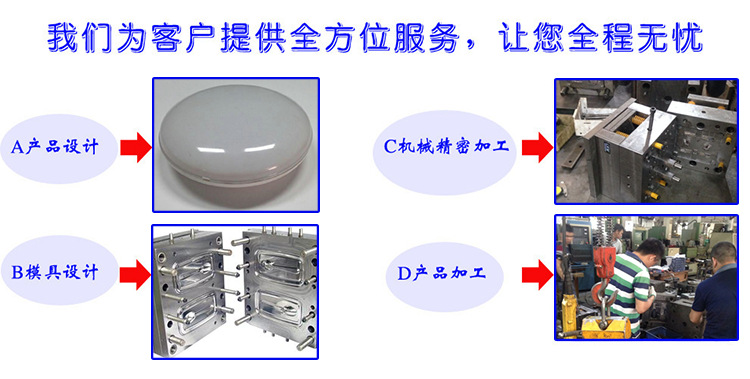
支持产品设计、模具设计、模具制造、注塑生产、注塑加工、 喷油丝印、水镀、真空镀等产品专业生产加工


塑胶模具
塑胶模具,一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式塑料模具的简称。
结构
主要包括由凹模组合基板、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。模具凸、凹模及辅助成型系统的协调变化。可加工不同形状、不同尺寸的系列塑件。
为了改进塑料的性能,还要在聚合物中添加各种辅助材料,如填料、增塑剂、润滑剂、稳定剂、着色剂等,才能成为性能良好的塑料。
1、合成树脂是塑料的最主要成分,其在塑料中的含量一般在40%~100%。由于含量大,而且树脂的性质常常决定了塑料的性质,所以人们常把树脂看成是塑料的同义词。例如把聚氯乙烯树脂与聚氯乙烯塑料、酚醛树脂与酚醛塑料混为一谈。其实树脂与塑料是两个不同的概念。树脂是一种未加工的原始聚合物,它不仅用于制造塑料,而且还是涂料、胶粘剂以及合成纤维的原料。而塑料除了极少一部分含100%的树脂外,绝大多数的塑料,除了主要组分树脂外,还需要加入其他物质。
2、填料填料又叫填充剂,它可以提高塑料的强度和耐热性能,并降低成本。例如酚醛树脂中加入木粉后可大大降低成本,使酚醛塑料成为最廉价的塑料之一,同时还能显著提高机械强度。填料可分为有机填料和无机填料两类,前者如木粉、碎布、纸张和各种织物纤维等,后者如玻璃纤维、硅藻土、石棉、炭黑等。
3、增塑剂增塑剂可增加塑料的可塑性和柔软性,降低脆性,使塑料易于加工成型。增塑剂一般是能与树脂混溶,无毒、无臭,对光、热稳定的高沸点有机化合物,最常用的是邻苯二甲酸酯类。例如生产聚氯乙烯塑料时,若加入较多的增塑剂便可得到软质聚氯乙烯塑料,若不加或少加增塑剂(用量<10%),则得硬质聚氯乙烯塑料。
4、稳定剂为了防止合成树脂在加工和使用过程中受光和热的作用分解和破坏,延长使用寿命,要在塑料中加入稳定剂。常用的有硬脂酸盐、环氧树脂等。
5、着色剂着色剂可使塑料具有各种鲜艳、美观的颜色。常用有机染料和无机颜料作为着色剂。
6、润滑剂润滑剂的作用是防止塑料在成型时不粘在金属模具上,同时可使塑料的表面光滑美观。常用的润滑剂有硬脂酸及其钙镁盐等。除了上述助剂外,塑料中还可加入阻燃剂、发泡剂、抗静电剂等。

材质:ABS!PC!
加工:OEM ODM
工艺:印刷.喷油
开模时间:7-15天
开模周期:20-30天
设备:专业模房、CNC,铣床,磨床、车床、火花机、线切割机,注塑机,移印机等
模具性能:磨损抗力,变形抗力,断裂抗力,疲劳抗力,咬合抗力,受热软化抗力,塑性变形抗力,热熔损抗力,冲蚀抗力,热稳定性,回火稳定性,热疲劳抗力,断裂韧度,高温磨损,抗氧化性能
模具零件加工:滑块加工,压紧块加工,分流锥浇口套加工,镶件加工等
颜色:白色、红色、铁灰色、黑色、枪色、蓝色、米黄色等各种颜色(可根据客户要求调色)
图案:同类产品颜色多样,可根据客户的需要电镀,丝印,喷涂,UV等,有无图案均可生产
模具产品设计制作出货流程:
来电或(网上洽谈)→客户来图(3D)或产品样品→报价→模具设计(可先提供产品效果图)→签订合同→预付模具费50%→模具制造→试模打样(30%)→客户确认样品→模具完成付尾款20%→批量生产→出货→货到付款或月结
具体价格及其他事宜请联系客服(最新价格以客服报价为准!)



深圳市龙资源精密模具有限公司
联 系 人:张俊雄 先生 (销售部 经理)
电 话:86 0755 36628350/13266513032
移动电话:13510269102
传 真:86 0755 28435013
地 址:中国 广东 深圳市龙岗区 坂田街道第二工业区10栋1楼
公司主页:http://www.lzy148.com
https://shop1457197100456.1688.com

深圳市龙资源精密模具有限公司位于交通便利的深圳市坂田,专业从事塑胶模具、五金模具及相关配套设备的设计与制造。现在有工模部,注塑部,丝印部,装配部。从模具制造到注塑生产提供一系列完善配套服务。
经过近十年的不断开发与创新,凭着先进的设备、专业的技术、丰富的经验使我们具有设计、创造各类大型、复杂、等精密模具的能力,配套设备完善。我们拥有全套的加工中心、铣床、电火花等精密的加工设备,能根据图纸及样品,以合理的成本准则为客户设计制造出满意的精密模具,并根据客户需求及时跟进,严格控制产品质量、不断改进生产工艺,致力为客户创造最大的价值。
我们在模具定做后可以对塑料件、压铸件加工提供服务。注塑部现有各类注塑机十台,能充分满足各类模具的后期注塑成型需求。
我们始终把确保产品质量、提供优质服务、加强经营管理放在首位;秉承“信誉是无形的市场,满意的服务是永恒的市场”的理念;恪守“诚信至上、质量第一”的经营宗旨,坚持“重合同、守信用”的原则,为客户提供可靠的产品质量和保证。欢迎新老客户前来洽谈!

模具组成
编辑

浇注系统









