



厂商 :佛山市森宏亚克力销售有限公司
广东 佛山市- 主营产品:
- 浇注亚克力
- 有机玻璃玻璃
- 亚克力板材
有机玻璃/亚克力 产品说明
简介
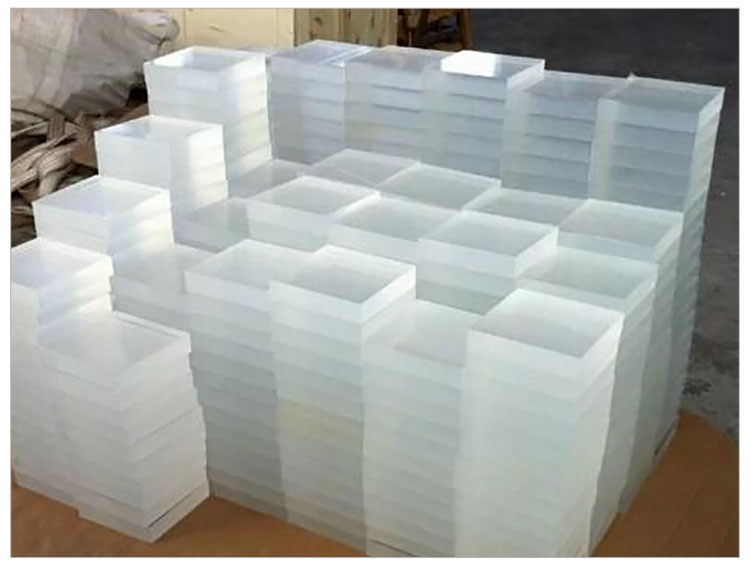
亚克力,又叫PMMA或有机玻璃,源自英文acrylic(丙烯酸塑料),化学名称为聚甲基丙烯酸甲酯。是一种开发较早的重要可塑性高分子材料,具有较好的透明性、化学稳定性和耐候性、易染色、易加工、外观优美,在建筑业中有着广泛的应用。有机玻璃产品通常可以分为浇注板、挤出板和模塑料。
用途
亚克力制品有亚克力板、亚克力塑胶粒、亚克力灯箱、招牌、亚克力浴缸、亚克力人造大理石、亚克力树脂、亚克力(乳胶)漆,亚克力胶黏剂等等产品,种类繁多。
人们所常见到的亚克力产品系由亚克力粒料、板材或树脂等原材料经由各种不同的加工方法,并配合各种不同材质及功能之零配件加以组装而成之亚克力制品。至于一般常听到的亚克力纤维、亚克力棉、亚克力纱、亚克力尼龙等,系指由丙烯酸聚合而成之人造纤维,与亚克力制品并无关联。
其中,人们常说的亚克力板就是聚甲基丙烯酸甲酯Polymeric Methyl Methacrylate(PMMA)板材,它是由“甲基丙烯酸甲酯单体 Methyl Methacrylate(MMA)”聚合而成。或是由亚克力粒料经由挤板机挤出而成的。以往板俗称为有机玻璃。亚克力源自英文acrylic,意指由有机化合物MMA制成的PMMA板,其透明与透光度如同玻璃一般。源于所有由透明塑料如PS、 PC等或由劣质的回收MMA制成的板材均统称为有机玻璃。为求区分,特将高品质纯料MMA所制成的PMMA板命名为亚克力板,以便与一般的有机玻璃板进行区分。
性能特点
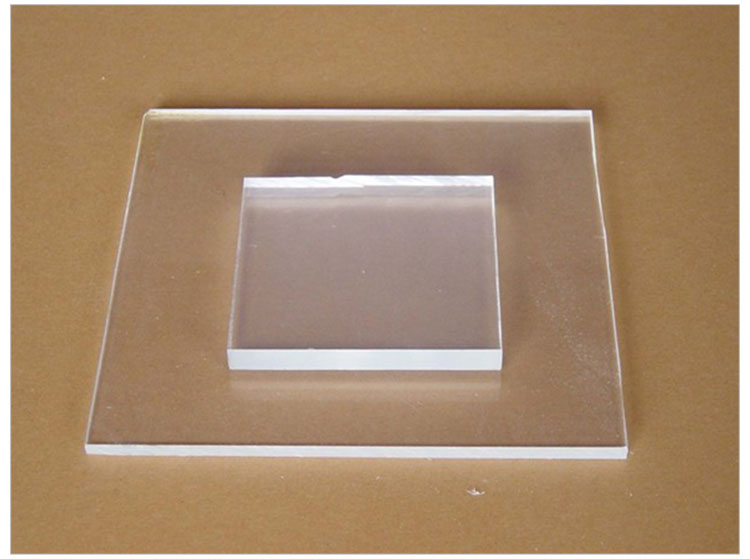
1、具有水晶般的透明度,透光率在92%以上,光线柔和、视觉清晰,用染料着色的亚克力又有很好的展色效果。
2、亚克力板具有极佳的耐候性、较高的表面硬度和表面光泽,以及较好的高温性能。
3、亚克力板有良好的加工性能,既可采用热成型,也可以用机械加工的方式。
4、透明亚克力板材具有可与玻璃比拟的透光率,但密度只有玻璃的一半。此外,它不像玻璃那么易碎,即使破坏,也不会像玻璃那样形成锋利的碎片。
5、亚克力板的耐磨性与铝材接近,稳定性好,耐多种化学品腐蚀。
6、亚克力板具有良好的适印性和喷涂性,采用适当的印刷和喷涂工艺,可以赋予亚克力制品理想的表面装饰效果。
7、耐燃性:不自燃但属于易燃品,不具备自熄性。
特点
1、硬度
硬度是最能体现浇注亚克力板生产工艺和技术的参数之一,是品质控制中的重要一环。硬度能反映出原料PMMA纯度、板材耐候性以及耐高温性能等。硬度直接影响到板材是否会收缩弯曲变形,加工时表面是否会出现皲裂等情况。硬度是评判亚克力板品质好坏硬性指标之一,平均达洛氏硬度值8、9度左右。
2、厚度(亚克力公差)
亚克力板材厚度存在亚克力公差,所以亚克力公差的控制是品质管理和生产技术的重要体现。亚克力的生产都有一个国际标准ISO7823
浇注板的公差要求:公差=± (0.4 + 0.1 x 厚度)
挤出板的公差要求:公差=< 3 mm 厚度: ± 10 %> 3 mm 厚度: ± 5 %
3、透明度/白度
严格的原料配选、先进的配方跟进和现代化的生产工艺制作,确保板材极佳的透明度和纯白度。火焰抛光后晶莹剔透。
属性
力学性能
聚甲基丙烯酸甲酯具有良好的综合力学性能,在通用塑料中居前列,拉伸、弯曲、压缩等强度均高于聚烯烃,也高于聚苯乙烯、聚氯乙烯等,冲击韧性较差,但也稍优于聚苯乙烯。浇注的本体聚合聚甲基丙烯酸甲酯板材(例如航空用有机玻璃板材)拉伸、弯曲、压缩等力学性能更高一些,可以达到聚酰胺、聚碳酸酯等工程塑料的水平。![]()
一般而言,聚甲基丙烯酸甲酯的拉伸强度可达到50-77MPa水平,弯曲强度可达到90-130MPa,这些性能数据的上限已达到甚至超过某些工程塑料。其断裂伸长率仅
2%-3% ,故力学性能特征基本上属于硬而脆的塑料,且具有缺口敏感性,在应力下易开裂,但断裂时断口不像聚苯乙烯和普通无机玻璃那样尖锐参差不齐。40℃ 是一个二级转变温度,相当于侧甲基开始运动的温度,超过40℃ ,该材料的韧性,延展性有所改善。聚甲基丙烯酸甲酯表面硬度低,容易擦伤。
聚甲基丙烯酸甲酯的强度与应力作用时间有关,随作用时间增加,强度下降。经拉伸取向后的聚甲基丙烯酸甲酯(定向有机玻璃)的力学性能有明显提高,缺口敏感性也得到改善。
聚甲基丙烯酸甲酯的耐热性并不高,它的玻璃化温度虽然达到104℃,但最高连续使用温度却随工作条件不同在65℃-95℃之间改变,热变形温度约为96℃(1.18MPa),维卡软化点约113℃。可以用单体与甲基丙烯酸丙烯酯或双酯基丙烯酸乙二醇酯共聚的方法提高耐热性。聚甲基丙烯酸甲酯的耐寒性也较差,脆化温度约9.2℃。聚甲基丙烯酸甲酯的热稳定性属于中等,优于聚氯乙烯和聚甲醛,但不及聚烯烃和聚苯乙烯,热分解温度略高于270℃,其流动温度约为160℃,故尚有较宽的熔融加工温度范围。
聚甲基丙烯酸甲酯的热导率和比热容在塑料中都属于中等水平,分别为0.19W/M.K和1464J/Kg.K
电性能
聚甲基丙烯酸甲酯由于主链侧位含有极性的甲酯基,电性能不及聚烯烃和聚苯乙烯等非极性塑料。甲酯基的极性并不太大,聚甲基丙烯酸甲酯仍具有良好的介电和电绝缘性能。值得指出的是,聚甲基丙烯酸甲酯乃至整个丙烯酸类塑料,都具有优异的抗电弧性,在电弧作用下,表面不会产生碳化的导电通路和电弧径迹现象。20℃是一个二级转变温度,相应于侧甲酯基开始运动的温度,低于20℃,侧甲酯基处于冻结状态,材料的电性能比处于20℃以上时会有所提高。
耐溶剂性
聚甲基丙烯酸甲酯可耐较稀的无机酸,但浓的无机酸可使它侵蚀,可耐碱类,但温热的氢氧化钠、氢氧化钾可使它浸蚀,可耐盐类和油脂类,耐脂肪烃类,不溶于水、甲醇、甘油等,但可吸收醇类溶胀,并产生应力开裂,不耐酮类、氯代烃和芳烃。它的溶解度参数约为18.8(J/CM3)1/2 ,在许多氯代烃和芳烃中可以溶解,如二氯乙烷、三氯乙烯、氯仿、甲苯等,乙酸乙烯和丙酮也可以使它溶解。
聚甲基丙烯酸甲酯对臭氧和二氧化硫等气体具有良好的抵抗能力。
耐侯性
聚甲基丙烯酸甲酯具有优异的耐大气老化性,其试样经4年自然老化试验,重量变化,拉伸强度、透光率略有下降,色泽略有泛黄,抗银纹性下降较明显,冲击强度还略有提高,其它物理性能几乎未变化。
燃烧性
聚甲基丙烯酸甲酯很容易燃烧,极限氧指数仅17.3。
主要分类
有机玻璃(亚克力)板材的种类
亚克力板 材的规格种类很多。
普通板有:透明板,染色透明板,乳白板,彩色板,云彩板,阻燃板,波纹板,布纹板;
特种板有:卫浴板,云彩板,镜面板,夹布板,中空板,抗冲板, 阻燃板,超耐磨板,表面花纹板,磨砂板,珠光板,金属效果板等。
不同的性能,不同的色彩及视觉效果以满足千变万化的要求。
1、亚克力板按生产工艺分浇铸板和挤压板,按透光度可分为透明板、半透明板(包括染色板透明板)、色板(包括黑白及彩色板);按性能分抗冲击板、抗紫外线板、普通板和特殊板如高抗冲板、阻燃板、磨砂板、金属效果板、高耐磨板、导光板等。
A:浇铸板:分子量高,具有出色的刚度、强度以及优异的抗化学品性能。因而比较适合加工大尺寸的标识牌匾,相对在软化过程中时间稍长。这种板材的特点是小批量加工,在颜色体系和表面纹理效果方面有无法比拟的灵活性,且产品规格齐全,实用于各种特殊用途。
B:挤压板:与浇铸板相比,挤压板分子量较低,机械性能稍弱,柔性比较高。然而,这一特点有利于折弯和热成型加工,软化时间较短。在处理尺寸较大的板材时,有利于各种快速真空吸塑成型。同时,挤压板的厚度公差比浇铸板小。由于挤压板是大批量自动化生产,颜色和规格不便调理,所以产品规格多样性受到一定的限制。
C:亚克力本身就是易燃的高分子合成材料,所以就在聚合的时候加入了阻燃剂来阻止它迅速燃烧,所以和普通的亚克力材料比起来说就是难燃烧一点,就是燃烧起来也不会那么迅速的燃烧完全。
就是燃烧起来后也会快速的熄灭掉,而普通的亚克力材料就不会自灭,只会迅速的燃烧完。这样我们装修的时候就需要考虑材料阻燃的亚克力制品来装饰我们的家居了,这样会更加安全一些。
2、亚克力还有一种叫回料再生板是采用回收亚克力边角料,经过热降解后得到再生MMA(甲基丙烯酸甲酯)单体,再由化学聚合反应之后得来。经过严格的工艺流程,可以重新得到纯净的MMA单体,与新合成单体,品质上没有任何区别。但生产出来的降解单体,纯度不高,板材成型后,其品质、性能很差。
总结:挤压板使用颗粒原料,经过高温溶解后挤压成型,而浇铸板是用MMA单体(液态)直接浇铸成型,虽然挤压板外形上较为平整光洁,但因其在颗粒原料成型时以完成聚合。在加工成板材时其结构、性能较弱,并不适合作为户外标识产品的材料,只适合作水晶字或产品支架等户内产品。
另外由于挤压板多数不具防紫外线功能,其户外使用的寿命与浇铸板不可同日而语,颜色会渐褪并且很容易脆化,直至破裂。浇铸板是在板材加工过程中完成结构聚合,其间加入紫外线吸收剂,具有极高的强度和UV功能,户外使用寿命长达5年以上甚至10年,使用期间色泽一直亮丽如新。
工艺特性
1、聚甲基丙烯酸甲酯含有极性侧甲基,具有较明显的吸湿性,吸水率一般在0.3%-0.4%,成型前必须干燥,干燥条件是80℃-85℃下干燥4-5h 。
2、聚甲基丙烯酸甲酯在成型加工的温度范围内具有效明显的非牛顿流体特性,熔融粘度随剪切速率增大会明显下降,熔体粘度对温度的变化也很敏感。因此,对于聚甲基丙烯酸甲酯的成型加工,提高成型压力和温度都可明显降低熔体粘度,取得较好的流动性。
3、聚甲基丙烯酸甲酯开始流动的温度约160℃,开始分解的温度高于270℃,具有较宽的加工温度区间。
4、聚甲基丙烯酸甲酯熔体粘度较高,冷却速率又较快,制品容易产生内应力,因此成型时对工艺条件控制要求严格,制品成型后也需要进行后处理。
5、聚甲基丙烯酸甲酯是无定形聚合物,收缩率及其变化范围都较小,一般约在0.5%-0.8%,有利于成型出尺寸精度较高的塑件。
6、聚甲基丙烯酸甲酯切削性能甚好,其型材可很容易地机加工为各种要求的尺寸。
加工工艺
聚甲基丙烯酸甲酯可以采用浇铸、注塑、挤出、热成型等工艺。
浇铸成型
浇铸成型用于成型有机玻璃板材、棒材等型材,即用本体聚合方法成型型材。浇铸成型后的制品需要进行后处理,后处理条件是60℃下保温2h, 120℃下保温2h。
注塑成型
注塑成型采用悬浮聚合所制得的颗粒料,成型在普通的柱塞式或螺杆式注塑机上进行。表1是聚甲基丙烯酸甲酯注塑成型的典型工艺条件。
注塑制品也需要后处理消除内应力,处理在70-80℃热风循环干燥箱内进行,处理时间视制品厚度,一般均需4h左右。
挤出成型
聚甲基丙烯酸甲酯也可以采用挤出成型,用悬浮聚合生产的颗粒料制备有机玻璃板材、棒材、管材、片材等,但这样制备的型材,特别是板材,由于聚合物分子量小,力学性能、耐热性、耐溶剂性均不及浇注成型的型材,其优点是生产效率高,特别是对于管材和其它用浇注法时模具。难以制造的型材。挤出成型可采用单阶或双阶排气式挤出机,螺杆长径比一般在20-25。表2是挤出成型的典型工艺条件。
热成型
热成型是将有机玻璃板材或片材制成各种尺寸形状制品的过程,将裁切成要求尺寸的坯料夹紧在模具框架上,加热使其软化,再加压使其贴紧模具型面,得到与型面相同的形状,经冷却定型后修整边缘即得制品。加压可采用抽真空牵伸或用对带有型面的凸模直接加压的方法。热成型温度可参照表3推荐的温度范围。采用快速真空低牵伸成型制品时,宜采用接近下限温度,成型形状复杂的深度牵伸制品时宜采用接近上限温度,一般情况下采用正常温度。
雕刻切割
主要针对已经成型的亚克力或者有色亚克力材料进行的镂空和雕刻。普通的激光雕刻切割机就可以满足多数亚克力制品的雕刻和镂空需要。
主要用途
PMMA是以丙烯酸及其酯类聚合所得到的聚合物统称丙烯酸类树酯,相应的塑料统称聚丙烯酸类塑料,其中以聚甲基丙烯酯甲酯应用最广泛。聚甲基丙烯酸甲酯缩写代号为PMMA,俗称有机玻璃,是迄今为止合成透明材料中质最优异的。
PMMA具有质轻、价廉,易于成型等优点。它的成型方法有浇铸,射出成型,机械加工、热成型等。尤其是射出成型,可以大批量生产,制程简单,成本低。因此,它的应用日趋广泛,它广泛用于仪器仪表零件、汽车车灯、光学镜片、透明管道等。
优点
亚克力是继陶瓷之后能够制造卫生洁具的最好的新型材料。与传统的陶瓷材料相比,亚克力除了无与伦比的高光亮度外,还有下列优点:韧性好,不易破损;修复性强,只要用软泡沫蘸点牙膏就可以将洁具擦拭一新;质地柔和,冬季没有冰凉刺骨之感;色彩鲜艳,可满足不同品位的个性追求。用亚克力制作台盆、浴缸、坐便器,不仅款式精美,经久耐用,而且具有环保作用,其辐射线与人体自身骨骼的辐射程度相差无几。亚克力洁具最早出现于美国,已占据整个国际市场的70%以上。
缺点
由于亚克力生产难度大、成本高,故市场上有不少质低价廉的代用品。这些代用品也被称为“亚克力”,其实是普通有机板或复合板(又称夹心板)。普通有机板用普通有机玻璃裂解料加色素浇铸而成,表面硬度低,易褪色,用细砂打磨后抛光效果差。复合板只有表面很薄一层亚克力,中间是ABS塑料,使用中受热胀冷缩影响容易脱层。真假亚克力,可从板材断面的细微色差和抛光效果中去识别
亚克力应用广泛,可用于测试架,贴片托盘。
应用领域
1、建筑应用:橱窗、隔音门窗、采光罩、电话亭等。
2、广告应用:灯箱、招牌、指示牌、展架等。
3、交通应用:火车、汽车等车辆门窗等。
4、医学应用:婴儿保育箱、各种手术医疗器具 民用品:卫浴设施、工艺品、化妆品、支架、水族箱等。
5、工业应用:仪器表面板及护盖等。
6、照明应用:日光灯、吊灯、街灯罩等。
运用领域:酒店、商场、办公楼、会所、别墅、博物馆、医疗、教育、餐饮、展览展示等等。
运用区域:吊顶、集成吊顶、隔断、屏风、移门、透明墙、酒店家具、办公家具、吧台、灯饰、吊灯、标识、标牌、地板、景观等等。
粘接方法
亚克力制品的粘接是亚克力加工中中一个十分关键的工艺环节,如何展现有机玻璃清澈透明的特性,体现亚克力烟酒包装工艺品的价值感,最大限度的提高亚克力工艺品的档次与品味,粘接技术起到了举足轻重的作用。
有机玻璃板的粘接主要受两方面的影响,一是粘接剂本身的适用性;二是粘接的技巧。
国内外市场上有很多粘接剂,主要有二种类型,一种是双组份的,如万能胶、环氧树脂类;还有一种是单组份的,如CHCl3(氯仿)。一般来说,双组份的粘接剂是通过固化反应来实现粘接,单组份的粘接剂是一溶剂的最终挥发而实现粘接。
双组份粘接剂的特点是粘接效果较好,粘接后无气泡、不发白、强度大。缺点是操作复杂、难度大、固化时间长、速度慢、很难适应大批量生产的要求。而一般的单组份粘接剂的特点是速度快,可满足批量产品生产的工艺要求,缺点是粘接后的制品易产生气泡、易发白、耐候性差,从而直接影响了有机玻璃制品的外在美观与产品质量,因此,在有机玻璃制品的加工中,如何选择合适的粘接剂,提高有机玻璃制品的品位与档次,是粘接工艺中必须首先解决的一个大问题。
另外,粘接的技巧也十分重要,下面就我们常见的几种粘接工艺,简单分析它们的实际操作经验。
1、对接:将两块需对接的有机玻璃板水平放在操作平台上,合拢,并在底部粘一胶带,留下一条不大于0.3mm宽的缝隙以备涂注粘接剂。用注射器将粘接剂从一边均匀缓慢从缝隙里注入,直至全部注满,待完全固化后揭去胶带即可。
2、 立面粘接:立面粘接是应用最广泛的一种粘接技术,在制作各种有机玻璃IT电子数码展示架制品中得到普遍使用。首先应将需粘接的表面擦拭干净。最好使用靠模实现粘接,使粘接物不晃动,有利于提高粘接的质量。厚度为3mm的有机玻璃板粘接,可垫入细金属丝,利用毛细作用完成粘接,在粘接剂固化之前抽出金属丝,或可采用粘胶带,再涂粘接剂的方法粘接。
-
 佛山浇注亚克力板材批发报价、佛山浇注亚克力板材厂、佛山浇注亚克力板材供应商
佛山浇注亚克力板材批发报价、佛山浇注亚克力板材厂、佛山浇注亚克力板材供应商
-
 真不错!佛山亚克力板材批发 亚克力板材销售-佛山市森宏亚克力销售有限公司
真不错!佛山亚克力板材批发 亚克力板材销售-佛山市森宏亚克力销售有限公司
-
 佛山有机玻璃供应商价格 佛山有机玻璃供应商厂价出售-佛山市森宏亚克力销售有限公司
佛山有机玻璃供应商价格 佛山有机玻璃供应商厂价出售-佛山市森宏亚克力销售有限公司
-
 佛山防静电亚克力板供应商报价、佛山防静电亚克力板供应商电话
佛山防静电亚克力板供应商报价、佛山防静电亚克力板供应商电话
-
 佛山高透明亚克力板批发厂家、价格、报价、供应商【佛山市森宏亚克力销售有限公司】
佛山高透明亚克力板批发厂家、价格、报价、供应商【佛山市森宏亚克力销售有限公司】
-
 佛山防静电亚克力板工厂供应商报价、佛山防静电亚克力板工厂电话 佛山防静电亚克力板工厂价格
佛山防静电亚克力板工厂供应商报价、佛山防静电亚克力板工厂电话 佛山防静电亚克力板工厂价格
-
 佛山云彩亚克力生产厂家、佛山云彩亚克力供应商、佛山云彩亚克力报价
佛山云彩亚克力生产厂家、佛山云彩亚克力供应商、佛山云彩亚克力报价
-
 佛山波纹亚克力板定制报价 亚克力板定制哪家便宜-佛山市森宏亚克力销售有限公司
佛山波纹亚克力板定制报价 亚克力板定制哪家便宜-佛山市森宏亚克力销售有限公司
-
 佛山加硬亚克力供应商、佛山加硬亚克力供应商报价、佛山加硬亚克力供应商电话
佛山加硬亚克力供应商、佛山加硬亚克力供应商报价、佛山加硬亚克力供应商电话
-
 佛山防蓝光亚克力供应商、 佛山防蓝光亚克力供应商电话、 佛山防蓝光亚克力供应商报价
佛山防蓝光亚克力供应商、 佛山防蓝光亚克力供应商电话、 佛山防蓝光亚克力供应商报价