



厂商 :福建省鑫玛特机械设备有限公司
福建 泉州市- 主营产品:






技术参数:
| 有效切割总长度 | 500-12000mm(根据客户需求) |
| 切割管径范围 | 50-800m(根据客户需求) |
| 切割管壁厚度 | 3-25mm(根据客户需求) |
| 纵向最大速度 | 10m/min |
| 卡盘旋转最大速度 |
15r/min |
| 最小废料长度 | 50mm |
| 环境温度 | -10—+40度 |
| 总轴数 | 3轴,可选5轴 |
| 割枪最大提升高度 | 350mm |
| 最小材料厚度 | 2mm |
| 切割方式 | 等离子、割炬 |
| 纵向移动方式 | 自动 |
| 支撑托架高度调整方式 | 手动 |
| 支撑托架间最小距离 | 250mm |
| 支撑托架数目 | 3 |
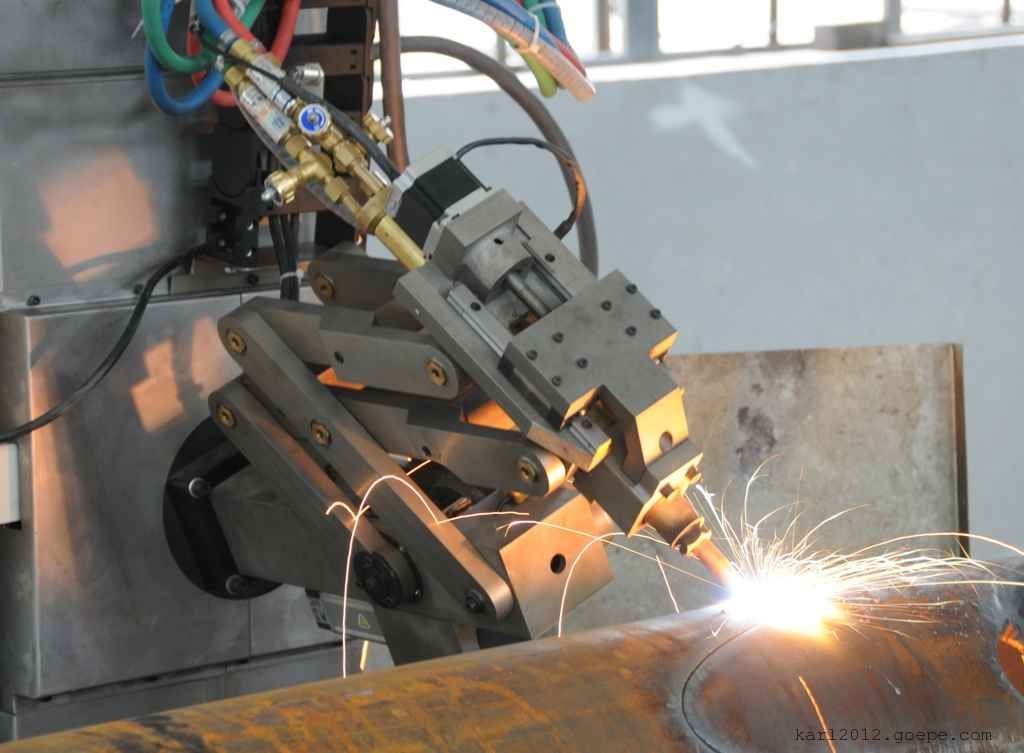
产品简介
本设备为五轴数控相贯线切割机,主要进行钢管相贯线的自动等离子切割。它高效自动的相贯线切割大大降低了工人的劳动强度及工件的切割质量。机床具有高效、高精度、操作方便的特点。
设备配置
1、数控系统
采用工业控制计算机配置,Pentium级微处理器,主频2.8GHZ以上、内存512M、硬盘160G、USB接口、10.4″彩色液晶显
1) CNC控制方式。
2) 采用施耐德进口原装全数字交流伺服电机及高精度驱动器。
3) 等离子电源:久圣、华远/美国海宝等型号及品牌根据客户需求。
2、机械系统
1) 等离子或割炬沿待切管件轴向的直线运动(Ⅰ轴-X轴):由伺服电机通过减速器驱动纵向托架带动机头及其上割炬在纵向导轨上移动。
2) 等离子或割枪升降运动(Ⅱ轴-z轴):电机通过减速器带动机头及其上的割枪实现升降运动。
3) 等离子或割炬沿待切钢管轴线方向的摆动(Ⅲ轴-A轴):由伺服电机通过减速器驱动机头及其上割炬转动。
4) 等离子或割炬沿垂直于待切管件轴线的方向摆动(Ⅳ轴-B轴):由伺服电机通过减速器驱动机头及其上割炬转动。
5) 待切管件回转运动(Ⅴ轴-W轴):伺服电机驱动卡盘带动钢管的回转;
6) 减速机采用德国纽卡特品牌,保证了较高的传动精度;
7) 管件的支撑采用可调节中心高的手摇移动式滚轮架;
3、系统主要功能
1) 管件任意位置切断,直口或坡口。
2) 管件任意位置正交、斜交、偏心交的相贯孔曲线组合套料编程。
3) 管件任意位置的正交、斜交、偏心交相贯曲线直口及坡口切割。
4) 参数化结构的相贯曲线类型图库(可根据用户要求进行扩充)。
5) 切割过程全自动化完成。
6) 模拟演示及切割过程同步显示。
7) 割缝自动补偿。
8) 切割过程具有暂停、继续切割及加减速控制。
9) 自动起弧、自动穿孔、自动调高。
10) 中途断点的现场保护记忆。
11) 各控制轴的自动归位。
12) 工作过程故障的自动诊断及自动报警。
4、气路系统
气路装置采用意大利电磁阀、台湾品牌减压阀、与高质量气路管线组成,根据氧气、燃气切割特性,综合同行业气路系统设计的优点,使气路系统实现快速预热、自动穿孔、高低氧自动转化等高效节能的要求。
1.1气路系统为中央集气形式,由气路仪表盘控制。
1.2等离子采用弧压调高器,自动调节割枪高度,确保切割时的安全和高效。
1.3气路系统具有高低压自动转换、回火防止等功能,确保切割时的安全和高效
5、工作环境
1)等离子所需压缩空气不低于0.8MP
2)温度:-5°C ~45°C
3)相对湿度:≤95%无冷凝
6、工作条件
1)火焰切割用气体:氧气、乙炔(或丙烷、天然气)
2)氧气气源压力:1.2 MP
3)燃气气源压力:0.15 MP
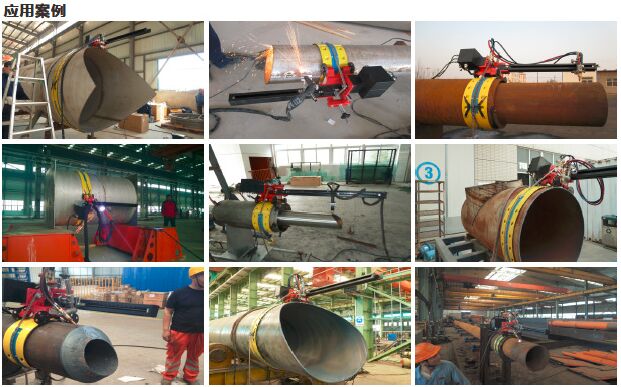
切割演示:




