



厂商 :西安鑫邦机电工程有限公司
陕西 西安市- 主营产品:
- 活性石灰生产线
- 石灰预热器
- 石灰冷却器
一、概况
球磨机主要由给料部、出料部、回转部、传动部等组成。其工作原理是由电动机经棒销联轴器,减速机及开式齿轮减速传动而驱动转动部旋转,转动部筒体内装有研磨介质——钢球,当筒体转动时钢球在离心力和摩擦力的作用下被转动的筒体提升到一定高度后,由其本身自身重力的作用而跌落,使筒体内的煤在下落钢球的冲击和研磨作用下形成煤粉,磨好的煤粉被制粉系统的气流送至贮煤仓。
二、安装前具备的条件
1、设备基础已按设计施工完毕,并经验收合格。
2、基础周围的土方,已按要求回填并夯实平整。
3、设备经检查,符合设计图纸要求。
4、施工场地已经平整,通道已经修好。
5、安装用的机索,吊具已按施工方案、要求配备齐全,并拥有合格证明。
6、卷扬机等起吊设备在使用前经进行注油、和运转试验,视其是否正常,制动器是否灵活,以防失灵。
7、施工用的其它机索、吊具,已布置完毕。
三、安装步骤
1 安装前检查
1.1机器的全部零件和部件在安装前,必须除尽加工面上的防护油,灰尘及其它杂物。
1.2安装前检查并消除加工表面和螺纹,由于运输而产生的损伤。
1.3安装时滑动表面注稀油,摩擦表面涂上干油。
1.4安装过程中应保护好滑动面和磨擦面,严格防止落入灰尘和其它物质,涂上干净油脂后,用彩条布盖好,严禁使用不洁净的油脂。
2 安装步骤
2.1转动部的安装
2.1.1首先沿着运输路线,安装道木,滚杠,铺排子,且排子前后用木楔将其卡紧。
2.1.2待排子准备就绪后,用25T汽车吊把转运部放置于钢排上部,且设备中心和排子中心相互重合,待设备就位后,排子前、后,用木楔将其卡紧。
2.1.3将牵引钢丝绳绕过设备,将2T卡环卡在钢排牵引孔中,固定后将钢丝绳绕过其卡环和牵引绳相连接。
2.1.4待上述工作准备就绪后,检查滚杠有无变形,道木之间是否贴紧,排子两端中心是否在两边道木中心。
2.1.5待一切就绪后,启动卷扬机,开始水平运输。
2.1.6在水平运输过程中,应密切注意滚杠变化,确保设备正常运输。
2.1.7待设备运至基础附近时,用两台50T液压千斤顶将设备顶起使其脱排。
2.1.8利用混凝土框架梁作为吊点,拴一套20T滑车组,两个5T倒链组成一套起升装置,待设备超过混凝土基础时,将其设备旋转90?,用另一套起升装置(由两个10T倒链组成),将设备接住,此时,将前一套起升装置逐渐放松,另一套起升装置逐渐绷紧,缓慢地将其就位。为防止万一在设备基础之间用道木垛成井字架,高度和设备基础相同。
2.1.9待转动部吊起后,迅速地安装轴承部。
2.2轴承部的安装
2.2.1将两轴承座用5T倒链将其就位,使其底座中心和基础中心重合。
2.2.2用垫铁将其轴承座达到安装标高位置,此时用水准仪检查两底座是否在同一平面。
2.2.3检查两轴承底板纵横中心线是否相互平行,其横向中心线(AA,BB)平行度每米不大于0.1mm,纵向中心线(CC,DD)其重合度每米不大于0.2mm
2.2.4检查轴承座与底板四周是否均匀接触,其间隙用0.1mm塞入,塞入长度不大于是100mm,且累积长度不大于四周周长的四分之一。
2.2.5轴承衬出厂前已进行刮研,接触角应为20?-90?接触连点在每25平方毫米面积内不少于2点,在现场需进行复查,如不符合上术要求的应在现场重新进行刮研。
2.3转动部的安装
2.3.1待轴承部安装,检查合格完毕后。
2.3.2缓慢地放松转动部的起升装置,待转动部与轴承接触以前,检查核对进料端的配合轴颈和轴承的相对位置是否正确,核对无误后,使其平稳无冲击的放在轴承上。
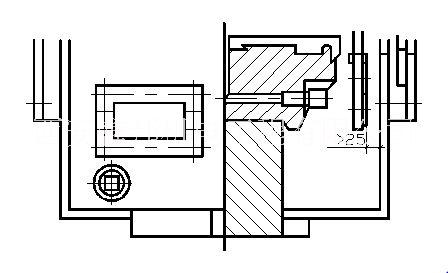
2.3.3当转动部安装到轴承前,必须校准甩油环和轴承的间隙不小于25mm。
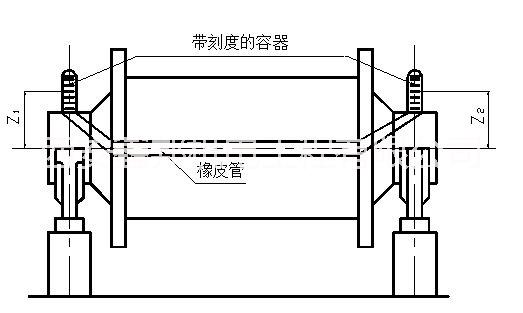
2.3.4转动部安装的水平性用静水平仪检查,此仪器是两个带有刻度的容器,它们之间用适当的长度的橡皮管连接起来,其水平柱具有下列的等式关系,Z=Z![]() 。检查时要在轴颈的相对母线上3-4处进行检查,两端轴颈中心线水平性偏差不允许超过1mm。
。检查时要在轴颈的相对母线上3-4处进行检查,两端轴颈中心线水平性偏差不允许超过1mm。
3、筒体衬板的安装
3.1筒休衬板的安装应从一端开始,安装时应首先将固定楔对称的把紧后,再将衬板依次装入。
3.2在筒休内架设一坚固的木架或金属可调节的支架,将已装上的衬板支柱,最后用拧紧楔把牢。
3.3若因调整需要在衬板和压紧楔之间加垫片,垫必须可靠地焊在衬板或楔上。
3.4筒体护板按图纸所示位置牢固地装在筒体上。
3.5主轴承及转动部安装后,应检查移动端外端挡油环与主轴承内壁间隙不少25mm。
4、进出料斗的安装
4.1安装时对料斗与筒体之同轴度应进行检查,其同轴度不大于2mm。
4.2料斗之密封毡(或石棉线)应用干油或稀油浸透(也可以加石墨)以减少磨损。
4.3密封处毛毡接头应错开,各处密封均应良好,防止空气侵入。
5、传动部的安装
5.1在安装前应检查各部分零件在运输过程中是否受到损坏,并且要清除灰尘和脏物。
5.2安装前将滚动轴承,大小齿轮应用汽油洗净。
5.3检查大齿轮中心线与传动轴中心线的平行性偏差每米长度内不大于0.15mm.
5.4转动部安装在主轴承上以后,再安装大齿轮。
5.5大齿轮的径向跳动为0.25mm,轴向跳动为0.35mm(在每米节圆上)。
5.6根据侧向间隙检查大齿轮和小齿轮的啮合正确性,其齿侧间隙为S=1.4~2.18mm。
5.7大小齿轮在紧密接触下进行涂色检查,以保证良好的接触其接触范围不小于齿长的百分之五十。齿高不小于百分之四十。
5.8当以上调节合乎要求后,将轴承座紧固在底盘上。
5.9安装齿轮罩时应保证齿轮罩与齿轮不相干涉和碰撞。
5.10安装完毕后旋转传动轴(手动)检查传动装置是否有干涉现象。
6、联轴器与电动机的安装
6.1安装前首先洗净底座上的脏物和灰尘等杂质。安装棒销联轴器时应校核传动轴,主电动机轴与减速机轴的同心性。
6.1.1中心线同心度不大于0.3mm。
6.1.2中心线倾斜度每米不大于1mm。
7、高低压泵站的安装
7.1高低压泵站一般情况下安装基面应低于磨煤机基础面。
7.2回油管路的倾斜,不小于1比40,确保回油畅通。
8、空运转试车
8.1试车前的注意事项
8.1.1仔细检查各处螺栓是否牢固的把紧。
8.1.2料斗连接处密封是否良好。
8.1.3联轴器,减速机出轴,齿轮装置出轴是否用安全罩及罩子罩好。
8.1.4各转动部件不得与其它物体相碰,筒体内无杂物存在。
8.1.5仔细检查试验高低压联合泵站油站及轴承水冷却系统,使之处于良好的工作状态,球磨机本体和油系统联锁试验合格。
8.1.6启动高低压泵站,高压系统浮升转动部,保证生成具有足够强度的油膜,同时开通冷却水进行轴承冷却。
8.1.7分部检查主电机及慢速传动装置的旋转方向,确保无误。
8.2空转试车
试车前的准备工作完毕后即可进行空车运转8小时以上,空转试车应满足下列要求:
8.2.1高低压润滑系统工作正常,应无漏油现象。
8.2.2轴承水冷却,系统通水流畅。
8.2.3磨煤机的主轴承温度不大于50?C(控制回油温度不得超过40?C)。
8.2.4磨煤机运转平稳传动齿轮不应有显著地周期性噪音。
8.2.5各部摩擦件不允许有烧伤现象



