



厂商 :山东精梭纺织机械设备有限公司
山东 济宁- 主营产品:
- 电脑绗缝机
- 梳理机
- 无梭绗缝机
专业生产弹棉机 ,精细棉花梳理机 棉花梳理机使用方法
联系电话微信:15866077558 QQ:2990795952
联系人:孟飞
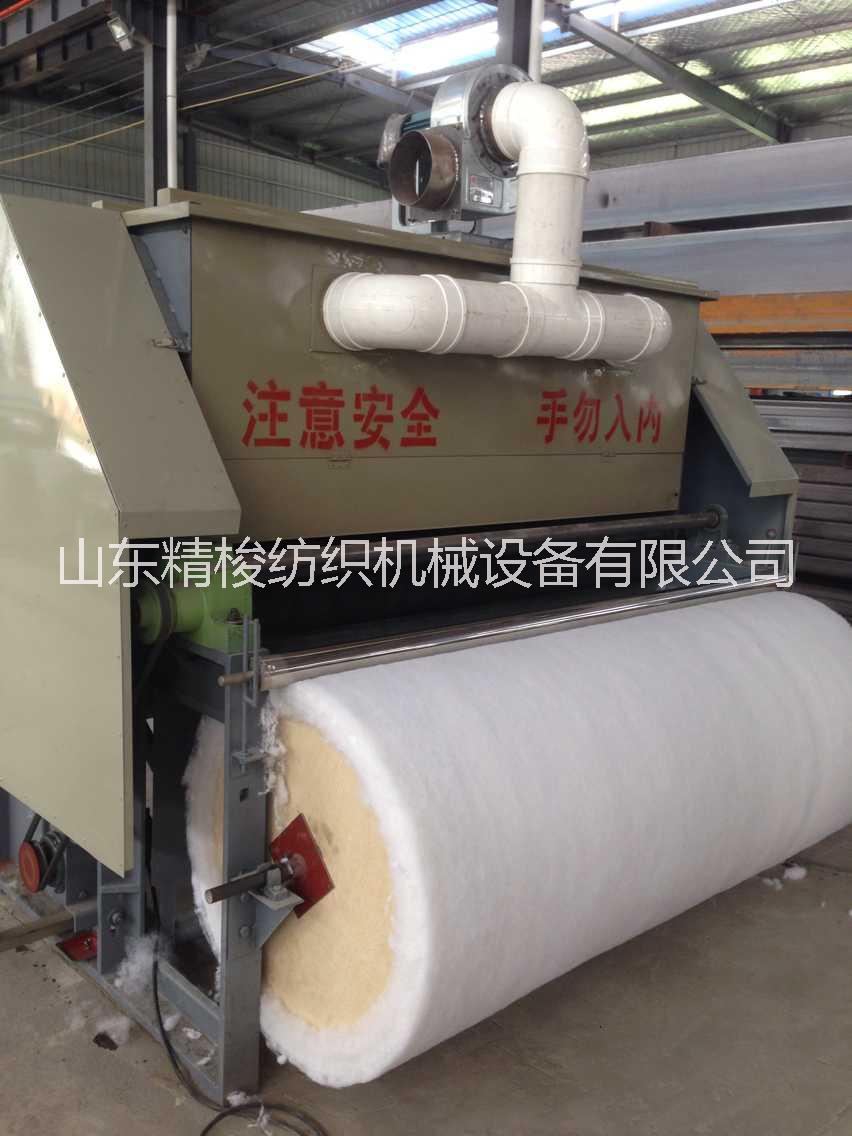
精细弹花机的结构:
精细弹花机(大型弹花机)主要由墙架、进料帘、进料罗拉、刺辊、锡林、工作辊、转移辊、道夫、剥棉罗拉机或斩刀剥棉机构、除尘刀、尘斗和卷棉筒、配电柜及安全护罩等组成。刺辊、道夫、锡林、工作辊、转移辊、是校过动平衡的;刺辊的刺条与槽是紧配合,锡林、工作辊、转移辊和道夫的两侧有边条紧靠,它们的两端用焊锡焊牢不会脱落,运转安全、可靠。
精细弹花机的工作程序:
将加工的纤维清理干净,去除其中的金属、硬杂等物,均匀地(不可过厚)铺在自动进料帘上,可实现自动进料;帘子将纤维送到罗拉口,由罗拉将纤维挤紧送到刺辊前,纤维即被刺辊钩拉着松开。其中杂质受刺辊离心力的作用,将沿刺辊的切线方向抛出。纤维通过锡林、工作辊、转移辊多次反复转移、梳理、混合均匀,再由道夫经剥棉机构剥离后输出一层一像纸一样薄的纤维;用细竹杆理上卷棉筒即可实现自动卷棉。成形棉卷在运转的卷棉筒上用双手一拉(或竹杆一卷剥或用剪刀剪断)即可随卷棉筒输出(160型机无需抖动,出棉宽度可控制),输出的棉卷放在铺棉板上轻轻的抖一抖,就能达到我们需要的长度和宽度。
精细弹花机的特点:
作为集合多款弹花机和梳棉机优点于一身的精细弹花机(大型弹花机)。它具有:一次成型,开松梳理棉花,耗电低,占地小等特点。精细弹花机梳理成型的棉被柔软,疏松,贴身等特点。在市场上此类棉被的档次高,竞争力强。




简介:
把经过初步加工的纺纱原料分梳成单纤维状态,组成网状纤维薄层,再集合成纤维条的纺纱机器。由于纤维的种类和工艺要求不同,梳理机也有各种不同的结构,如梳棉机、梳毛机、梳麻机等。经过梳理后的纤维条,许多杂质和疵点已被排除,不同品质和色泽的纤维得到较充分的混和,纤维初步伸直,且具有方向性。这些都是生产品质优良纱线的重要条件。但纤维大多仍带有弯钩,有待后续工序理直。
梳理机的工作效率随着分梳元件和梳理工艺的改进而不断提高。20世纪50年代研究高速强分梳工艺,更提高了梳理机的生产能力。为适应广泛使用金属针布和高速的要求,梳理机已普遍配备了道夫变速(快慢速)装置,方便了运转操作;采用自调匀整装置(见牵伸自调匀整),改善纤维条长短片段重量的不匀状况;采用自动换筒和各种安全、工艺自停装置,以降低工人劳动强度,增加了吸除落棉、飞花和粉尘的设备,改善了劳动环境,减少了纱疵。现代的梳理机继续向优质、高产、低耗的方向发展。由于梳理机针面间隔距很小,运转速度越来越高,人们对提高机件加工精度、提高针布质量、确保分梳作用的稳定性和可靠性更加重视。在高速度运转条件下,针布防轧安全、吸棉除尘等装置还有待进一步完善。梳棉机上附加分梳件、双联机组、清梳、梳并联接等措施也逐渐得到采用。有些国家把机幅加宽,增强主梳部分的分梳能力,改善分梳机件,提高清除草杂能力等,列为探索中的课题。
作为集合多款梳理机和梳棉机的优点于一身而设计出的梳棉梳理机。它具有:加工范围广、一次成型、耗电低、操作简单方便等众多特点。传统的梳理机只能梳理羊毛、化纤等纤维纺织品,对于棉花的加工效果不是很好,如果要生产的产品种类比较多,就需要在另行购买一些专业加工棉花的设备,这样就会给客户带来很多的不便。
介于以上问题,本厂经多次试验与研究,生产出了一款既可以加工羊毛和纤维又可以加工新旧棉花的一款梳棉梳理机。可以加工:新旧棉花、各种羊毛、化纤棉、新旧毛线、等等。方便快捷一次成型。机器环保:有吸尘装置,保证工人的健康;快捷:一次成型省去繁琐的人工铺叙;安全:机器防护罩保证了工人的安全省去顾虑,为客户提供了更完美的生产设备。
|
总功率(kw) |
380V 4 380v 2.2kw-4 0.75kw-4(220v 3kw-4 0.75-1.1kw-4) |
|
电力(V) |
380 |
|
机器产量(kg/小时) |
50 |
|
机器有效门幅(mm) |
1550-2550 |
|
电机转速(转/分) |
1420 |
|
电机型号 |
Y112M-4 |
|
斩刀箱电机转速 |
180-200 |
|
斩刀箱电机型号 |
Y905-0.75 |
|
锡林(mm) |
Φ520 |
|
道夫(mm) |
Φ273 |
|
开毛辊(mm) |
Φ219 |
|
工作辊(mm) |
Φ159 |
|
剥毛辊(mm) |
Φ89 |
|
机器尺寸(m)<长×宽×高> |
2.6*2.45*2.2 |
|
整机重量(kg) |
1500左右 |
本机可对各种化纤,毛线等原料等开松梳理,是生产毛线被,丝绵被的最佳机械,可 一次性加工成被胎,装入被套即可绗缝。
其中对各类化纤原料的加工效果最佳,比如毛线,丝棉,是生产毛线被,丝绵被的最佳机械。
精细弹花机的结构:
精细弹花机(大型弹花机)主要由墙架、进料帘、进料罗拉、刺辊、锡林、工作辊、转移辊、道夫、剥棉罗拉机或斩刀剥棉机构、除尘刀、尘斗和卷棉筒、配电柜及安全护罩等组成。刺辊、道夫、锡林、工作辊、转移辊、是校过动平衡的;刺辊的刺条与槽是紧配合,锡林、工作辊、转移辊和道夫的两侧有边条紧靠,它们的两端用焊锡焊牢不会脱落,运转安全、可靠。
精细弹花机的工作程序:
将加工的纤维清理干净,去除其中的金属、硬杂等物,均匀地(不可过厚)铺在自动进料帘上,可实现自动进料;帘子将纤维送到罗拉口,由罗拉将纤维挤紧送到刺辊前,纤维即被刺辊钩拉着松开。其中杂质受刺辊离心力的作用,将沿刺辊的切线方向抛出。纤维通过锡林、工作辊、转移辊多次反复转移、梳理、混合均匀,再由道夫经剥棉机构剥离后输出一层一像纸一样薄的纤维;用细竹杆理上卷棉筒即可实现自动卷棉。成形棉卷在运转的卷棉筒上用双手一拉(或竹杆一卷剥或用剪刀剪断)即可随卷棉筒输出(160型机无需抖动,出棉宽度可控制),输出的棉卷放在铺棉板上轻轻的抖一抖,就能达到我们需要的长度和宽度。
精细弹花机的特点:
作为集合多款弹花机和梳棉机优点于一身的精细弹花机(大型弹花机)。它具有:一次成型,开松梳理棉花,耗电低,占地小等特点。精细弹花机梳理成型的棉被柔软,疏松,贴身等特点。在市场上此类棉被的档次高,竞争力强。
梳理机的维护和保养:
本机器转速高、工作量大,为了使机器正常运转,延长使用寿命,必须按如下要求润滑和维护:
1、刺辊轴承和风机轴承:每月加注一次3#或4#合成钙基润滑脂(ZG-3H或ZG-4H),注入量为滚动轴承滚道空间的四分之一。
2、吃花杆方布司:每班加注机油两次。
3、滑动轴承及张紧链轮:每天加注HJ5机械油数滴。
4、减速机加油适量,以手转动时大齿轮带上机油为佳,每半年清选一次并换油,且经常打开小顶盖检查箱内的存油量。
5、链条每班滴油数滴,保持有油膜。
6、新弹花机第一次使用时,必须先润滑每一部位;久置后重新使用,必须清洗耳恭听减速机并换油。
吸尘弹花机常见故障现象与处理办法
一、出棉不成片或棉片有结块
产生原因: 1、排杂板和刺辊间堵花;2、尘笼盖板内部不光滑有夹花; 3、喂棉不均匀
处理办法: 1、用细竹杆或细树枝掏出;2、停机、拆卸盖板并用砂纸打磨;3、注意喂棉厚度和速度。
二、棉花两端不整齐
产生原因: 1、尘笼盖板内部的弧形橡皮距尘笼太远或太近
2、弧形橡皮和压棉辊之间折叠不严或折叠不正确
处理办法:1、停机后检查或另装; 2、停机检查、重新捭叠(z弧形橡皮的上端向内弯曲)。
三、排杂板挂花
产生的原因:1.排杂板风口处不光滑或生锈;2.刺辊下方的弧形风板偏低,未进排杂板内; 3.棉花潮湿。
处理方法: 1.拆卸后用砂纸打磨;2.停车调整风板与排杂板的高度,让小风板的气流顺其排杂板进入;3.需要日晒。
四、上下吃花杆齿合处向人怀中喷风吐棉
产生的原因:1.喂棉厚薄、分布不匀; 2.局部有结块疙瘩棉花喂入;
3.上下方布司之间有油泥和棉花堆积
处理方法 :1.保持喂棉厚薄均匀,左右全面分布;2.用木棒鞭打棉花和手工开松棉花,防止和杜绝大棉块喂入; 3.用铁丝勾掏出或拆卸上吃花杆后清除 。
五、吃花杆两端缠花
产生原因:1、压在吃花杆上的橡皮封闭不严,两端部位的橡皮与吃花杆之间有间隙
解决办法:用铁丝勾将棉花勾除,严重时可在两端利用压橡皮的小螺母加设小铁皮压块将橡皮和吃花杆压紧、消除间隙。(未完待续···)
六、出花质量不好
产生原因:1、刺辊与吃花杆间隙太大;2、吃花杆两端的弹簧无压力,未将上吃花杆压紧;3、排杂板风口过大;4、排杂板风口处堵花;5、原料品级不好。
解决办法:1、按安装与调试方法调整间隙;2、吃花杆顶盖螺栓往下旋,调紧弹簧压力,但不可将弹簧升降幅度调得太死;3、调节排杂板高度,将风口适当调上;4、用细竹杆将棉花拨开。
七、吃花杆与刺辊四周绕花
产生原因:1.吃花杆与刺辊的间隙太大; 2.上下吃花杆之间至机架平面的高度与刺辊轴承座的中心高度不一致。
解决办法:1.按安装与调试方法调整间隙; 2.松开吃花杆座的底板螺栓,用增 垫和去垫的办法调整两吃花杆的中心高度然后再拧紧螺栓。
八、成卷时棉片断裂或棉卷松弛
产生原因:1、竹帘和尘笼不同步运行,其中一件打滑想象严重
解决办法:1检查打滑原因。排除打滑现象。
九、机器振动有嗡嗡声
产生原因:1.刺辊轴承或锁套损坏;2.刺辊轴承座螺栓松动;3.刺辊内的平衡块移动、手转动有响声; 4.风机轴或轴承损坏; 5.风机叶轮或叶片有裂痕。
处理方法:1.更换轴承或锁套;2.拧紧轴承座螺栓;3.送厂家修理;4.更换轴或轴承;5.送厂家修理或更换。
十、链条跳齿
产生原因:1、链条太松。
处理方法:1、将链条适当调紧。
注明:不包含运费与上门维修费







