



厂商 :河北盛鼎机械有限公司
河北 沧州市- 主营产品:
- 大型铸铁床身
- 大型铸铁平台
- 大理石平台
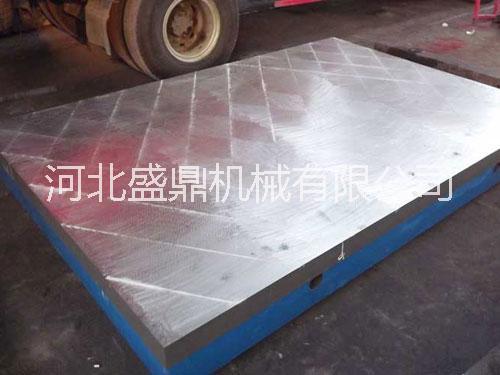
研磨平板(研磨平台)是一种为了能够保证工件精度和表面光洁度而利用涂敷或压嵌在研磨平板上的磨料颗粒,通过研磨平板与工件在一定压力下的相对运动对加工表面进行的精整加工而衍生的一种铸铁平板。铸铁研磨平板基地
{kind=link}
研磨平板在研磨加工中有一种嵌有金刚砂磨料的平板上进行磨砂的形式,在这种形式中研具是必不可少的主要工具,该研具称为嵌砂研磨平板.研磨平板具有组织均匀,结构致密,无砂眼气孔,疏松等缺陷.上砂容易,砂粒分布均匀丰富,砂粒嵌入牢固切削性能强.表面光洁,油亮,呈天蓝色,耐磨性好。
研磨平台特性: 1.操作简单,上砂快,嵌砂量足,使用后仍十分容易上同类型砂,经过打磨后,光洁度显著提高. 2.容易得到量块所需的较高光洁度和研合性,工件镜面青亮.
别名:研磨平板 研磨平台 铸铁研磨刮研平板 刮研平板 研磨刮研平台 铸铁刮研平板 铸铁刮研平台
用途:量具的制造、修理, 制件研磨,高精度机械零件制作,光学仪器的加工。
规格:100*200. 200*200. 250*250. 300*300. 400*400
①100mm×200mm-------------400mm×400mm(本规格适用于研磨压砂平板)精度为0级、1级、2级。
②400mm×600mm-------------1500mm×2500mm(本规格适用于人工刮研平板)精度为1级、2级、3级。
③1500mm×3000mm----------2000mm×3000mm(本规格适用于人工刮研平板)精度为2级、3级、精刨。
④2000mm×4000mm----------3000mm×10000mm/4000mm×8000mm精度为3级和精刨。
|
规格(长×宽)mm |
精度等级 |
||
|
1级 |
2级 |
3级 |
|
|
平面度公差(um) |
|||
|
200×200 |
10 |
20 |
50 |
|
300×200 |
12 |
24 |
60 |
|
300×300 |
12 |
24 |
60 |
|
300×400 |
12 |
24 |
60 |
|
400×400 |
12 |
24 |
60 |
|
400×600 |
14 |
28 |
70 |
|
500×500 |
14 |
28 |
70 |
|
500×600 |
14 |
28 |
70 |
|
500×800 |
16 |
32 |
80 |
|
600×800 |
16 |
32 |
80 |
|
600×900 |
16 |
32 |
80 |
|
1000×750 |
18 |
36 |
90 |
|
1000×1000 |
20 |
39 |
96 |
|
1000×1200 |
20 |
40 |
100 |
|
1000×1500 |
24 |
48 |
120 |
|
1000×2000 |
26 |
52 |
130 |
|
1500×2000 |
28 |
56 |
140 |
|
1500×2500 |
32 |
64 |
152 |
|
1500×3000 |
70 |
174 |
|
|
2000×3000 |
74 |
184 |
|
|
2000×4000 |
219 |
||
|
2500×3000 |
186 |
||
|
2000×4500 |
237 |
||
|
2000×5000 |
255 |
||
|
2000×6000 |
292 |
||
|
3000×6000 |
308 |
量块修理所用的压研磨平板通常采用三板法研磨而成。三板法即用三块规格相同的研磨平板,按固有的顺序进行互研。其顺序是,两块上平板分别与一块下平板互研,得到两块凸心平板、一块凹心平板。再用两块凸心平板互研,则两块平板变平。然后再用凹心平板与平的平板互研,则凹心平板变平。
平板的研磨方法一般有两种:一种是三板互研法,这种方法压砂的结果是,三块平板平面度都很好,三块平板的压砂效果基本一样,并且三块平板都可以使用,不经常压砂,但对修理技术要求较高,所谓三板互研法是指三块平板互相之间依次互研,并且每块平板只能当下板两遍,实际共研磨6遍。
另一种方法是两块板互研法,也叫子母板压法。这种方法是只用两块平板一上一下互研,用这种方法压砂结果是,两块平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板。缺点是下板的凸起程度不易控制,只能用一块平板。每次压砂时需要研磨3至4遍才可以完成。每遍6分钟左右。两种方法相比较,通常还是选择前者。
用研磨工具和研磨剂将工件表面上磨去一层微量金属,使工件表面达到精确的尺寸、准确的几何形状和极细的表面粗糙度,这种精密加工方法称为研磨。
研具的表面硬度应稍低于被研零件,这样,在研磨中可使研磨剂中的微小磨粒容易嵌入研具表面,来对工件表面进行微量切削。反之,磨粒会嵌入零件表面,研磨时会造成对研具进行切削。但研具也不可过软。否则,磨粒会全部嵌进研具而失去研磨作用。研具材料的组织结构应细密均匀,有较好的耐磨性,以保证被研零件获得较高的尺寸、形状精度和较细的表面粗糙度。研具常用的材料有灰铸铁、球墨铸铁,还可采用软钢、铜、巴氏合金和铅,后两种主要用于抛光铜合金制成的精密轴瓦或研磨软质零件。
研磨剂由磨料和研磨液调和而成。
磨料粒度按颗粒尺寸分为41个号,其中磨粉类从4#?240#共27种,粒度号数越大,磨料越细;微粉类从W63?W0.5共14种,号数越大,则磨料越粗。在研磨时应根据工件要求的精度和表面粗糙度来选用。
研磨液在加工中起到调和磨料、冷却和润滑作用,常用煤油、汽油、N15号或N32号机油、工业用甘油、透平油以及熟猪油等。此外,根据需要在研磨液中再加入适量的石蜡、蜂蜡等填料和粘性较大而氧化作用较强的油酸、脂肪酸、硬脂酸等,效果更好。
在研磨加工中有一种嵌有金刚砂磨料的平板上进行磨砂的形式,在这种形式中研具是必不可少的主要工具,该研具称为嵌砂研磨平板。研磨平板具有组织均匀,结构致密,无砂眼气孔,疏松等缺陷.上砂容易,砂粒分布均匀丰富,砂粒嵌入牢固切削性能强.表面光洁,油亮, 呈天蓝色,耐磨性好。
一种是三板互研法,所谓三板互研法是指三块平板相互之间依次互研,并且每块铸铁平板做下板两遍,实际共研磨6遍。 用这种方法研磨压砂的结果是,三块平板的平面度都很好,三块平板的压砂效果基本相同,三块平板都可以使用,不用经常压砂。
另一种方法是两块板互研法,也叫子母板压法,这种方法是只用两块铸铁平板一上一下互研。
用这种方法研磨压砂结果是,两块平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板这一块平板。
因此目前的研磨平板和压砂平板的研磨压砂工艺中多采用三板互研法。
获得合格的研磨铸铁平板的方法
铸铁平板是量块修理中必不可少的手工研磨工具,一般选用灰口球墨铸铁材质(HT200),硬度为中等HB180左右,表面细密,不允许有气孔和沙眼,并经回火处理,硬度均匀,金相组织一致。铸铁平板无论新旧,需经常修平,保持正确的平面,经保证修理量块的平面度符合要求;同时还应进行及时正确的压砂,保持其良好的切削力和精度,以保证所修量块表面具有很好的平面度和光洁度。
铸铁平板表面的修平采用"三块对研法"。其方法是:修磨之前用刀口尺粗略地检验各铸铁平板的平面度,区分出凹凸大小的不同情况。先在三块铸铁平板上分别作上记号,以防修磨时搞错。然后取二块差大一些的铸铁平板加粗砂互相对研(粗砂的可选型号有:W20、W14、W10、W7、W5、W2.5),互研的顺序一般为2/1、3/1、3/2、1/2、1/3、2/3,。
在上述操作过程中,要求每次研磨的时间相等,来回转4圈后取下铸铁平板,擦去乌黑油腻,检查铸铁平板的平面度和精度,当平面精度误差很小时,洗去粗砂,加细砂对研,直至达到△12级以上平面要求。由于同种材料,加砂对研时,二块铸铁平板的表面同时磨损,凹凸相吻合;再换上第三块与其一中块对研时,又消除了各自的缺陷。三块轮换对研,凹凸越磨越小。如此三块相互轮换,上下交替,多次研磨,逐渐达到平面精度要求。经研磨修平的铸铁平板须检定平面度,一般使用0级刀口尺用透光法检定。检查前把铸铁平板擦干净,不使刀口尺的刃与铸铁平板有吸附现象,仔细检查铸铁平板表面有无透光超差。修理量块用的铸铁平板表面需稍凸一些,一般每平方米不超过+0.003mm。如果不是凸面,使用前可用60瓦白炽灯泡作一个四方框把铸铁平板放在上面加热,方可获得铸铁平板表面稍凸的效果。
对于研磨修平的铸铁平板,需要进行压砂。压砂的目的是将砂粒牢固地嵌入铸铁平板表面,使铸铁平板具备一定的切削能力。铸铁平板压砂的研磨方法与铸铁平板修平相同,即采用"三块对研法"。应具备的材料和工具主要有:航空汽油、煤油、硬脂、金钢砂。压砂磨料的配比一般为汽油l00~l20毫升、金钢砂20克、硬脂2克。压砂前,将研磨平板清洗干净。预先配制好金钢砂磨料剂,静放8小时以上。使用时,将磨料剂摇匀,均匀地摊在铸铁平板上,待表面汽油蒸发后,再把煤油滴在铸铁平板表面。用"三块对研法"进行8字形摆动研磨,使磨料均匀地分布并压入整个铸铁平板表面。待磨料中的汽油接近全干时,平板相互吸附,引力很大,此时正是压入砂粒最多而最牢固的时候,去下上铸铁平板,用脱脂棉擦干铸铁平板表面。压砂后的铸铁平板,就是磨削量块的切削工具。选择最平的一块,经天然油石稍加打磨后,作量块修理中最后的抛光收尾用,其余两块作粗磨用。铸铁平板压砂后,检验的方法是:用一块废量块在铸铁平板表面轻磨几下,若切削力大,手感有阻力,并有沙沙声,铸铁平板上即留下一道白色金属切削层,试块上亦被均匀地磨去一层,留下清晰均匀的砂粒切削痕迹。这样就获得了一块合格的铸铁研磨平板、压砂平板。
研磨的定义和加工原理
利用涂敷或压嵌在研具上的磨料颗粒,通过研具与工件在一定压力下的相对运动对加工表面进行的精整加工(如切削加工)。研磨可用于加工各种金属和非金属材料,加工的表面形状有平面,内、外圆柱面和圆锥面,凸、凹球面,螺纹,齿面及其他型面。加工精度可达IT5~01,表面粗糙度可达Ra0.63~0.01微米。
研磨是个十分复杂的过程,所以至今尚未形成一种能说明一切有关研磨现象的统一理论,经过长期的观察和研究,目前,主要有三种:
机械磨削理论:认为氧化铈颗粒切削同CG、金刚石颗粒切削相似。 化学作用理论:玻璃凸凹层的突出峰部靠水解去除。 热表面流动理论:摩擦热引起热熔化流动,致使表面平滑。
以上三种理论在不同程度上都有一定的正确性,基于三者的综合作用,现又提出第四种看法,即研磨是机械、化学和物理三种作用的错综复杂的过程。
磨屑形成原理:磨粒在磨具上排列的间距和高低都是随机分布的,磨粒是一个多面体,其每个棱角都可看作是一个切削刃,顶尖角大致为90°~120°,尖端是半径为几微米至几十微米的圆弧。经精细修整的磨具其磨粒表面会形成一些微小的切削刃,称为微刃。磨粒在磨削时有较大的负前角,其平均值为-60°左右。磨粒的切削过程可分3个阶段。
-
 打孔攻丝机平台 带抽屉攻丝机平台 移动攻丝机平台 移动工作台 攻丝机平台
打孔攻丝机平台 带抽屉攻丝机平台 移动攻丝机平台 移动工作台 攻丝机平台
-
 带抽屉攻丝机平台 移动攻丝机平台 打孔攻丝机平台 移动工作台 攻丝机平台
带抽屉攻丝机平台 移动攻丝机平台 打孔攻丝机平台 移动工作台 攻丝机平台
-
 攻丝机平台 打孔攻丝机平台 带抽屉攻丝机平台 移动攻丝机平台 移动工作台
攻丝机平台 打孔攻丝机平台 带抽屉攻丝机平台 移动攻丝机平台 移动工作台
-
 球磨床身 大型球磨床身 球磨机床床身铸件厂 球墨铸件
球磨床身 大型球磨床身 球磨机床床身铸件厂 球墨铸件
-
 铸钢件 灰铁铸铁平台 t型槽铸铁平台平板 工业铸铁平台 铸铁t型平台
铸钢件 灰铁铸铁平台 t型槽铸铁平台平板 工业铸铁平台 铸铁t型平台
-
 大型铸铁平台 铆焊铸铁平台 二手铸铁平台 优质铸铁平台 铸铁平台采购
大型铸铁平台 铆焊铸铁平台 二手铸铁平台 优质铸铁平台 铸铁平台采购
-
 重型铸铁平台 铸铁圆形平板 圆形平台 铸铁平台 铸铁平台厂家 二手铸铁平台
重型铸铁平台 铸铁圆形平板 圆形平台 铸铁平台 铸铁平台厂家 二手铸铁平台
-
 铸铁检验平台 铸铁校验平台 测试铸铁平台 铸铁检验平台标准 铸铁钳工平台
铸铁检验平台 铸铁校验平台 测试铸铁平台 铸铁检验平台标准 铸铁钳工平台
-
 三维柔性焊接平台 三维柔性组合夹具 三维柔性焊接平板
三维柔性焊接平台 三维柔性组合夹具 三维柔性焊接平板
-
 河北铸铁铆焊平台厂家热线 铆焊平台 铸铁铆焊平板厂家订购及维修
河北铸铁铆焊平台厂家热线 铆焊平台 铸铁铆焊平板厂家订购及维修