



厂商 :惠州市德力焊接设备有限公司
广东 广州- 主营产品:
- 点焊机
- 滚焊机
- 缝焊机
联系电话 :13710475065
商品详细描述
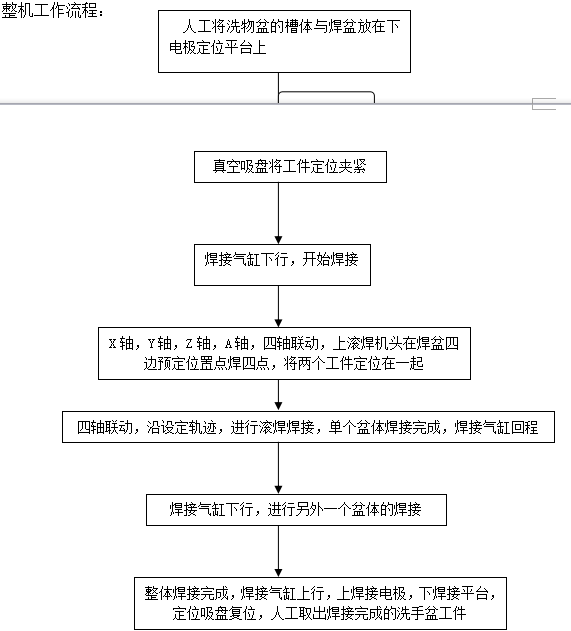
1.设备简介及主要原理根据洗手盆平台与焊盆之间的焊缝为同一平面上的曲线的特点,采用四个伺服电机,四轴联动,集中控制,进行焊接。焊接时首先利用焊接平台上的真空吸盘将工件固定,依照各部件特征边进行定位,再利用电阻滚焊机的焊接原理配合CNC数控系统,伺服马达驱动“下焊接平台沿着X线性轴左右移动,上焊接臂沿着Y线性轴前后移动,焊接机头沿着Z线性轴上下移动,上焊接电极滚轮沿着A旋转轴360度自由旋转”,4轴联动,按照程序实现全自动化焊接。X线性轴:用于将工件及平台左右方向来回往复移动;Y线性轴:用于将上焊接臂前后方向来回往复移动;Z线性轴:用于将上焊接机头上下方向移动;A旋转轴,用于将上焊接电极滚轮360度自由旋转。 2.设备多角度照片及运行录像2.1设备多角度照片  2.2设备运行录像具体见如下链接内录像:www.tudou.com www.youtube.com 3.设备主要优势及特点3.1设备不受焊盆台面长度限制;3.2数控CNC智能化控制,焊缝牢固,焊接一致性好,产品美观;3.3有自动数据采样,自动校准功能,利用采样数据的反馈,自动确定需要焊接的盆子形状及焊接轨迹。不同形状,不同尺寸的盆子,焊接电极臂进行自动数据采集和定位,反馈给数控系统,然后数控系统对焊接电极臂发出指令,按照该盆子的形状进行批量焊接。3.4平板式下电极结构使得焊接后外观面的焊接痕迹小,大大节省了后续处理的时间和费用,更重要的一点,避免旋转轴瓦转动造成导电不均匀的现象。3.5设计使用年限:15年以上; 4.设备主要构成及主要参数:该设备主要由以下几个主要部分组成:4.1主体机架结构:矩形钢管和钢板的焊接结构,强度高,经消除应力退火处理,可长期使用,结构稳定,除操作面外其余各面均采用固定封板或者活动封板进行封闭,4.3 焊接气缸:台湾AirTAC公司为德力集团订做的专用焊接气缸,知名品牌,原装进口密封圈,结构紧凑,随动性好。4.3 气动元件:采用目前世界上知名品牌NORGREN电磁阀及AirTAC公司的优质气动元件,性能稳定可靠。 4.5 焊接电极臂及焊接活动电极:活动的焊接回路采用软铜带连接,采用高强度不锈钢拖链,保证软连接长期稳定使用,旋转电极采用银瓦结构,确保导电的可靠性。4.5.1上电极旋转机构:伺服电机+精密行星齿轮减速机+精密直线导轨轴承组成,旋转精度高,效率高,上电极焊接轮可以连续进行360度自由旋转,以保证焊接缝从直线焊缝到圆弧焊缝的连续焊接直至一个盆体焊接完成才提升上电极进入下一条焊缝的循环。4.5.2下电极采用铬锆铜平板式的电极设计结构:由近似工件焊缝尺寸的电极框架式底板+适应不同工件的定位夹具组成,电极底板装在X轴移动的活动平台上,移动机构配置同上电极Y方向移动机构类似;为保证长时间的快速焊接,下电极座通水冷却。4.6 焊接工装夹具:不锈钢盆体和不锈钢平台均采用真空吸盘进行固定,其中各部位和组成部分的定位均采用特征边进行定位,每一种工件配备不同的定位工装及真空吸盘系统,此系统可以快速和活动平台上的主结构进行连接转换。4.7焊接变压器4.7.1变压器功率:200KVA,最大短路电流:40KA,次级电压:13.5V;4.7.2变压器采用高导磁的非晶材料,并用环氧树脂真空浇铸而成;4.7.3次级绕组通水冷却,保证焊接变压器不因长时间工作而温度升高,延长变压器使用寿命;4.8焊接控制器:4.8.1美国原装焊接技术,控制精度高。4.8.2自动电流补偿(ACC)功能:即恒电流控制,控制器通过对焊接电流的采样信号与设定值比较,自动改变触发移相角以达到维持焊接电流恒定的目的。4.8.2电流显示功能:可直接显示焊接变压器初级电流值。4.8.3可储存多条焊接规范供用户调用。4.8.4故障诊断和自动保护功能:在工作过程中,控制器如检测到情况异常,会自动关闭输出并友情提示。4.8.5计数功能:具有计数功能,可以对焊接次数进行统计,使用此功能,可方便地了解工作效率。 4.8.6本控制器采用单片机作为主控单元,电路非常简洁、高度集成化,更便于维护和保养。 4.9 CNC数控系统:采用日本三菱PLC,欧姆龙的触摸屏,开关等其他元件均采用进口或者国产优质元件,焊机上可以预先设定焊接各种工件的程序和参数,程序和参数可以备份存储多达数十套,员工操作时点击屏幕选择调取相关程序即可,后续还可以根据需要输入增加新程序和参数。 5.设备主要元件及品牌5.1工控机: 三菱5.2 伺服电机: 台湾“台达”5.3 直线导轨: 台湾“ABBA”5.4 滚珠丝杠: 台湾“HIWIN”5.5 气动元件: AirTAC5.6 电磁阀: NORGREN5.7 其它主要元件: 国内知名品牌 6.设备主要技术参数6.1 设备型号:FNS-200KVA;6.2 输入电压:220VAC/380VAC/415VAC/440VAC/480VAC, 50HZ/60HZ,3相;(可按照客户要求定做)6.3 额定输入电源功率:200KVA;6.4 额定占载率:50%;6.5 最大输出焊接电流:40,000.Amp.6.6整机绝缘系数:输入电源相对机身的绝缘电阻≥2.5MΩ;6.7 焊接变压器绝缘等级:H级;6.8 焊接上电极轮直径:80-150mm;电极轮厚度:3-5mm;(根据焊盆尺寸,及两盆间距大小决定)6.9 电极轮焊接速度:1500-4500mm/分钟;6.10 X轴线性移动范围:一般700-3500mm;(根据焊盆的最大总长度进行特殊设计)Y轴线性移动范围:一般350-700mm;(根据焊盆的最大宽度进行特殊设计)Z轴线性移动范围:一般300-600mm;(根据焊盆的最大高度进行特殊设计)A轴旋转自由度范围:360°; 7.设备运行条件及生产动力需求7.1电源:380V±10% AC Φ3/50HZ7.2功率: 200KVA7.3气源压力:0.6-0.8Mpa7.4冷却水源:流量40L/Min, 压力:0.15Mpa-0.25Mpa(纯净水).7.5相对湿度:≤90%7.5工作环境温度:0℃~40℃ 8.设备表面涂装及颜色:灰色底漆,蓝色及黄色面漆,透明亮油表明处理。 9.生产纲领:9.1需要生产工人:1个
2.2设备运行录像具体见如下链接内录像:www.tudou.com www.youtube.com 3.设备主要优势及特点3.1设备不受焊盆台面长度限制;3.2数控CNC智能化控制,焊缝牢固,焊接一致性好,产品美观;3.3有自动数据采样,自动校准功能,利用采样数据的反馈,自动确定需要焊接的盆子形状及焊接轨迹。不同形状,不同尺寸的盆子,焊接电极臂进行自动数据采集和定位,反馈给数控系统,然后数控系统对焊接电极臂发出指令,按照该盆子的形状进行批量焊接。3.4平板式下电极结构使得焊接后外观面的焊接痕迹小,大大节省了后续处理的时间和费用,更重要的一点,避免旋转轴瓦转动造成导电不均匀的现象。3.5设计使用年限:15年以上; 4.设备主要构成及主要参数:该设备主要由以下几个主要部分组成:4.1主体机架结构:矩形钢管和钢板的焊接结构,强度高,经消除应力退火处理,可长期使用,结构稳定,除操作面外其余各面均采用固定封板或者活动封板进行封闭,4.3 焊接气缸:台湾AirTAC公司为德力集团订做的专用焊接气缸,知名品牌,原装进口密封圈,结构紧凑,随动性好。4.3 气动元件:采用目前世界上知名品牌NORGREN电磁阀及AirTAC公司的优质气动元件,性能稳定可靠。 4.5 焊接电极臂及焊接活动电极:活动的焊接回路采用软铜带连接,采用高强度不锈钢拖链,保证软连接长期稳定使用,旋转电极采用银瓦结构,确保导电的可靠性。4.5.1上电极旋转机构:伺服电机+精密行星齿轮减速机+精密直线导轨轴承组成,旋转精度高,效率高,上电极焊接轮可以连续进行360度自由旋转,以保证焊接缝从直线焊缝到圆弧焊缝的连续焊接直至一个盆体焊接完成才提升上电极进入下一条焊缝的循环。4.5.2下电极采用铬锆铜平板式的电极设计结构:由近似工件焊缝尺寸的电极框架式底板+适应不同工件的定位夹具组成,电极底板装在X轴移动的活动平台上,移动机构配置同上电极Y方向移动机构类似;为保证长时间的快速焊接,下电极座通水冷却。4.6 焊接工装夹具:不锈钢盆体和不锈钢平台均采用真空吸盘进行固定,其中各部位和组成部分的定位均采用特征边进行定位,每一种工件配备不同的定位工装及真空吸盘系统,此系统可以快速和活动平台上的主结构进行连接转换。4.7焊接变压器4.7.1变压器功率:200KVA,最大短路电流:40KA,次级电压:13.5V;4.7.2变压器采用高导磁的非晶材料,并用环氧树脂真空浇铸而成;4.7.3次级绕组通水冷却,保证焊接变压器不因长时间工作而温度升高,延长变压器使用寿命;4.8焊接控制器:4.8.1美国原装焊接技术,控制精度高。4.8.2自动电流补偿(ACC)功能:即恒电流控制,控制器通过对焊接电流的采样信号与设定值比较,自动改变触发移相角以达到维持焊接电流恒定的目的。4.8.2电流显示功能:可直接显示焊接变压器初级电流值。4.8.3可储存多条焊接规范供用户调用。4.8.4故障诊断和自动保护功能:在工作过程中,控制器如检测到情况异常,会自动关闭输出并友情提示。4.8.5计数功能:具有计数功能,可以对焊接次数进行统计,使用此功能,可方便地了解工作效率。 4.8.6本控制器采用单片机作为主控单元,电路非常简洁、高度集成化,更便于维护和保养。 4.9 CNC数控系统:采用日本三菱PLC,欧姆龙的触摸屏,开关等其他元件均采用进口或者国产优质元件,焊机上可以预先设定焊接各种工件的程序和参数,程序和参数可以备份存储多达数十套,员工操作时点击屏幕选择调取相关程序即可,后续还可以根据需要输入增加新程序和参数。 5.设备主要元件及品牌5.1工控机: 三菱5.2 伺服电机: 台湾“台达”5.3 直线导轨: 台湾“ABBA”5.4 滚珠丝杠: 台湾“HIWIN”5.5 气动元件: AirTAC5.6 电磁阀: NORGREN5.7 其它主要元件: 国内知名品牌 6.设备主要技术参数6.1 设备型号:FNS-200KVA;6.2 输入电压:220VAC/380VAC/415VAC/440VAC/480VAC, 50HZ/60HZ,3相;(可按照客户要求定做)6.3 额定输入电源功率:200KVA;6.4 额定占载率:50%;6.5 最大输出焊接电流:40,000.Amp.6.6整机绝缘系数:输入电源相对机身的绝缘电阻≥2.5MΩ;6.7 焊接变压器绝缘等级:H级;6.8 焊接上电极轮直径:80-150mm;电极轮厚度:3-5mm;(根据焊盆尺寸,及两盆间距大小决定)6.9 电极轮焊接速度:1500-4500mm/分钟;6.10 X轴线性移动范围:一般700-3500mm;(根据焊盆的最大总长度进行特殊设计)Y轴线性移动范围:一般350-700mm;(根据焊盆的最大宽度进行特殊设计)Z轴线性移动范围:一般300-600mm;(根据焊盆的最大高度进行特殊设计)A轴旋转自由度范围:360°; 7.设备运行条件及生产动力需求7.1电源:380V±10% AC Φ3/50HZ7.2功率: 200KVA7.3气源压力:0.6-0.8Mpa7.4冷却水源:流量40L/Min, 压力:0.15Mpa-0.25Mpa(纯净水).7.5相对湿度:≤90%7.5工作环境温度:0℃~40℃ 8.设备表面涂装及颜色:灰色底漆,蓝色及黄色面漆,透明亮油表明处理。 9.生产纲领:9.1需要生产工人:1个 9.2整机工作流程:
9.2整机工作流程:
 9.3生产节拍及步骤:各生产步骤所需时间
9.3生产节拍及步骤:各生产步骤所需时间
工序人工装料定位夹紧1次启动1次焊接气缸下行点焊定位焊接1个盆体松开夹紧,人工取工件1次时间(S)6S2S6S40S6S
焊接一个焊盆所需时间大概为:60S.(盆子大小不同,焊接时间略有差异。) 10.文件资料10.1 设备供方将提供1套与设备对应的,完整的中文或者英文的技术资料。10.2 所有文件资料皆采用国际单位制。10.3 文件资料包含内容如下:10.3.1 设备使用说明书 1套,具体包括:①设备的基础图,底座图及安装要求;②设备机械部分的简图及相关技术说明;③设备气压系统图纸,润滑系统图纸及技术说明;④设备电气原理图,接线图,元件清单;⑤伺服系统,PLC手册,安装调试注意事项,维护保养与故障诊断维修技术手册。10.3.2 装箱单及交货清单 1套。10.3.3 品质保证书与售后服务卡 1套 11.安装调试及验收11.1如果客户需要,在需方配合的情况下,供方可派人到需方工厂负责安装调试;11.1.设备完成后,需方提供测试样品,首先在供方工厂进行预验收,合格后发货到需方工厂;在需方工厂安装调试完成后,再进行最后验收。 12.设备操作使用培训12.1 设备完成后,供方负责培训需方有关技术人员,按照客户的要求,可在供方工厂进行培训,也可在需方工厂上门培训。12.2 培训教程内容包括设备的操作安全与调试,机械,气动与电气系统的原理,及使用过程中注意事项,设备的维护与保养,故障的诊断与简单维修。 13.保修期及售后服务13.1保修期:客户收到设备,验收合格之日起12个月。13.2 售后服务:保修期内,如果设备本身出现质量问题,免费维修;如果因为使用和操作不当,造成设备损坏,仅收取相关零件的材料费,人工费及差旅费。13.3设备出现故障时,本公司收到客户电话或者邮件后,将在3小时内提出反馈意见,国内客户可在24小时内,国外客户可在3天内,派人到生产现场及时处理问题,确保我公司生产的焊接设备正常生产。 14.包装及运输14.1包装:	14.1.1内部用塑料薄膜缠裹,防潮防锈。14.1.2外部用金属槽钢与角铁焊接成包装主架,外表钉封人造夹板,无须熏蒸,符合国际环保要求,满足国内与国际安全运输需要。14.2 运输:国内汽车运输,国际海运。可由供方安排运输,也可以由需方自行安排运输。 15.交货周期:签订合同与收到预付款后,40个工作日内完成设备制造。 16.设备报价及付款条款16.1设备总净价:人民币346,000./台16.2预付订金40%,验收合格后,发货前付清余款60%.
包含产品名称) 2.2设备运行录像具体见如下链接内录像:www.tudou.com www.youtube.com 3.设备主要优势及特点3.1设备不受焊盆台面长度限制;3.2数控CNC智能化控制,焊缝牢固,焊接一致性好,产品美观;3.3有自动数据采样,自动校准功能,利用采样数据的反馈,自动确定需要焊接的盆子形状及焊接轨迹。不同形状,不同尺寸的盆子,焊接电极臂进行自动数据采集和定位,反馈给数控系统,然后数控系统对焊接电极臂发出指令,按照该盆子的形状进行批量焊接。3.4平板式下电极结构使得焊接后外观面的焊接痕迹小,大大节省了后续处理的时间和费用,更重要的一点,避免旋转轴瓦转动造成导电不均匀的现象。3.5设计使用年限:15年以上; 4.设备主要构成及主要参数:该设备主要由以下几个主要部分组成:4.1主体机架结构:矩形钢管和钢板的焊接结构,强度高,经消除应力退火处理,可长期使用,结构稳定,除操作面外其余各面均采用固定封板或者活动封板进行封闭,4.3 焊接气缸:台湾AirTAC公司为德力集团订做的专用焊接气缸,知名品牌,原装进口密封圈,结构紧凑,随动性好。4.3 气动元件:采用目前世界上知名品牌NORGREN电磁阀及AirTAC公司的优质气动元件,性能稳定可靠。 4.5 焊接电极臂及焊接活动电极:活动的焊接回路采用软铜带连接,采用高强度不锈钢拖链,保证软连接长期稳定使用,旋转电极采用银瓦结构,确保导电的可靠性。4.5.1上电极旋转机构:伺服电机+精密行星齿轮减速机+精密直线导轨轴承组成,旋转精度高,效率高,上电极焊接轮可以连续进行360度自由旋转,以保证焊接缝从直线焊缝到圆弧焊缝的连续焊接直至一个盆体焊接完成才提升上电极进入下一条焊缝的循环。4.5.2下电极采用铬锆铜平板式的电极设计结构:由近似工件焊缝尺寸的电极框架式底板+适应不同工件的定位夹具组成,电极底板装在X轴移动的活动平台上,移动机构配置同上电极Y方向移动机构类似;为保证长时间的快速焊接,下电极座通水冷却。4.6 焊接工装夹具:不锈钢盆体和不锈钢平台均采用真空吸盘进行固定,其中各部位和组成部分的定位均采用特征边进行定位,每一种工件配备不同的定位工装及真空吸盘系统,此系统可以快速和活动平台上的主结构进行连接转换。4.7焊接变压器4.7.1变压器功率:200KVA,最大短路电流:40KA,次级电压:13.5V;4.7.2变压器采用高导磁的非晶材料,并用环氧树脂真空浇铸而成;4.7.3次级绕组通水冷却,保证焊接变压器不因长时间工作而温度升高,延长变压器使用寿命;4.8焊接控制器:4.8.1美国原装焊接技术,控制精度高。4.8.2自动电流补偿(ACC)功能:即恒电流控制,控制器通过对焊接电流的采样信号与设定值比较,自动改变触发移相角以达到维持焊接电流恒定的目的。4.8.2电流显示功能:可直接显示焊接变压器初级电流值。4.8.3可储存多条焊接规范供用户调用。4.8.4故障诊断和自动保护功能:在工作过程中,控制器如检测到情况异常,会自动关闭输出并友情提示。4.8.5计数功能:具有计数功能,可以对焊接次数进行统计,使用此功能,可方便地了解工作效率。 4.8.6本控制器采用单片机作为主控单元,电路非常简洁、高度集成化,更便于维护和保养。 4.9 CNC数控系统:采用日本三菱PLC,欧姆龙的触摸屏,开关等其他元件均采用进口或者国产优质元件,焊机上可以预先设定焊接各种工件的程序和参数,程序和参数可以备份存储多达数十套,员工操作时点击屏幕选择调取相关程序即可,后续还可以根据需要输入增加新程序和参数。 5.设备主要元件及品牌5.1工控机: 三菱5.2 伺服电机: 台湾“台达”5.3 直线导轨: 台湾“ABBA”5.4 滚珠丝杠: 台湾“HIWIN”5.5 气动元件: AirTAC5.6 电磁阀: NORGREN5.7 其它主要元件: 国内知名品牌 6.设备主要技术参数6.1 设备型号:FNS-200KVA;6.2 输入电压:220VAC/380VAC/415VAC/440VAC/480VAC, 50HZ/60HZ,3相;(可按照客户要求定做)6.3 额定输入电源功率:200KVA;6.4 额定占载率:50%;6.5 最大输出焊接电流:40,000.Amp.6.6整机绝缘系数:输入电源相对机身的绝缘电阻≥2.5MΩ;6.7 焊接变压器绝缘等级:H级;6.8 焊接上电极轮直径:80-150mm;电极轮厚度:3-5mm;(根据焊盆尺寸,及两盆间距大小决定)6.9 电极轮焊接速度:1500-4500mm/分钟;6.10 X轴线性移动范围:一般700-3500mm;(根据焊盆的最大总长度进行特殊设计)Y轴线性移动范围:一般350-700mm;(根据焊盆的最大宽度进行特殊设计)Z轴线性移动范围:一般300-600mm;(根据焊盆的最大高度进行特殊设计)A轴旋转自由度范围:360°; 7.设备运行条件及生产动力需求7.1电源:380V±10% AC Φ3/50HZ7.2功率: 200KVA7.3气源压力:0.6-0.8Mpa7.4冷却水源:流量40L/Min, 压力:0.15Mpa-0.25Mpa(纯净水).7.5相对湿度:≤90%7.5工作环境温度:0℃~40℃ 8.设备表面涂装及颜色:灰色底漆,蓝色及黄色面漆,透明亮油表明处理。 9.生产纲领:9.1需要生产工人:1个9.2整机工作流程:
工序人工装料定位夹紧1次启动1次焊接气缸下行点焊定位焊接1个盆体松开夹紧,人工取工件1次时间(S)6S2S6S40S6S
焊接一个焊盆所需时间大概为:60S.(盆子大小不同,焊接时间略有差异。) 10.文件资料10.1 设备供方将提供1套与设备对应的,完整的中文或者英文的技术资料。10.2 所有文件资料皆采用国际单位制。10.3 文件资料包含内容如下:10.3.1 设备使用说明书 1套,具体包括:①设备的基础图,底座图及安装要求;②设备机械部分的简图及相关技术说明;③设备气压系统图纸,润滑系统图纸及技术说明;④设备电气原理图,接线图,元件清单;⑤伺服系统,PLC手册,安装调试注意事项,维护保养与故障诊断维修技术手册。10.3.2 装箱单及交货清单 1套。10.3.3 品质保证书与售后服务卡 1套 11.安装调试及验收11.1如果客户需要,在需方配合的情况下,供方可派人到需方工厂负责安装调试;11.1.设备完成后,需方提供测试样品,首先在供方工厂进行预验收,合格后发货到需方工厂;在需方工厂安装调试完成后,再进行最后验收。 12.设备操作使用培训12.1 设备完成后,供方负责培训需方有关技术人员,按照客户的要求,可在供方工厂进行培训,也可在需方工厂上门培训。12.2 培训教程内容包括设备的操作安全与调试,机械,气动与电气系统的原理,及使用过程中注意事项,设备的维护与保养,故障的诊断与简单维修。 13.保修期及售后服务13.1保修期:客户收到设备,验收合格之日起12个月。13.2 售后服务:保修期内,如果设备本身出现质量问题,免费维修;如果因为使用和操作不当,造成设备损坏,仅收取相关零件的材料费,人工费及差旅费。13.3设备出现故障时,本公司收到客户电话或者邮件后,将在3小时内提出反馈意见,国内客户可在24小时内,国外客户可在3天内,派人到生产现场及时处理问题,确保我公司生产的焊接设备正常生产。 14.包装及运输14.1包装:	14.1.1内部用塑料薄膜缠裹,防潮防锈。14.1.2外部用金属槽钢与角铁焊接成包装主架,外表钉封人造夹板,无须熏蒸,符合国际环保要求,满足国内与国际安全运输需要。14.2 运输:国内汽车运输,国际海运。可由供方安排运输,也可以由需方自行安排运输。 15.交货周期:签订合同与收到预付款后,40个工作日内完成设备制造。 16.设备报价及付款条款16.1设备总净价:人民币346,000./台16.2预付订金40%,验收合格后,发货前付清余款60%.
相关产品推荐
-
 供应FN气动交流滚焊机,广州德力滚焊机厂家,滚焊机型号,洗手盆滚缝滚焊机
供应FN气动交流滚焊机,广州德力滚焊机厂家,滚焊机型号,洗手盆滚缝滚焊机
-
 供应DFI压力测试仪,焊接压力测试仪
供应DFI压力测试仪,焊接压力测试仪
-
 供应PT-PEF冲压式自动管端成型机
供应PT-PEF冲压式自动管端成型机
-
 供应KIA-1000W手持迷你加热器,美国进口小型加热器,锈蚀螺母加热器,加热器厂家,广州德力集团
供应KIA-1000W手持迷你加热器,美国进口小型加热器,锈蚀螺母加热器,加热器厂家,广州德力集团
-
 供应德国IDEAL锯条对焊机,双金属带刀对焊机,对焊机厂家,德力闪光对焊机
供应德国IDEAL锯条对焊机,双金属带刀对焊机,对焊机厂家,德力闪光对焊机
-
 供应DNW全自动丝网焊机,筛网 排焊机厂家,自动网片等焊机
供应DNW全自动丝网焊机,筛网 排焊机厂家,自动网片等焊机
-
 铜铝管调直切断机 矫直机厂家 全自动铜管校直切断机 铜管开料机
铜铝管调直切断机 矫直机厂家 全自动铜管校直切断机 铜管开料机
-
 供应ST-EFM旋压式自动喇叭口机,喇叭口成型机厂家,喇叭口机价格,广州市喇叭口机,制冷用喇叭口机,铜铝管扩口机
供应ST-EFM旋压式自动喇叭口机,喇叭口成型机厂家,喇叭口机价格,广州市喇叭口机,制冷用喇叭口机,铜铝管扩口机
-
 供应TRM全自动铜铝管缩口机,管端缩口机,管端成型机,铜管缩口设备
供应TRM全自动铜铝管缩口机,管端缩口机,管端成型机,铜管缩口设备
-
 惠州德力焊接设备供应UN3系列铜铝管对焊机、空调管对焊机,对焊机厂家,对焊机价格,全自动对焊机
惠州德力焊接设备供应UN3系列铜铝管对焊机、空调管对焊机,对焊机厂家,对焊机价格,全自动对焊机