厂商 :广州市金锐金刚石工具有限公司国内业务
广东 广州- 主营产品:
- 金刚石/CBN
- 磨盘
- 研磨膏
产品名称:
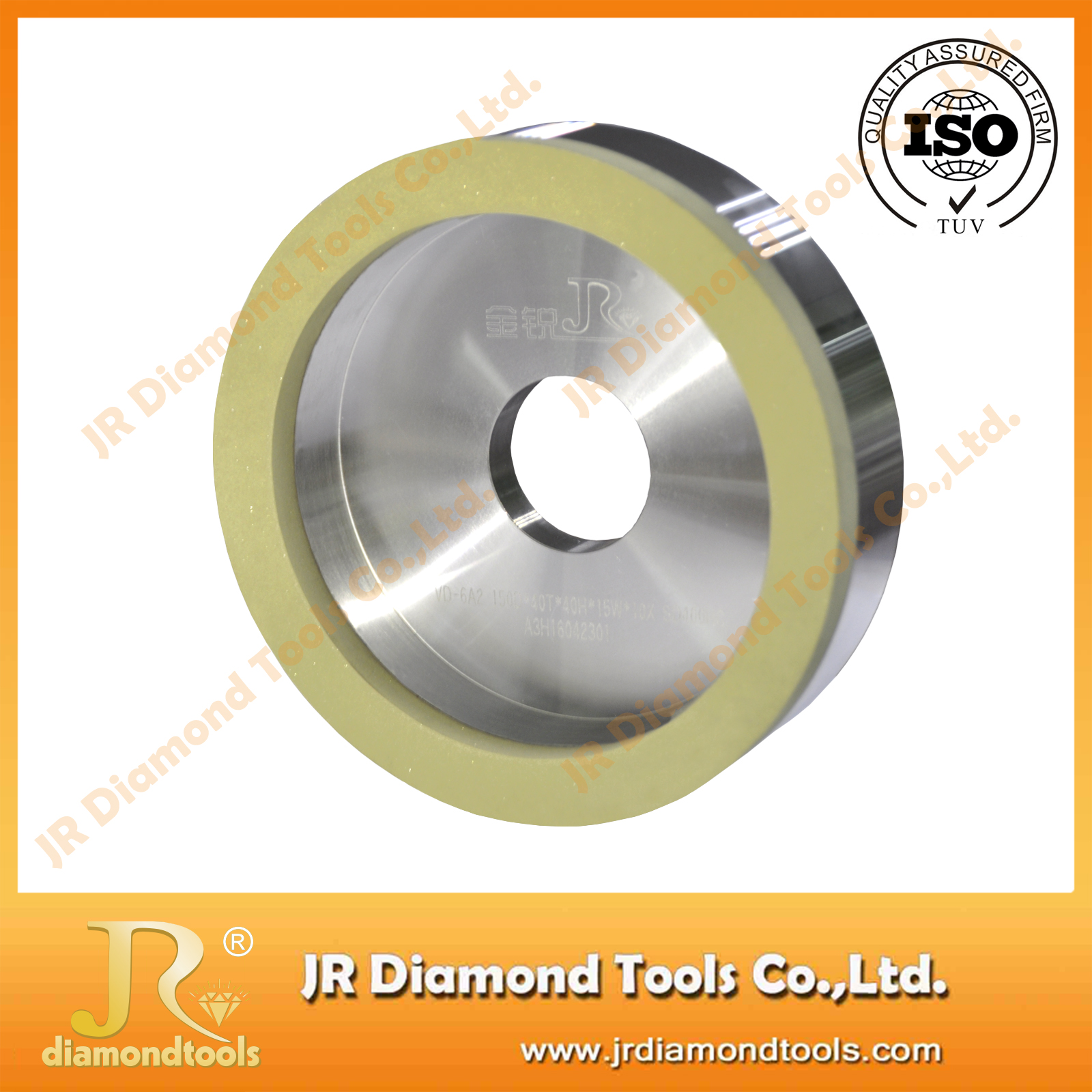
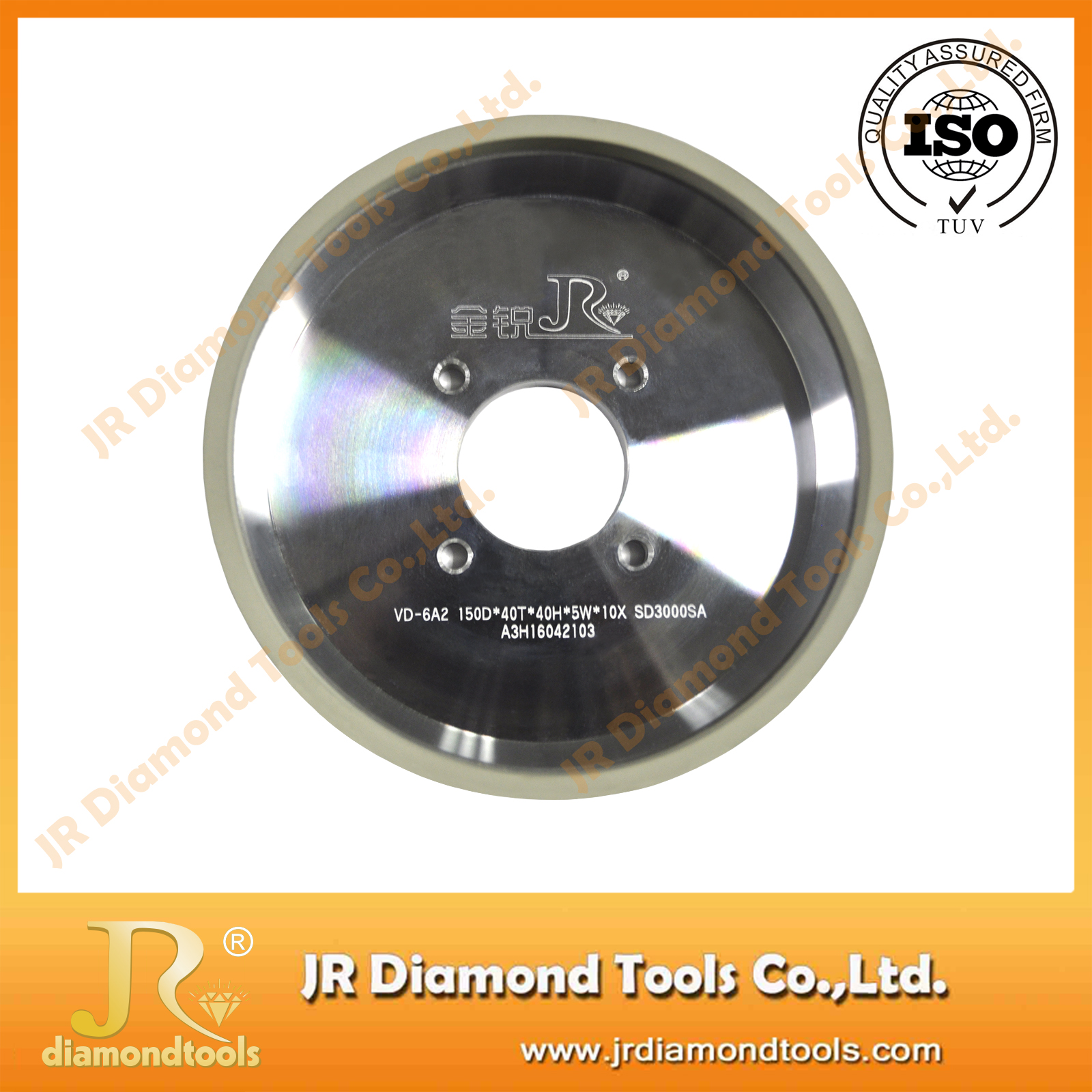
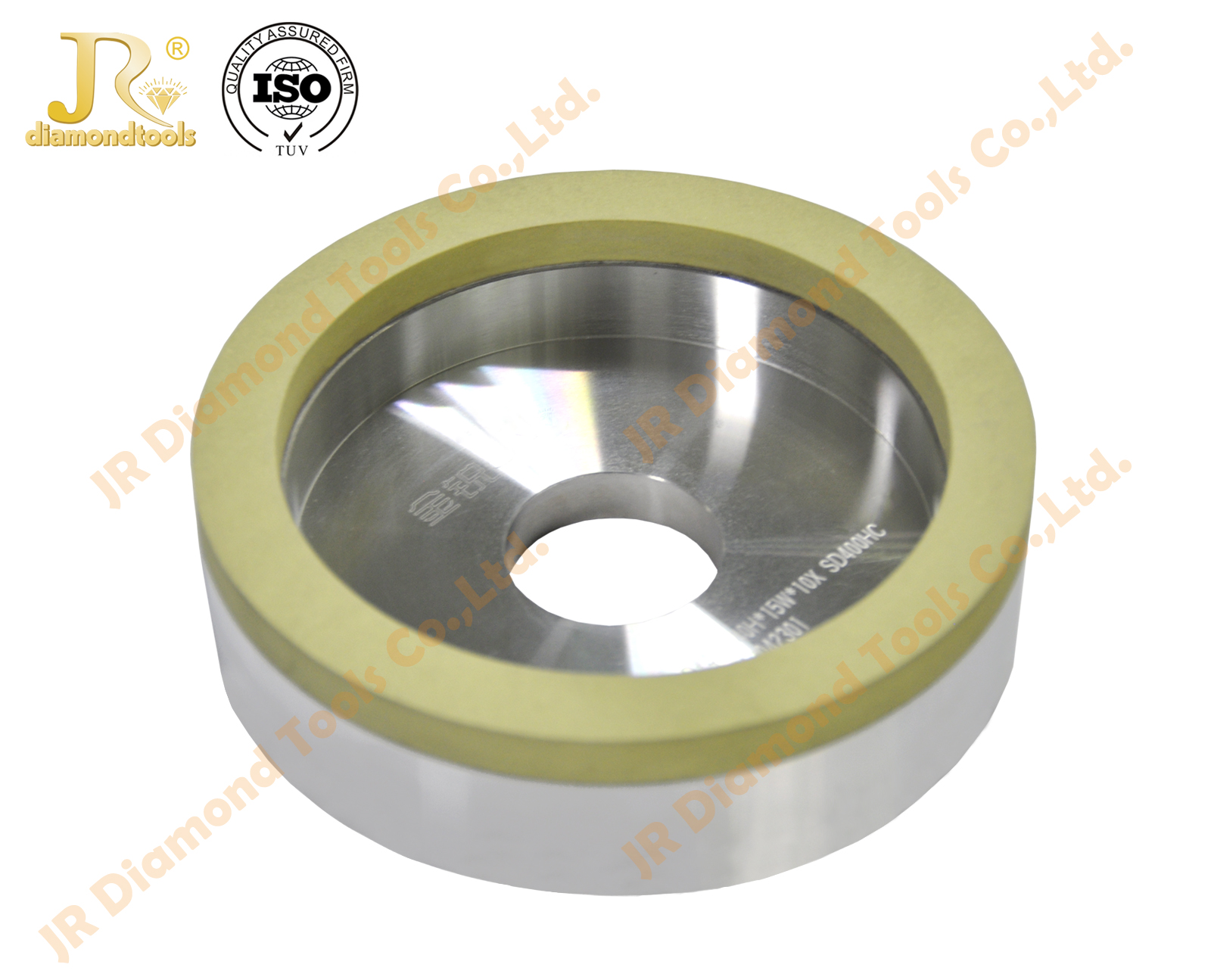
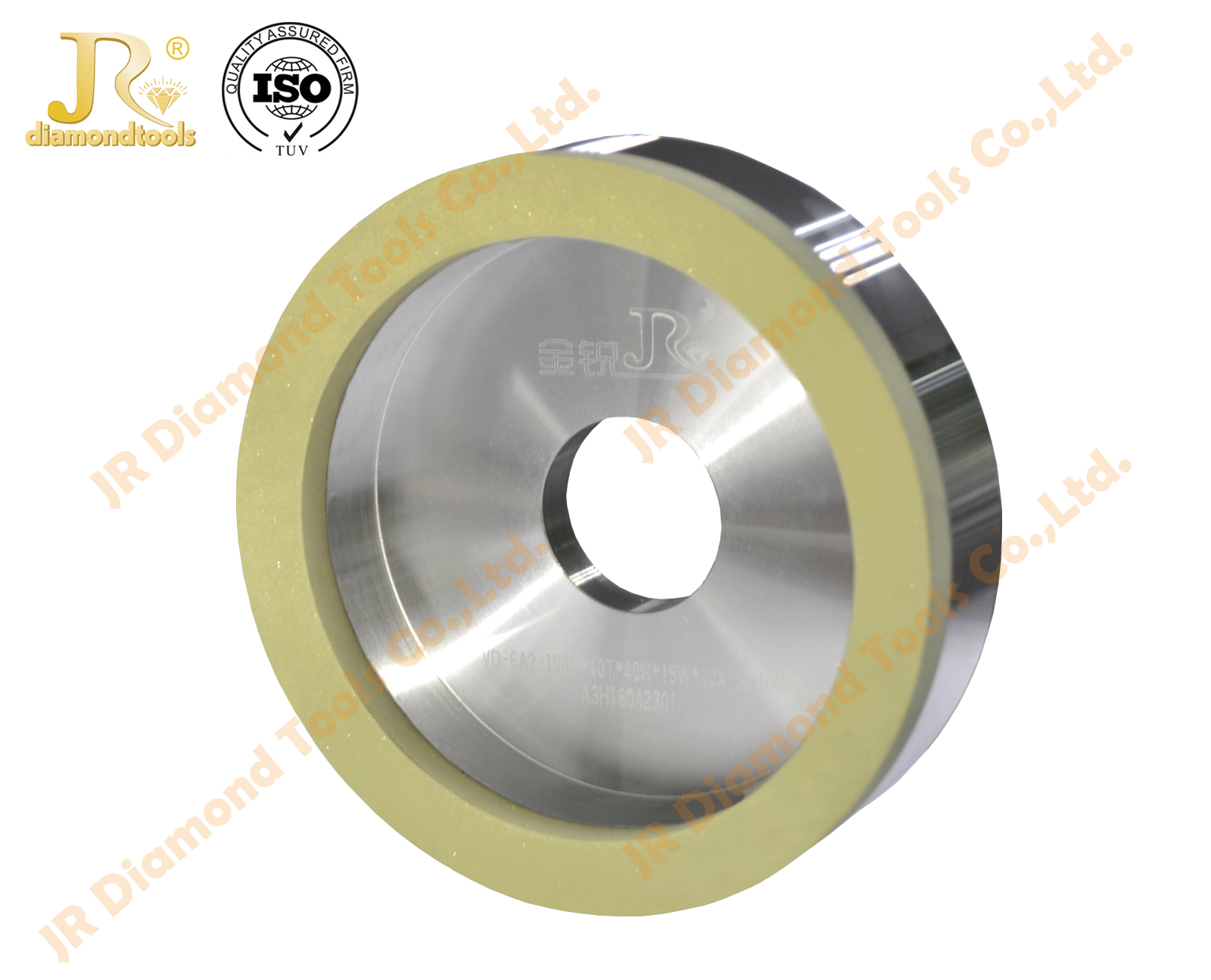
陶瓷金刚石刀磨砂轮、6A2陶瓷金刚石砂轮、杯型陶瓷金刚石砂轮、磨PCD/PCBN刀具金刚石砂轮
|
名称/形状代码 |
直径D |
厚度T |
孔径H |
环宽W |
磨料层深度X |
粒度# |
|
6A2 |
150 |
40 |
40 |
3 |
10 |
400#、600#、800#、1000#、1500#、2000#、3000# |
|
6A2 |
150 |
40 |
40 |
4 |
10 |
|
|
6A2 |
150 |
40 |
40 |
5 |
10 |
|
|
6A2 |
150 |
40 |
40 |
10 |
10 |
|
|
6A2 |
150 |
40 |
40 |
15 |
10 |
|
|
6A2 |
150 |
40 |
40 |
20 |
10 |
|
|
以上规格可以提供锋利型和耐用型两种,以上规格供货期为14天,除以上规格可根据客户需求订制。 |
||||||
产品介绍:
金刚石刀磨砂轮主要用于PCD、CVD、PCBN、硬质合金、陶瓷刀具以及其它刃具铣刀、钻头、铰刀等切削工具的研磨和快速高效低损伤磨削。陶瓷结合剂的刀磨砂轮,适合作为PCD及PCBN工具之精密研磨。陶瓷金刚石刀磨砂轮,解决了大多数刀具生产厂家磨刀效率低、刃口质量差的问题。陶瓷金刚石刀磨砂轮其极高的锋利度可使刀具制作商的磨刀效率提高1.5~3倍,且刃口质量也会大大提高。
●适合产品:PCD、CVD、PCBN、硬质合金、陶瓷刀具以及其它刃具铣刀、钻头、铰刀等切削工具的研磨及PCD及PCBN工具精密研磨。
●类型:6A2
●规格:齐全
●工艺:陶瓷结合剂烧结
●磨料:金刚石
●性能:快速、高效、低损伤、不变形、不开裂,耐磨性和稳定性好。
产品运用:
磨削部位包括端面、周面、断屑槽沟、斜面、孔穴等加工研磨。
研磨(加工)程度:精密研磨:0.005 ㎜/pass.(砂轮在800目以上) ;一般研磨:0.01-0.03 ㎜/pass..(砂轮在500目以上) ; 锐利研磨:0.05 ㎜ / pass..(砂轮在200目以上)
磨削方式:湿磨(用水作冷却液)
粒度选择:400#、600#、800#用于粗磨。 1000#、1500#、2000#、3000#用于精磨。
磨削用量:磨削速度Vc=24~26m/s,精磨时,Vc=13~18m/s,切削深度ap=0.01mm/双行程。
陶瓷金刚石刀磨砂轮:适合作为PCD及PCBN工具之精密研磨,还可以用于硬脆非金属材料的平面铣磨。PCD的高硬度、高耐磨性使刀具刃磨相当困难, 主要体现在材料磨除率小、砂轮损耗大、刃磨效率低、刃口呈锯齿状等。因此, PCD 刀具的刃磨加工是影响其使用的关键工序。
不同结合剂金刚石刀磨砂轮加工PCD的对比
|
结合剂种类 |
陶瓷(V) |
树脂(B) |
金属(M) |
|
强度 |
高 |
低 |
高 |
|
自锐性 |
好 |
好 |
差 |
|
磨削效率 |
高 |
高 |
低 |
|
磨削温度 |
高 |
低 |
低 |
|
加工效率 |
高 |
低 |
低 |
|
使用寿命 |
长 |
短 |
长 |
|
加工成本 |
低 |
高 |
高 |
|
稳定性 |
好 |
差 |
差 |
|
加工精度 |
高 |
低 |
低 |
磨削对比结果
|
性能指标 |
公司产品 |
市场产品 |
|
加工余量(mm) |
0.25 |
0.25 |
|
加工时间(min/片) |
1.5-2.0 |
3.0 |
|
砂轮寿命(把/片) |
220-240把刀具 |
180-200把刀具 |
|
修整次数(把/次) |
? |
3-5 |
刃磨工艺的选择
切削刀具刃磨的目的之一是获取性价比高的切削刃口质量,而质量好坏的关键在于刃磨砂轮粒度的选择。砂轮粒度越细,切削刃崩口越小,而磨削效率越低。为此可根据刀具切削刃的精度、用途(见表1)或其失效程度(见表2),将PCD切削刀具刃磨工艺分为粗、精、细三个加工阶段。根据具体情况制订合理刃磨工艺可大幅度提高加工效率。
表1 按切削刃的精度、用途分类
|
序号 |
切刃精度 |
选择砂轮粒度 |
用途 |
|
a |
0.05mm |
400# |
粗加工 |
|
b |
0.02mm |
600#-1500# |
半精加工 |
|
c |
0.005mm |
2000#-3000# |
精加工 |
表2 按刀刃失效程度分类(重磨刀具)
|
序号 |
失效程度 |
选择砂轮粒度 |
备注 |
|
a |
切刃破损0.5mm |
400# |
或电加工 |
|
b |
切刃崩口0.3mm |
600#-1500# |
|
|
c |
切刃磨损0.1mm |
2000#-3000# |
|