厂商 :东莞联肯数控刀具有限公司
广东 东莞- 主营产品:
- 精镗刀
- 粗镗刀
- 刀杆
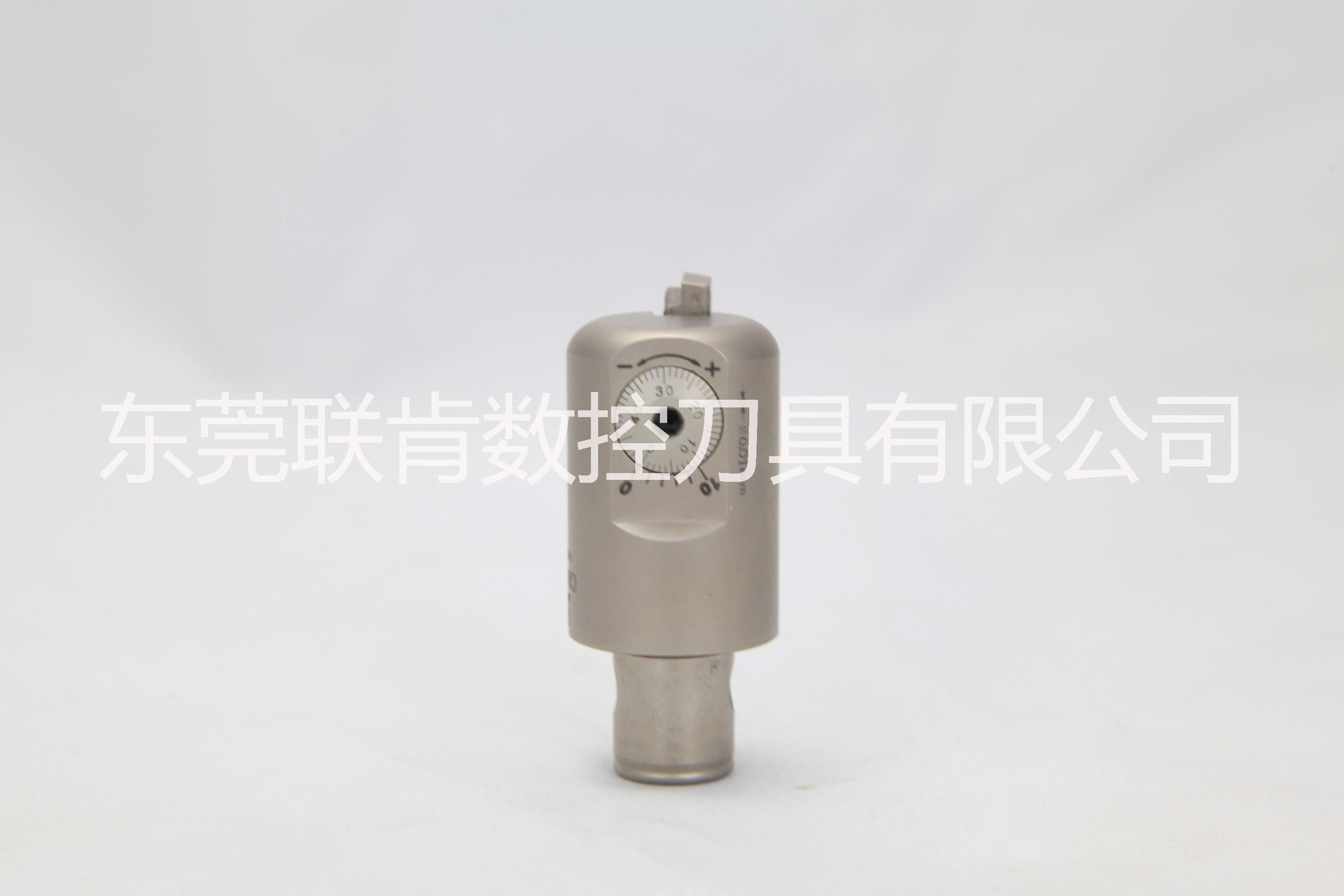
名称:CBH微调精镗头
规格:CBH20-36
镗孔范围:20-36mm
配合刀片:TPBGT0802
配合刀柄接口:LBK1
规格:CBH25-47
镗孔范围:25-47mm
配合刀片:TPGT08601
配合刀柄接口:LBK2
规格:CBH32-60
镗孔范围:32-60mm
配合刀片:TPGH0802
配合刀柄接口:LBK3
规格:CBH40-74
镗孔范围:41-74mm
配合刀片:TCGT1102
配合刀柄接口:LBK4
规格:CBH53-95
镗孔范围:53-95mm
配合刀片:TCGT1102
配合刀柄接口:LBK5
规格:CBH68-150
镗孔范围:68-150mm
配合刀片:TCGT1102
配合刀柄接口:LBK6
规格:CBH100-203
镗孔范围:100-203mm
配合刀片:TCGT1102
配合刀柄接口:LBK6
更大范围请与客服咨询
特别说明:JIK CBH精搪头原配为1号刀片座。搪孔范围及深度明细请参考电子表格,如需另外2号与3号刀片座及搪孔深度请与掌柜咨询注意事项:
【使用刀具温馨提示】
为了得到较佳之切削表面及延长刀具寿命。请务必使用高精度、高刚性、动平衡佳之刀柄。
1.使用本刀具前,请测刀具偏摆,刀具偏摆精度超过0.01MM时,请改正后再切削。
2.刀具伸出夹头之长度越短越好,刀具之伸出量若伸出较长时,请自行调降转速,进给速度或切削量。
3.在切削中如果产生异常之震动或声音时,请调降主轴转速与切削量到情况改善为止。
4.钢料冷却以喷雾式或喷气式为最佳适用方式,以使高铝钛发挥最佳效果。不锈钢、钛合金或耐热合金建议使用不水溶性切削液。
5.切削方式依工件、机器、软件之影响,以上数据仅供参考,待切削状况稳定后再将进给速度往上提高10%~30%。
注:以上数据仅供参考,切削以加工需要自调为准!