



厂商 :浙江克罗德锯业有限公司
浙江 丽水市- 主营产品:
- 美国福特带锯条
- 美国斯尔带锯条
- 双金属带锯条
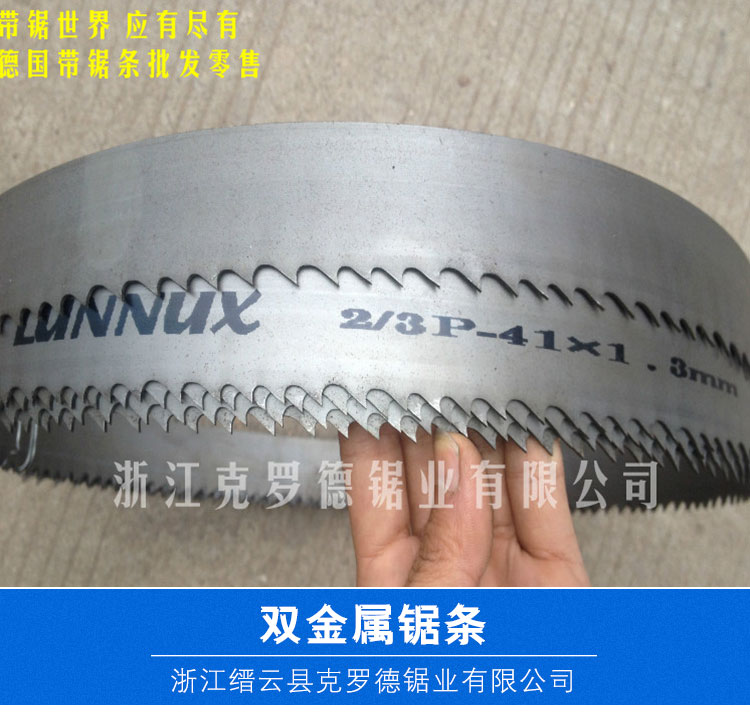

关键词:德国原装进口克菲勒带锯条X32的板材 韧性强 不易变形 抗裂缝能力出色 优良的M42齿尖设计 硬度高 针对硬材料切削的又一利器 低档价位 高端享受 通用性强质量5A级
介绍:本公司主要经营高中低档进口、国产双金属带锯条,经销带锯条退火设备,承接各种
加工业务等. 主要经销的锯条品牌有克罗德、埃贝尔、罗特根3R、施泰力、耐锯、阿玛达、威斯特
、摩丝、湖南双A等. 如是我们锯条的质量问题“包退包换”、“假一陪十”. 我们秉承"质量就是
生命"的经营理念,坚持"客户"的原则为广大客户提供优质的服务. 欢迎新老顾客前来惠顾! 愿我
们一起-----------合作共赢!
产品详细介绍:1.高级优质高性能齿部材料及背部材料,极大性能的提高了锯切和锯切精度齿部硬度达到
68—69HRC
2.高纯净度的进口背材,多元素的含量充分合理的配比,大大降低了锯板中脆性的含量,
减少裂纹扩展的几率,给带锯条的使用寿命提供了强有力的保障。
3.拥有多项专利的热处理技术,不仅保证了齿部材料高速钢的红硬性和耐磨性,还兼顾了
背部材料的强度和韧性。热处理的一体化稳健的提高了产品质量的稳定性。
4.国际最先进的高精度加工技术和设备保证了产品尺寸的精度,宽度,厚度,分齿量的严格
控制保证每个锯齿在锯切过程中受力均匀。
5.符合中国市场特殊情况的品牌,合理性价比锯条能满足您严格的锯切要求
使用手册:德国克菲勒双金属带锯条采用世界上独特的粉末冶金工艺制造,刃部材料含钴量高,碳化组织分布细致均匀。其特点韧性好、硬度高、耐磨性强,是锯切合金钢、不锈钢、轴承钢、模具钢等特殊材料的最佳选择,对锯切效果有显著提高。
可以根据客户的需求,提供各种规格和特殊质量要求的产品,以满足各层次客户的需求。
◆采用进口的粉末高速钢B2000为齿部材料,热处理后硬度达到69-70HRC,耐磨性、红硬性和韧性均明显高于M42,带锯条的切削性能更好。
◆带锯条背材是进口的特殊材质,强度高,抗疲劳性能高,给锯切提供了更强的支撑,延长了带锯条背部的疲劳寿命。
◆引进高精度的设备工艺加工生产带锯条,有效保证了高效锯切的要求和切削面的精度要求。
◆针对高速锯切的特点对齿形进行了优化升级,尤其适用于高效锯切常规材料、难加工材料及耐磨材料。
特 点
1特殊高速钢齿材和合金背材
2抗疲劳性,抗磨损性,耐热性和抗震性超强
3可切割所有形状和尺寸的可加 工金属
4成束切割的最佳选择
5单位切割成本最低
锯条使用细则和注意事项:
首先需要正确选择您将使用的带锯条,没有哪一种带锯条是可以适用于所有材料,而各种不同型式和特徵的锯条都有其不同的效用。所选的锯条的齿型、齿距应于被锯切工件相匹配。
调整好锯带的运动速度,进给压力,进给率和锯带张紧力等,可有效的延长锯条的使用寿命和使用效果。若进给速度和运动速度不协调,锯条过紧或过松都容易引起锯条断裂或产生锯斜。
材料直径150mm以上用2/3齿
材料直径50mm-150mm之间用3/4齿
材料直径50mm一下用4/6齿
在带锯条使用过程中,比较常见的问题集中体现在断带、拉齿、切斜、切割面粗糙这几个方面。这里主要介绍通过断带位置判断问题的主要原因。
如果锯条从齿尖一端呈向上断裂趋势,说明可动侧导向臂离被切削物过远,应该拉近。
如果锯条从背部发生破裂,则说明导向轮磨耗过大,应该及时更换。
而锯条的齿形受到太大摩擦的话,说明嵌装装置松弛,所以应该牢牢固定在正常位置。
锯条表面受压痕迹过多,则可能是钢丝刷磨损过大,导致轮盘中有铁屑要除去。
仔细观察断带处,无外乎两种情况,一种是断在锯条的焊接处,毫无疑问,这是焊接的问题;另一种情况是断在带身处或是焊接口附近,这就要根据上述情况具体分析了。
锯床维护是锯床使用过程中必不可缺少的一步。
一、锯床保养
操作机器前,依据下列程序检查工作。
1) 检查清屑刷的位置,保持齿沟及铁屑的清除,必要时,调整或更换清屑刷。检查清屑钢刷的高度,使钢刷正好接触到锯齿的底部。不能高于锯齿的底部,这样会造成锯带或是钢刷的过度磨损。
2) 检查齿轮箱和液压箱油表位置,是否需要添加齿轮油150#、液压油32#;
3) 检查冷却水高度表是否需要添加;
4) 检查确认锯带在主、被动轮及钨钢导片的位置是否正确;
5) 检查锯带张力调整阀,选择适当的锯切压力;高速钢锯带的最大张力为55klbs/in2
6) 检查钨钢油压表压力在30+2kg/cm2 ;
7) 检查齿轮箱张力皮带;
8) 安装新的锯带前,将主、被动轮凸缘的铁屑清除干净(铁屑可能堆积)。
二、部件更换
1) 钢刷的更换
钢刷可以将锯带上的铁屑清除,并且可以避免铁屑被带入锯轮或甚至锯带导轨中,如果这样一来就会造成相当重大的磨损,对锯带来说是相当中重要的。错误安装钢刷会造成锯带或是钢刷过度的磨损,也将造成锯切时的不稳定。
2) 冷却水的更换
在正常的使用下要更换冷却液时,每三个月就必须将冷却水储存槽中的铁屑清理干净。
3) 液压油的更换
液压油应该没六个月更换一次。
4) 齿轮油的更换
齿轮油在使用了没六个月或是1200个小时之后就必须更换。









