厂商 :宝鸡隆盛有色金属
陕西 宝鸡- 主营产品:
- 镍网
- 镍电极
- 钛网
电解水制取H2、O2
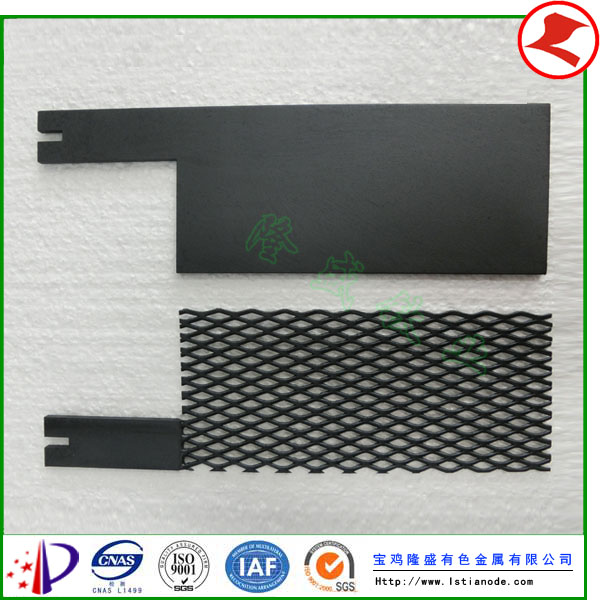
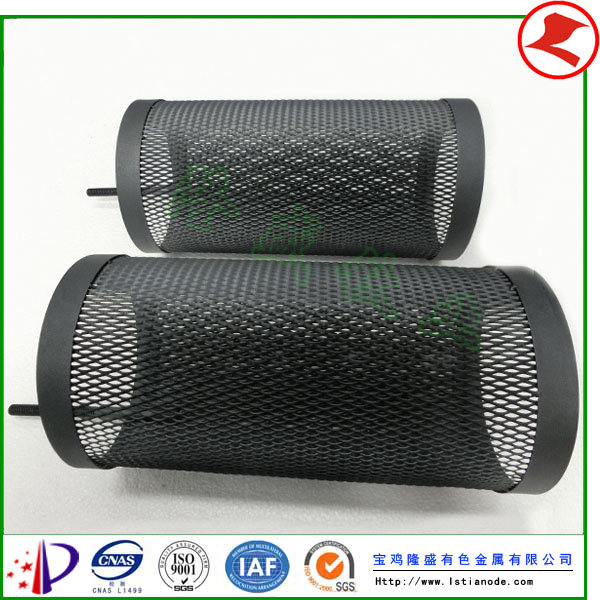
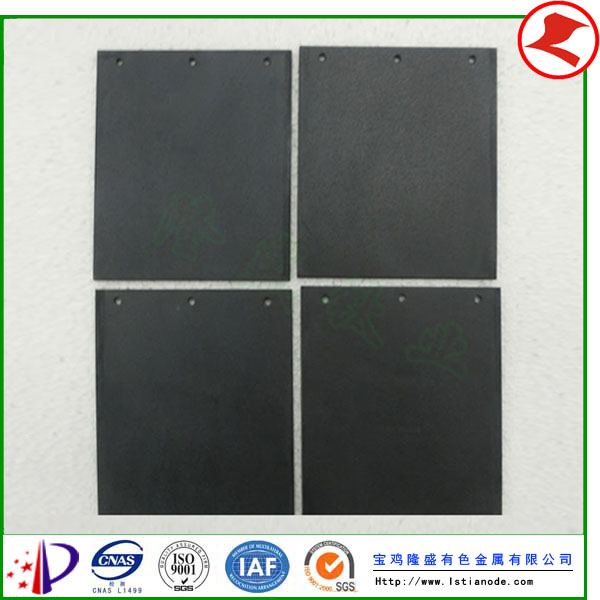
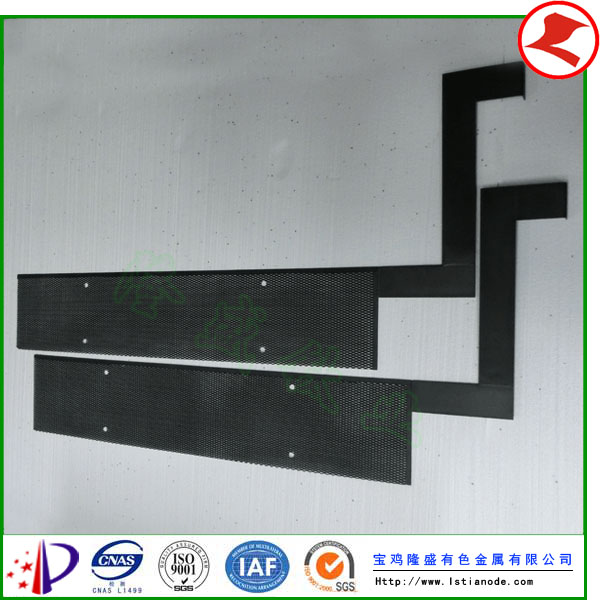
电解制氢气氧气用钛阳极
电解制氢气氧气用钛阳极是我公司利用多年时间自主研发生产,现已投放市场,质量稳定,环保无二次污染,低过电位,节能效果好,可节约15——20%能源。有板、网、管形状,也可根据用户特殊要求定做生产异型件。
1电解水制氢研究进展 水电解制氢是实现工业化廉价制备 H2的重要手段,可制得纯度为99%~99.9%的产品。每年我国在水电解制氢上的电能消耗达到(1.5×107)kW·h以上。当电流从电极间通过时,在阴极上产生氢气,在阳极上产生氧气,水被电解掉[2]。水电解制氢设备中的核心部分是电解槽,电极材料又是电解槽的关键所在。电极性能的好坏在很大程度上决定着水电解的槽电压高低及能耗大小,并直接影响成本。提供电能使水分解制得氢气的效率一般在 75%~85%,其工艺过程简单,无污染,但电耗大,因此起应用收到一定的限制。 解水反应是在电解槽中进行的,电解槽内充满电解质,用隔膜将电解槽分为阳极室和阴极室,各室内分别置有电极。由于水的导电性很小,故用加入电解质的水溶液(浓度约为 15%)。当在一定电压下电流从电极间通过时,则在阴极上产生氢气,在阳极上产生氧气,从而达到水的电解。理论上来说,铂系金属是作为电解水电极的最理想金属,但实际中为了降低设备和生产成本,常采用镀镍的铁电极。进行电解水时,电极反应式如下[3]。酸性溶液中,阴极反应:4H++4e=2H2∏=0V 阳极反应:2H2O =4H++O2+4e ∏=1.23V 碱性 溶液中,阴极反应 :4H2O +4e=2H2+4OH ∏=-0.828V 阳极反应:4OH-=2H2O+O2+4e ∏=0.401V 从上式可以看出,不论在酸性还是碱性溶液中,水电解的总反应都是如下。2H2O=2H2+O2水的理论分解电压与 pH 值无关,因而酸性溶液或碱性溶液都可作为电解液。但从电解槽结构及材料的选择方面来看,使用酸性容易出各种故障。故现在工业上都采用碱性溶液。 (1) 传碱性电解技统术 碱性水电解制氢是目前制备氢气比较常用而且也是发展比较成熟的方法。该法对设备的要求不高,投资主要集中在设备;制得的氢纯度高,但效率不是很高。其工艺过程也相对环保无污染,但是消耗大量电能,因此受到一定的限制。工业上电解水的压力一般在1.65~2.2V。评价碱性水电解电极材料的优良与否,电极材料的使用寿命和水电解能耗是关键因素。当电流密度不大时,主要影响因素是过电位;电流密度增大后,过电位和电阻电压降成为主要能耗的因素。在实际应用中工业电极应具有以下几点[3]:(1)高表面积;(2)高导电性;(3)良好的电催化活性;(4)长期的机械和化学稳定性;(5)小气泡析出;(6)高选择性;(7)易得到和低费用;(8)安全性。水电解制氢往往要求采用较大的电流密度(4000 A/m2以上),因此第 2 和第 4 点显得更加重要。因为高导电性可以降低欧姆极化所引起的能量损失,高稳定性保证电极材料的长寿命。而1和3则是降低析氢、析氧过电位的要求,也是评价电极性能的重要指标。 (2) 固体高分子电解质 SPE 水电解技术 由于以液体为电解质的电解槽,效率低,不便移动,经常需要维修,因此人们积极寻求新型电解质,这促使了固体聚合物电解质(solid polymer electrolyte , SPE ) 又 称 为 质 子 交 换 膜 ( proton exchange membrane,PEM)的开发和应用研究的深入。目前采用固态 Nafion 全氟磺酸膜作为电解质的电解槽。电极采用具有高催化性能的贵金属或其氧化物,将它们制成具有大比表面的粉状形态,利用Teflon 黏合并压在 Nafion 膜的两面,形成一种稳定的膜与电极的结合体[4]。 ((((3)))) 高温水蒸气电解工艺 水电解制氢的另一种是高温水蒸气电解。这是从固体氧化物燃料电池派生出来的方法。电解室一般用 Y2O3稳定的 ZrO2作为电解质,温度越高,电阻越小。但从材料的耐热性来看,温度上限以1000℃为宜。通常用镍和陶瓷的混合烧结体作阴极,并用具有导电性的钙钛复合氧化物做阳极[5]。 2 生物制氢的发展 利用微生物制取氢气这一课题已经研究了几十年。在 20 世纪 30 年代,第一次报道了细菌暗发酵制取氢气。随后在 1942 年 Gaffron 和 Rubin 报道了绿藻利用光能产生氢气,1949 年 Gest 和 Kamen 发现了光营养产氢细菌。Spruit 在 1958 年证实了藻类可以通过直接光解过程产氢而不需要借助于二氧化碳的固定过程。Healy(1970 年)的研究表明光照强度过高时由于氧气的产生 Chlamydomonas moewsuii 的产氢过程将受到抑制。20 世纪 70 年代能源危机期间,全世界对生物制氢进行了大量的研究。Thauer 于 1976年指出,由于暗发酵至多只能将 1mol 葡萄糖生成4mol 氢气和 2mol 乙酸,故其很难应用于实际生产中。而光营养细菌可以将有机酸等底物完全转化为氢气,所以此后生物制氢的研究基本上都集中于光发酵。20世纪 80 年代初在世界范围内研究与发展计划(R&D)对可再生能源的支持逐渐减少。到 90 年代早期,环境问题日益严重,又使人们将注意力集中到可替代能源上。在德国、日本、美国生物制氢 R&D 的支持下,藻类利用光能从水中制取氢气这一领域得到了广泛的研究。然而,这一过程中总的太阳能转化效率仍然很低。另一方面,暗发酵和光营养细菌可以从低成本的底物或有机废物中制取氢气。由于既可以产生清洁能源又可以处理有机废弃物,美国和日本政府支持开展了数个长期的研究计划[6]。预计于 21 世纪中期可实现生物制氢技术的实际应用。自发现微生物产氢至今已有半个多世纪了,生物制氢却一直未能应用于实践。许多技术问题,如微生物的筛选、反应器的设计、操作条件的优化等仍有待解决,该技术的成本问题也得到关注。从经济上讲,生物制氢技术在近期还不能与传统的化学制氢技术相匹敌。但是从环境保护的角度来看,生物制氢的前景将非常广阔。其中生物制氢包括:光合成生物制氢系统(也称直接生物光解制氢系统);光分解生物制氢系统(也称间接生物光解制氢系统);光合异养菌水气转化反应制氢系统;光发酵生物制氢系统;厌氧发酵生物制氢系统(也称暗发酵生物制氢系统);光合–发酵杂交生物制氢系统;体外氢化酶生物制氢系统等氢能是洁净高热值能源,利用自然界可再生的水资源制取氢无疑是人类未来的首选方法。经过半个多世纪的研究,水电解制氢能和生物产氢技术虽然都有了很大的进展,但基本上仍处于开发阶段,尚未实用化。各种制约因素如较低的太阳能转换效率,水电解制氢能耗较大,受产物的抑制、操作条件等使现有的产氢系统的产氢速率不够高或者不够经济等许多瓶颈,还有待进一步突破。以进一步降低生产成本和扩大生产效率,为将来运用到商业运作中做准备。