



厂商 :吴江精工字牌
江苏 苏州- 主营产品:
- 铝字灯箱
- 铜字铜牌
- 精工字牌






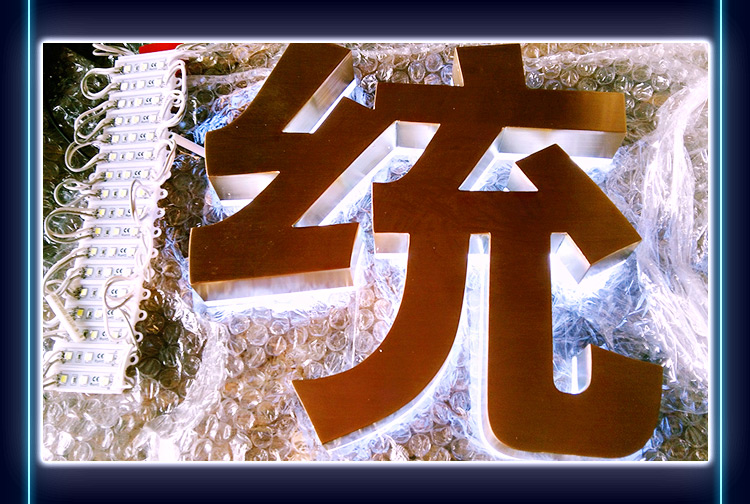



不锈钢背发光字顾名思义就是指不锈钢背面发光的灯字。不锈钢字一般采用304不锈钢材料,有镜面的和拉丝的,厚度一般在5CM左右,内置高质量防水LED灯(室外),室内的一般用不防水的,灯光均匀,鲜明照在背板上名是墙面上,一般多用于LOGO墙,标识,字都是小型的,室内居多,一般大型的不采用此种做法,主要是因为灯置在后面,不封闭。12V变压器,背部离墙大约2cmybffupvuf离墙安装,适用范围:店招,企事业单位六面及楼顶发光字。 不锈钢字的分类 依据不同的分类方法,不锈钢字可以有不同的分类。 从外观不同可以分为:拉丝不锈钢字及亮面不锈钢字。
从制作工艺可分为:焊接不锈钢字及实芯切割不锈钢字,不锈钢背打灯字
中文名 不锈钢背打灯字 制作工艺 焊接不锈钢字等 释 义 不锈钢背面发光的灯字 应
谈到不锈钢背灯打字的加工,首先涉及到不锈钢字的加工,下面先介绍一下不锈钢字的加工。
1.复制字样
不锈钢字在承接铜字加工时,客户选送的串或代客户书写的字样经常需要放大或缩小。其方法有复印机放大缩小,如果图形文字超过复印机有效复印面积,可以用一个铁桶(直 径约20-30cm),内底上装上一盏200W灯泡,把原稿的毛笔小字(若原稿字过大可用复印机缩小)用玻璃夹起来,在铁桶的光口处固定,然后投影放大在 墙上,用图钉在墙上钉上白纸,把所投影放大的字的影子用铅笔描在纸上,再将放大的或缩小好的字样剪下待用[1] 。
2.下料成型将剪好的字样用胶水粘在铜皮上然后用铁皮剪刀或剪板机按字样进行裁剪下料,在弯度较小的地方先要用钻在交接处钻孔,然后用剪刀或钢錾下料,下好的料边必须锉 平,切忌有锯齿痕迹。锤敲成型,首先要了解字的结构,计划好字的成型先后步骤,切忌盲目敲锤。敲锤成型规律:(1)首先掌握好字的大结构,因字的大结构的 准确性与否直接影响字的效果,在敲打大结构时又要先敲打弯度较小的部位,然后再敲大结构;(2)先敲打字凸起的最高部位,再沿字的走势从中间往两边敲打。 大结构要在背面敲打
3、焊接整形
用铁剪或剪板机在铜皮上分别剪下1.5cm、2cm、3cm宽度不等的铜边条(大字用宽条,小字用窄条,灵活运用)备用。焊接方法有两种,第一种锡焊(常用),把废 电池皮泡入盐酸液中制成焊水。
4.抛光罩光
用金刚砂纸将字面砂一遍,再放入10%硫酸、90%水配成的液体中3-5min,取出用清水;中洗后用开水烫一下擦干,再用抛光机抛光。其方法是开动抛光机 将抛光膏擦磨在布轮上使布轮与字面垂直接触。抛光走势一致抛出的铜字光洁度与色度才会一致。
加工过程
不锈钢背打灯字的加工较为复杂,其包括不锈钢包络框的切割、不锈钢围边的加工、不锈钢围边和不锈钢包络框的焊接、打磨抛光、安装发光字面板、安装发光字底板等步骤组成。不锈钢发光字的构成如
1、 不锈钢包络框的切割包络框通常是直接切割成型的,可以采用等离子切割、线 切割、激光切割、水切割等加工方式一次性切割成型。
2、 不锈钢围边的加工 不锈钢围边的工作量比较大,因为不锈钢材质相对其他铝[2]
及铁皮而言,更硬,在折成一定角度的时候就需要进行开槽
3、 不锈钢围边和不锈钢包络框的焊接
焊接可以通过锡焊、亚弧焊、点焊等方式将包络框焊接到不锈
钢围边上,这个过程都是靠手工完成,自动焊接的设备太贵了,没见 到有企业在用。点焊做出来稍微漂亮,也有用锡焊的,锡焊焊好后需
要做抛光电镀处理,围边看起来才会光亮。
4、 打磨抛光 焊接好后要进行打磨去毛刺处理,表面抛光,增加其亮度和质感。如果想做的再漂亮点,就需要进行抛光电镀,现在很多广告制作厂都拥有抛光机,主要是做金属打磨抛光处理。抛光处 理结束后,如果还想效果再漂亮点,就需要进行电镀处理。
5、 安装发光字面板及安装发光字底板


-
 铜字铜牌制作 蚀刻/反腐蚀工艺高档钛金奖牌企业授权铜牌
铜字铜牌制作 蚀刻/反腐蚀工艺高档钛金奖牌企业授权铜牌
-
 吴江精工字牌倒边字 亚克力面板/金属面板广告精工字厂家制作
吴江精工字牌倒边字 亚克力面板/金属面板广告精工字厂家制作
-
 吴江精工字牌贴金字 抗氧化黄金金箔不锈钢精品字高档金箔广告字
吴江精工字牌贴金字 抗氧化黄金金箔不锈钢精品字高档金箔广告字
-
 吴江精工字牌标牌定制 不锈钢腐蚀门户标牌/广告指示牌/授权奖牌
吴江精工字牌标牌定制 不锈钢腐蚀门户标牌/广告指示牌/授权奖牌
-
 吴江精工字牌三维字 立体三维字标喷塑精工外露广告字厂家制作
吴江精工字牌三维字 立体三维字标喷塑精工外露广告字厂家制作
-
 树脂字制作 高亮节能形象墙/店招均匀透光LED树脂发光广告字
树脂字制作 高亮节能形象墙/店招均匀透光LED树脂发光广告字
-
 吴江精工字牌喷塑字定制 高压静电塑料粉末喷涂门头广告字
吴江精工字牌喷塑字定制 高压静电塑料粉末喷涂门头广告字
-
 标识导向 不锈钢/亚克力广告指示牌户外标识导向牌厂家定制
标识导向 不锈钢/亚克力广告指示牌户外标识导向牌厂家定制
-
 不锈钢双面字 店铺LOGO标识LED双面发光字金属广告字厂家定制
不锈钢双面字 店铺LOGO标识LED双面发光字金属广告字厂家定制
-
 吴江精工字牌发光字定制 外漏广告迷你字/发光字门字/背光字
吴江精工字牌发光字定制 外漏广告迷你字/发光字门字/背光字