



厂商 :赣州市思德化工有限公司
广东 佛山市- 主营产品:
- 除油剂
- 除锈剂
- 磷化液
联系电话 :18300002203
商品详细描述




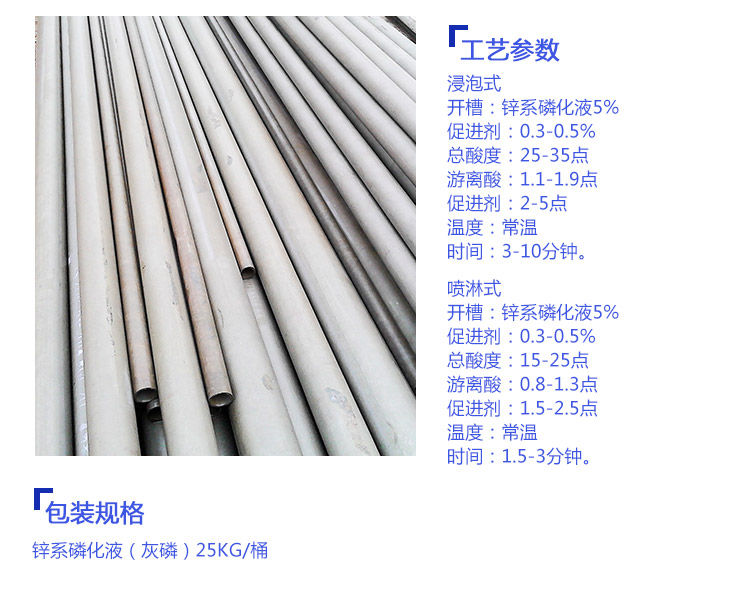
 彩色磷化液(彩磷)为淡蓝色酸性涂体,属常温铁系快速磷化液,可在钢铁、锌、铝的表面形成厚0.817um,呈黄红兰彩色膜层,与电泳涂装,粉末涂装具有优良的配套性,使漆膜抗弯曲、抗变形、防着力强。本产品单液使用,性能稳定,几乎无沉渣,槽液管理方便,消耗成本低,处理温度宽。彩色磷化液(彩磷)工艺流程 :除油脱腊→水洗→除锈→水洗→磷化→水洗彩色磷化液(彩磷)工艺参数: 1、开槽:5% 2、游离酸:1—2点 3、总酸:6—10点 4、处理温度:常温 5、处理时间:2—15分钟 6、处理方式:喷淋或浸泡注意事项: 1、配制时最好使用纯水。 2、使用前要彻底清除基材表面的油污,灰尘和锈蚀。 3、皮肤接触后用清水冲洗干净即可。包装及贮藏: 25kg/桶、50kg/桶的包装。保质期1年。密封存放,避免风吹雨淋。佛山市南海区晨阳化工有限公司欢迎你的来电咨询与购卖锌系磷化液,磷化是金属材料防腐蚀的重要方法之一,其目的在于给基体金属提供防腐蚀保护、用于喷漆前打底、提高覆膜层的附着力与防腐蚀能力及在金属加工中起减摩润滑作用等。磷化用途: 磷化膜主要用作涂料的底层、金属冷加工时的润滑层、金属表面保护层以及用作电机硅钢片的绝缘处理、压铸模具的防粘处理等。被广泛应用于汽车、船舶、航空航天、机械制造及家电等工业生产中。涂装前磷化的作用:增强涂装膜层(如涂料涂层)与工件间结合力;提高涂装后工件表面涂层的耐蚀性;提高装饰性。工艺流程:除油脱脂→水洗→除锈→水洗→表调→磷化→水洗→干燥工艺参数: 浸泡式 1、开槽:锌系磷化液5% 促进剂:0.3-0.5% 2、控制点:总酸度:25-35点。 游离酸:1.1-1.9点。 促进剂:2-5点。 温度:常温。 时间:3-10分钟。喷淋式 1、开槽:锌系磷化液5% 促进剂:0.3-0.5% 2、控制点: 总酸度:15-25点。 游离酸:0.8-1.3点。 促进剂:1.5-2.5点。温度:常温。时间:1.5-3分钟。说 明:1、控制促进剂浓度,不可多加。添加方式以少量多次为宜。每次加入量最好在0.1%左右。 2、定期清理沉渣,槽液更换周期视生产情况而定。 3、工艺流程中各水洗槽一定要保持溢流,最后一个水洗后,如能用80℃以上热水再次清洗, 则效果更佳。包装规格:锌系磷化液(灰磷)25kg/桶佛山市晨阳化工有限公司欢迎你的来电咨询与购买电话:183 0000 2203 李经理 Q Q:2025000673
彩色磷化液(彩磷)为淡蓝色酸性涂体,属常温铁系快速磷化液,可在钢铁、锌、铝的表面形成厚0.817um,呈黄红兰彩色膜层,与电泳涂装,粉末涂装具有优良的配套性,使漆膜抗弯曲、抗变形、防着力强。本产品单液使用,性能稳定,几乎无沉渣,槽液管理方便,消耗成本低,处理温度宽。彩色磷化液(彩磷)工艺流程 :除油脱腊→水洗→除锈→水洗→磷化→水洗彩色磷化液(彩磷)工艺参数: 1、开槽:5% 2、游离酸:1—2点 3、总酸:6—10点 4、处理温度:常温 5、处理时间:2—15分钟 6、处理方式:喷淋或浸泡注意事项: 1、配制时最好使用纯水。 2、使用前要彻底清除基材表面的油污,灰尘和锈蚀。 3、皮肤接触后用清水冲洗干净即可。包装及贮藏: 25kg/桶、50kg/桶的包装。保质期1年。密封存放,避免风吹雨淋。佛山市南海区晨阳化工有限公司欢迎你的来电咨询与购卖锌系磷化液,磷化是金属材料防腐蚀的重要方法之一,其目的在于给基体金属提供防腐蚀保护、用于喷漆前打底、提高覆膜层的附着力与防腐蚀能力及在金属加工中起减摩润滑作用等。磷化用途: 磷化膜主要用作涂料的底层、金属冷加工时的润滑层、金属表面保护层以及用作电机硅钢片的绝缘处理、压铸模具的防粘处理等。被广泛应用于汽车、船舶、航空航天、机械制造及家电等工业生产中。涂装前磷化的作用:增强涂装膜层(如涂料涂层)与工件间结合力;提高涂装后工件表面涂层的耐蚀性;提高装饰性。工艺流程:除油脱脂→水洗→除锈→水洗→表调→磷化→水洗→干燥工艺参数: 浸泡式 1、开槽:锌系磷化液5% 促进剂:0.3-0.5% 2、控制点:总酸度:25-35点。 游离酸:1.1-1.9点。 促进剂:2-5点。 温度:常温。 时间:3-10分钟。喷淋式 1、开槽:锌系磷化液5% 促进剂:0.3-0.5% 2、控制点: 总酸度:15-25点。 游离酸:0.8-1.3点。 促进剂:1.5-2.5点。温度:常温。时间:1.5-3分钟。说 明:1、控制促进剂浓度,不可多加。添加方式以少量多次为宜。每次加入量最好在0.1%左右。 2、定期清理沉渣,槽液更换周期视生产情况而定。 3、工艺流程中各水洗槽一定要保持溢流,最后一个水洗后,如能用80℃以上热水再次清洗, 则效果更佳。包装规格:锌系磷化液(灰磷)25kg/桶佛山市晨阳化工有限公司欢迎你的来电咨询与购买电话:183 0000 2203 李经理 Q Q:2025000673相关产品推荐
-
 铝材抛光剂,广州铝材抛光剂厂家,氧化铝抛光剂批发,清洗剂 供货商
铝材抛光剂,广州铝材抛光剂厂家,氧化铝抛光剂批发,清洗剂 供货商
-
 佛山脱漆剂 -强力脱漆剂市场价格-脱脂剂批发-有效环保 油漆去除剂
佛山脱漆剂 -强力脱漆剂市场价格-脱脂剂批发-有效环保 油漆去除剂
-
 除油剂 湖南除油剂 油污清洗剂生产厂家 强力除油剂价格 批发
除油剂 湖南除油剂 油污清洗剂生产厂家 强力除油剂价格 批发
-
 供应空调清洗剂 地板清洗剂 广东空调清洗剂 外墙清洗剂 空调清洗剂价格 佛山空调清洗剂厂家
供应空调清洗剂 地板清洗剂 广东空调清洗剂 外墙清洗剂 空调清洗剂价格 佛山空调清洗剂厂家
-
 供应喷涂水洗除锈剂 喷涂水洗除锈剂报价 喷涂水洗除锈剂的价格 佛山喷涂水洗除锈剂厂家
供应喷涂水洗除锈剂 喷涂水洗除锈剂报价 喷涂水洗除锈剂的价格 佛山喷涂水洗除锈剂厂家
-
 供应喷涂水洗除锈剂 喷涂水洗除锈剂报价 喷涂水洗除锈剂的价格 喷涂水洗除锈剂厂家
供应喷涂水洗除锈剂 喷涂水洗除锈剂报价 喷涂水洗除锈剂的价格 喷涂水洗除锈剂厂家
-
 供应陶化处理剂 硅烷处理剂 陶化处理剂报价 磷化代替品硅烷处理剂 陶化处理剂厂家
供应陶化处理剂 硅烷处理剂 陶化处理剂报价 磷化代替品硅烷处理剂 陶化处理剂厂家
-
 供应空调清洗剂 地板清洗剂 广东空调清洗剂 外墙清洗剂 空调清洗剂价格 空调清洗剂厂家
供应空调清洗剂 地板清洗剂 广东空调清洗剂 外墙清洗剂 空调清洗剂价格 空调清洗剂厂家
-
 供应前处理液除油剂 佛山前处理液除油剂 前处理液除油剂报价 前处理液除油剂厂家
供应前处理液除油剂 佛山前处理液除油剂 前处理液除油剂报价 前处理液除油剂厂家
-
 硅烷处理剂,磷化代替品硅烷处理剂 ,陶化处理剂厂家,安全,环保,高效
硅烷处理剂,磷化代替品硅烷处理剂 ,陶化处理剂厂家,安全,环保,高效