



厂商 :郑州贝智电气自动化技术有限公司
河南 郑州- 主营产品:
- 高低压配电柜
- 自动化控制系统
- 电动阀门PLC控制箱







供应球磨机综合保护柜是球磨机电气综合保护控制,它主要包括对主轴高低压润滑油站,主轴瓦温、油流、油压等参数,对球磨机进行全方位的巡检保护。以及包括对主电机的轴承温度和绕组温度,电机的电流等参数的显示及保护。所有参数都在触摸屏球磨机的画面上进行显示,保护参数有设定界面,有球磨机启动及故障的综合故障输出,有油站运行的综合故障输出,方便操作及维修人员检查。它可以直观的观察球磨机的运行状况。是球磨机以及大型矿山设备的首选产品。
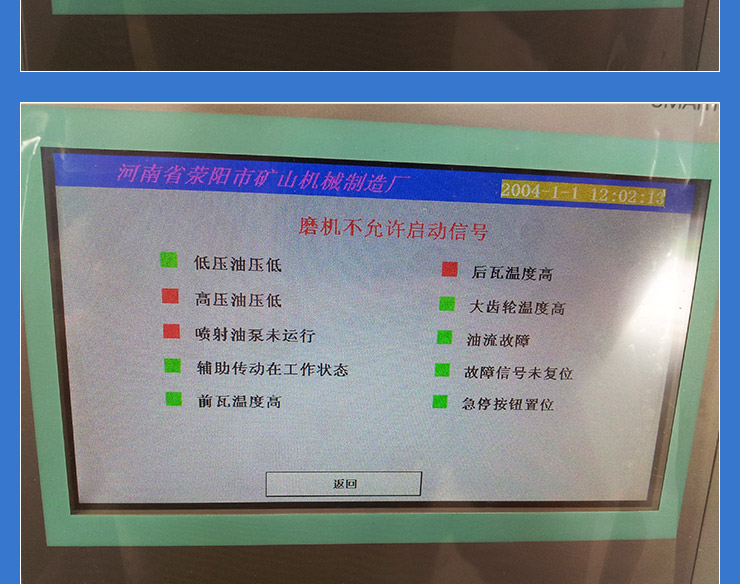
本PLC系统是对球磨机综合保护的程序控制系统,本电控系统所有显示部分都在触摸屏上完成;触摸屏程序对一些报警和故障有自锁,报警情况下可按消警按钮,消除误报,也可对触摸屏故障进行复位,复位后消除故障信号。便于操作人员检查、维护和处理故障。同时触摸屏显示磨机画面以及综合故障输出,以利于更直观进行监控、判断和维修。包括主轴瓦高低压润滑站,喷射润滑装置和慢速驱动电机的控制以及小齿轮轴承温度及进出料端主轴承温度的控制等。
1、 主轴承高低压润滑系统
高压供油用于磨机启动前将主轴顶起,以利于磨机启动,低压润滑用于磨机运行中,对主轴进行润滑。
2、慢速驱动电气控制
慢速驱动用于检修磨机时慢速转动筒体,与主电机有联锁控制,不允许同时工作;
3、分级机、分级机提升设备的电气控制;显示两台设备的开停状态。
4、本电控系统所控润滑站共有两台高压油泵电机,一台为工作,一台为备用泵。当一台高压油泵出现故障不能工作时,备用高压油泵电机自动投入,继续供油。低压供油系统共有两台低压油泵电机,一台正常工作,一台备用,可互为备用。在工作泵运行中,当泵出现故障或油压降低时备用泵启动。低压油泵开启正常油压稳定后(30秒)高压油泵方可启动。
5、润滑站设有电接点压力表,当高压供油系统的出油口油压低于下限设定值时,高于上限设定值时,发出报警信号;当低压出油口的油压降至下限设定值时,备用泵启动,工作泵停止,并发出报警信号。当压力继续下降或没有恢复到正常值时(40S内),发出故障停机信号,当油压超过其上限设定值时,发出报警信号。
6、磨机启动前,先启动高低压润滑站,系统正常运行后,PLC综合启动柜向主机变频器发出允许启动信号后,才允许启动主电机,当磨机运转后,高压油泵仍工作一段时间(约15分钟),经此延时,高压油泵自动停止。当主机停机时,高压油泵自动启动,待主轴承温度降至室温或操作人员认为合适时,人工停止高压油泵运转,待筒体停稳后,停稀油润滑站。在主机运转过程中,低压油泵应一直处于正常工作状态。
7、润滑站的控制,在正常工作时,控制方式选择“本柜” ,PLC按顺序自动启动球磨机高低压油泵,延时2到3分钟左右润滑站正常,达到主电机允许启动条件,可以对球磨机主电机启动;电加热器可以自动和手动控制,当选择自动加热时,温度低延时30S自动加热,温度正常延时2S停加热器;当选择手动加热时,加热器的启停手动操作,油温正常停止加热。
8、本柜启动磨机顺序:慢驱脱开、工作/检修处于在“工作位”、空开合上(高低压泵、减站油泵、喷油装置等)、高低压润滑站选择1#或2#低压泵、选择1#或2#高压泵,按“油泵总启” ,润滑油站1#或2#低压泵起动、1#或2#高压泵起动,3分钟左右达到系统正常。润滑站、各轴温、喷射油泵等正常条件具备后“允许主电机合闸”信号达到,最后主电机变频器启动球磨机。停磨机顺序:停主电机,喷射油泵等磨机停稳后方可停润滑站(加球带料后,磨机很快便能停稳)。
9、显示球磨机振动、大齿轮温度报警及跳车;
10、显示球磨机两端轴瓦温度;
11、对球磨机瓦温高、电流高、变频故障报警及跳车;
12、球磨机和慢驱互锁,当球磨机启动运行时,慢驱必须处于停止状态,当慢驱启动时,球磨机必须处于停止状态;慢速驱动电机工作时,高压供油系统应一直处于正常工作状态。慢驱闭合、润滑站正常等启动条件具备即可按启动按钮启动慢驱。
13、球磨机启动前必须启动喷射油泵;
14、本控制系统辅机操 本PLC系统是对球磨机综合保护的程序控制系统,本电控系统所有显示部分都在触摸屏上完成;触摸屏程序对一些报警和故障有自锁,报警情况下可按消警按钮,消除误报,也可对触摸屏故障进行复位,复位后消除故障信号。便于操作人员检查、维护和处理故障。同时触摸屏显示磨机画面以及综合故障输出,以利于更直观进行监控、判断和维修。包括主轴瓦高低压润滑站,喷射润滑装置和慢速驱动电机的控制以及小齿轮轴承温度及进出料端主轴承温度的控制等。
1、 主轴承高低压润滑系统
高压供油用于磨机启动前将主轴顶起,以利于磨机启动,低压润滑用于磨机运行中,对主轴进行润滑。
2、慢速驱动电气控制
慢速驱动用于检修磨机时慢速转动筒体,与主电机有联锁控制,不允许同时工作;
3、分级机、分级机提升设备的电气控制;显示两台设备的开停状态。
4、本电控系统所控润滑站共有两台高压油泵电机,一台为工作,一台为备用泵。当一台高压油泵出现故障不能工作时,备用高压油泵电机自动投入,继续供油。低压供油系统共有两台低压油泵电机,一台正常工作,一台备用,可互为备用。在工作泵运行中,当泵出现故障或油压降低时备用泵启动。低压油泵开启正常油压稳定后(30秒)高压油泵方可启动。
5、润滑站设有电接点压力表,当高压供油系统的出油口油压低于下限设定值时,高于上限设定值时,发出报警信号;当低压出油口的油压降至下限设定值时,备用泵启动,工作泵停止,并发出报警信号。当压力继续下降或没有恢复到正常值时(40S内),发出故障停机信号,当油压超过其上限设定值时,发出报警信号。
6、磨机启动前,先启动高低压润滑站,系统正常运行后,PLC综合启动柜向主机变频器发出允许启动信号后,才允许启动主电机,当磨机运转后,高压油泵仍工作一段时间(约15分钟),经此延时,高压油泵自动停止。当主机停机时,高压油泵自动启动,待主轴承温度降至室温或操作人员认为合适时,人工停止高压油泵运转,待筒体停稳后,停稀油润滑站。在主机运转过程中,低压油泵应一直处于正常工作状态。
7、润滑站的控制,在正常工作时,控制方式选择“本柜” ,PLC按顺序自动启动球磨机高低压油泵,延时2到3分钟左右润滑站正常,达到主电机允许启动条件,可以对球磨机主电机启动;电加热器可以自动和手动控制,当选择自动加热时,温度低延时30S自动加热,温度正常延时2S停加热器;当选择手动加热时,加热器的启停手动操作,油温正常停止加热。
8、本柜启动磨机顺序:慢驱脱开、工作/检修处于在“工作位”、空开合上(高低压泵、减站油泵、喷油装置等)、高低压润滑站选择1#或2#低压泵、选择1#或2#高压泵,按“油泵总启” ,润滑油站1#或2#低压泵起动、1#或2#高压泵起动,3分钟左右达到系统正常。润滑站、各轴温、喷射油泵等正常条件具备后“允许主电机合闸”信号达到,最后主电机变频器启动球磨机。停磨机顺序:停主电机,喷射油泵等磨机停稳后方可停润滑站(加球带料后,磨机很快便能停稳)。
9、显示球磨机振动、大齿轮温度报警及跳车;
10、显示球磨机两端轴瓦温度;
11、对球磨机瓦温高、电流高、变频故障报警及跳车;
12、球磨机和慢驱互锁,当球磨机启动运行时,慢驱必须处于停止状态,当慢驱启动时,球磨机必须处于停止状态;慢速驱动电机工作时,高压供油系统应一直处于正常工作状态。慢驱闭合、润滑站正常等启动条件具备即可按启动按钮启动慢驱。
13、球磨机启动前必须启动喷射油泵;
14、本控制系统辅机操作方式具备本柜触摸屏控制,球磨机在变频器柜上启动,当润滑油站正常后,发出允许启动信号,检查慢驱离合器所在位置正常后,方可启动磨机。当磨机停机时,向油站发出停机信号,以便于高压油泵开启。
作方式具备本柜触摸屏控制,球磨机在变频器柜上启动,当润滑油站正常后,发出允许启动信号,检查慢驱离合器所在位置正常后,方可启动磨机。当磨机停机时,向油站发出停机信号,以便于高压油泵开启。
-
 供应年产5000吨聚氨酯防水涂料设备
供应年产5000吨聚氨酯防水涂料设备
-
供应聚氨酯防水涂料全自动生产线
-
 供应调节阀控制箱,阀门怎么调节?普通阀门能调节吗?4-20ma调节阀控制箱
供应调节阀控制箱,阀门怎么调节?普通阀门能调节吗?4-20ma调节阀控制箱
-
 供应温度控制阀门控制箱,温度怎么控制阀门,温度调节阀门控制箱
供应温度控制阀门控制箱,温度怎么控制阀门,温度调节阀门控制箱
-
 供应泵站液压缓闭止回蝶阀PLC控制箱,蓄能式液压止回蝶阀控制箱,液压缓闭止回蝶阀控制箱型号
供应泵站液压缓闭止回蝶阀PLC控制箱,蓄能式液压止回蝶阀控制箱,液压缓闭止回蝶阀控制箱型号
-
 供应一控一防爆阀门控制箱,一控一阀门控制箱哪家好,一控一防爆阀门控制箱厂家,一控一防爆阀门控制箱价格
供应一控一防爆阀门控制箱,一控一阀门控制箱哪家好,一控一防爆阀门控制箱厂家,一控一防爆阀门控制箱价格
-
 供应水泵缓闭止回阀PLC控制柜,液压控制阀门控制柜生产厂家,蓄能式液控止回阀控制柜
供应水泵缓闭止回阀PLC控制柜,液压控制阀门控制柜生产厂家,蓄能式液控止回阀控制柜
-
 供应PLC控制柜,泵站蓄能式液控止回阀控制柜,液压控制阀门控制柜哪家好?专业缓闭止回阀控制柜
供应PLC控制柜,泵站蓄能式液控止回阀控制柜,液压控制阀门控制柜哪家好?专业缓闭止回阀控制柜
-
供应水泵出水蝶阀液压控制柜,水泵蓄能式液控止回阀控制柜,水泵止回蝶阀控制柜
-
 供应河南防爆阀门控制箱,郑州防爆阀门控制箱价格,郑州防爆阀门控制箱厂家
供应河南防爆阀门控制箱,郑州防爆阀门控制箱价格,郑州防爆阀门控制箱厂家